смькание и раскрытие его губок (не показано ).
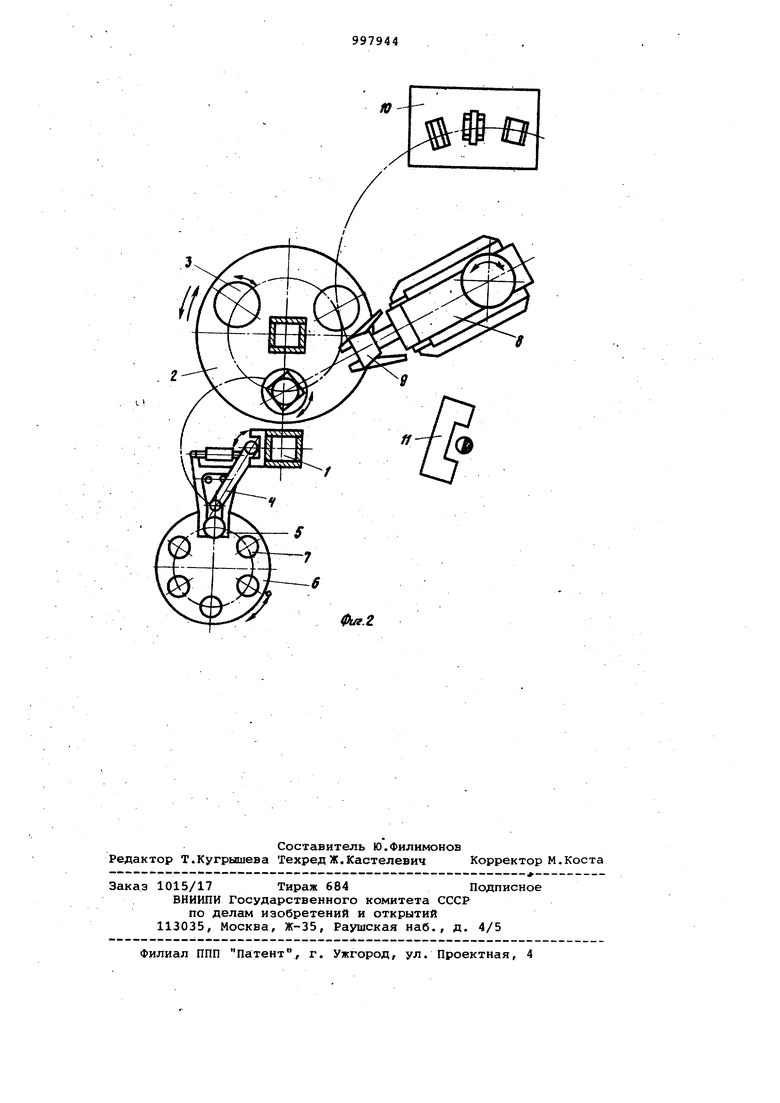
В зоне действия захвата 5 механил ческой руки 4 размещен .инструментальный магазин 6, имеющий шесть ячеек для накладно о и подклад-ного инструмента 7.
Вблизи пресса 1 установлен стационарный поворотный ковочный манипулятор 8 с захватным устройством 9.
8зоне действия захватного устройства 9 манипулятора 8 находится стационарный стеллаж 10 рабочего инструмента.
Пульт 11 оператора дистанционно связан системой управления с указанными выше механизмами и расположен в зоне хорошего обзора рабочего ин- струмента - нижнего бойка 12 и верхнего бойка 13.
Ковочный комплекс работает следующим образом.
Нагретая заготовка шарнир-машиной либо другим погрузочным средством(не показано ) подается в захватное устройство 9 Манипулятора 8 (либо на ниний боек в рабочую зону пресса, где она зажимается захватным устройством
9). Обработка заготовки производите ся путем последовательного обжатия ее между бойками 12 и 13 пресса 1. Перемещение заготовки в процессе обработки (подача, поворот вокруг горизонтальной и вертикальной осей,
и др.) осуществляется посредством поворотного манипулятора 8. Последний , благодаря наличию керновых захватов , может осуществлять кантовку заготовок типа кубиков горизонтальной оси,перпендикулярно к о(Ш его хобо та. Кантовка осуществляется путём нецентрального захвата заготовки кернами и последующего ее подъема,в результате под действием веса заготовка проворачивается в кернах.
В случае, если при обработке заготовки требуется подкладной или .накладной инструмент 7,например прошивень, то он посредством инструментального магазина 6 устанавливается в соответствующее положение, из которого клещевым захватом 5 механической руки 4 подается в рабочую зону на ось пресса 1.
Благодаря синхронизации движения зажимных губок клещевого захвата 5 относительно вертикальной оси пресса может центрироваться обрабатываемая заготовка. В связи с тем, что подача вспомогательного инструмента также производится на ось пресса, обеспечивается соосное расположение вспомогательного инструмента и заготовки, что способствует повышению точности (например, при прошивке заготовки).
Этим же захватом 5 механич;еской руки 4 подвижный вспомогательный ин струмент 7 из рабочей зоны пресса
1снова возвращается в соответствующую ячейку инструментального магазина 6.
В случае, если при обработке одно заготовки требуется смена рабочего инструмента (например, при изготовлении раскатного кольца сначала необходима плита для осадки и прошивки, а затем козлы для раскаткиJ,; то путем рращения карусельного стола
2необходимый рабочий инструмент по дается в рабочую зону пресса 1, после чего фиксируется на его основании. Нижний боек 12 может фиксироваться на основании .пресса 1 соосно с верхним бойком 13 либо с определенным небольшим смещением в ту или другую сторону. Смещение необходимо для выполнения некоторых технических операций (передача металла, правка заготовок и др. .).
Как было указано выше, две.из тре инсрументальных позиций 3 карусельного стола 2 имеют автономные привод вращения, благодаря чему при обработке можно быстро осуществлять разворо и перехват заготовки захватом 9 манипулятора 8, а также производить ракатку заготовок типа диска, правку обода раскатных колец и т.д.
Наряду с подачей в рабочую зону пресса и удаления из. нее вспомогательного подкладного и накладного инструмента механическая рука 4 может применяться для перехвата губками или кернами манипулятора 8 коротких заготовок типа кубика. Перехват производится следующим образом: клещевым захватом 5 механической руки 4 заготовка зажимается и поднимается на определенную высоту, достаточную для захвата ее кернами или гаками манипулятора 8 в плоскости , пенпендикулярной к захвату 5 руки 4, после чего клещевой захват 5 механической руки 4 удаляется из рабочей зоны пресса.
Для замены рабочего инструмента на позициях 3 карусельного стола 2 используется поворотный ковочный манипулятор 8, который захватным устройством 9 берет инструмент из позиций 3 карусельного стола 2 и укладывает его на стационарный стеллаж 10, а другой инструмент 6о стеллажа 10 подает на одну из позиций
3карусельного стола 2. Управление всеми механизмами ко.вочного комплекса осуществляется опера.тором с пульта 11.
Использование данного изобретения позволяет повысить производительность ковочного комплекса.
Формула изобретения
Ковочный комплекс, содержащий ковочный пресс, ковочный манипулятор,
позиционный карусельный стол для установки рабочехх инструмента и дистанционную систему управления с щгльтом, отличающийся тем, что, с делью п&в шения проиэводителЁностк он снабжен механи-ческой рукой ; захватом установленной на одной из стоек: пресса, стационарным стеллажоМ: АЛЯ рабочего инструмента и инструментальным магазином для вспомогательного инструмента, карусельный стол смонтирован на друтой стойке пресса, его позиции размещены по окружности, проходящей через вертикальную ось пресса, а механическая рука размещена с возможHocTbiQ перемещения в рабочую позицию инструментального магазина и в рабочую позицию карусельного стоЯА,/ совмещенную с рабочей зоной |ip« этом ковочиый манипулятор выколиен поворотным, а стационарный степлрж .размещен в зоне действия п66б1 атИ61 6 ковочного Манипулятора.
Источники информации,
принятые во внимание при экспертизе
1. Енофелд П.Н. Современный ковочУ Ный пресс. - Черные металлы, 1971,1 8, с. 20 (прототип).


| название | год | авторы | номер документа |
|---|---|---|---|
| Ковочный комплекс | 1991 |
|
SU1787639A1 |
| Комплекс для обработки заготовок | 1989 |
|
SU1731371A1 |
| Ковочный комплекс | 1987 |
|
SU1532305A1 |
| АВТОМАТИЧЕСКИЙ ПРЕССОВЫЙ КОМПЛЕКС ДЛЯ БРИКЕТИРОВАНИЯ РАДИОАКТИВНЫХ ОТХОДОВ | 2011 |
|
RU2465667C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| КОВОЧНЫЙ КОМПЛЕКС | 2003 |
|
RU2243056C1 |
| Автоматическая линия горячей штамповки | 1988 |
|
SU1549665A1 |
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
| Ковочный агрегат | 1980 |
|
SU889483A1 |