Изобретение относится к обработке металлов давлением, а именно к автоматизации процесса горячей штамповки, и может быть использовано при создании современных кузнечно-штамповочных производств.
Целью изобретения является расширение технологических возможностей, повышение надежности работы и сокращение времени на переналадку.
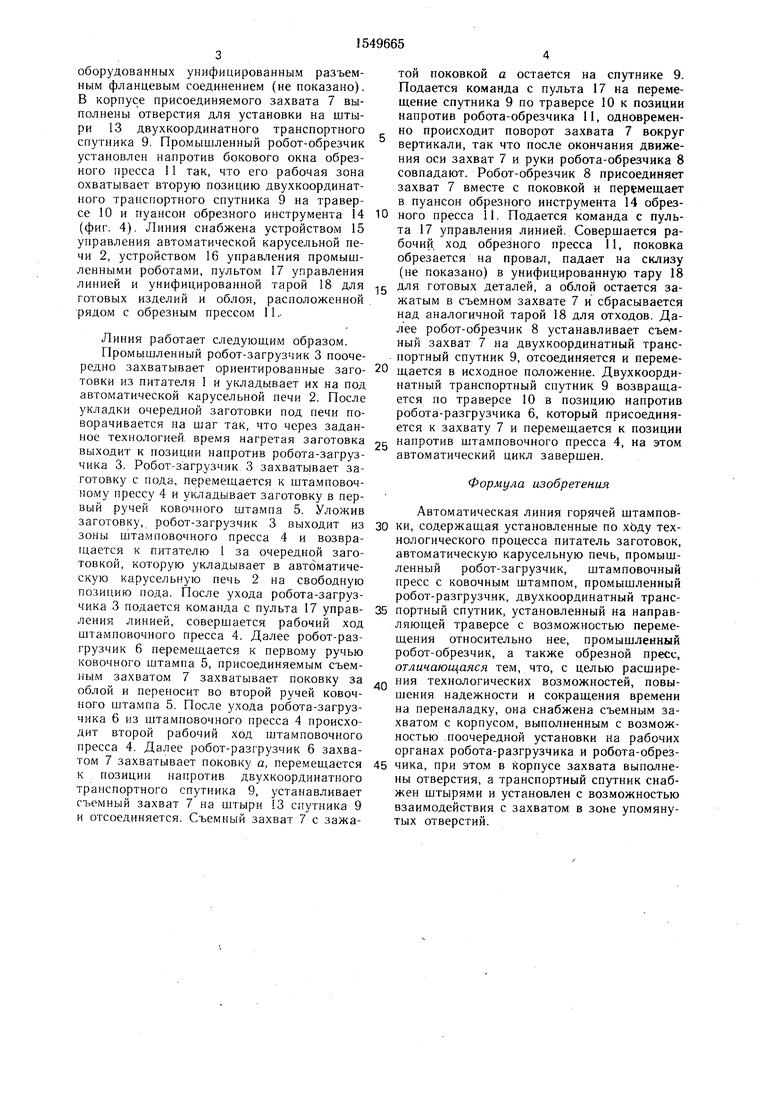
На фиг. 1 представлена автоматическая линия, общий вид; на фиг. 2 - двухкоор- динатный транспортный спутник со съемным захватом; на фиг. 3 - схема захвата поковок из второго ручья штампа; на фиг. 4 - схема обрезки облоя в рабочей зоне обрезного пресса.
Автоматическая линия горячей штамповки состоит из последовательно установленных по ходу технологического процесса питателя 1 заготовок (фиг. 1), автоматической карусельной печи 2, промышленного робота-загрузчика 3, штамповочного пресса 4 с ковочным штампом 5, промышленного робота-разгрузчика 6 с присоединяемым съемным захватом 7, являющимся рабочим органом робота-разгрузчика 6 и робота- обрезчика 8, двухкоординатного транспортного спутника 9 на траверсе 10 и обрезного пресса 11.
В качестве питателя 1 используется унифицированная тара с ориентированными заготовками. Промышленный робот-загрузчик 3 установлен подвижно на направляющей 12 так, что его рабочая зона охватывает питатель 1, автоматическую карусельную печь 2 и первый ручей ковочного штампа 5 (фиг. 3) штамповочного пресса 4. Промышленный робот-погрузчик 6 установлен также подвижно на направляющей 12 так, что его рабочая зона охватывает первый и второй ручей ковочного штампа 5 и одну из позиций двухкоординатного транспортного спутника 9 на траверсе 10 (фиг. 2). Присоединяемый захват 7 выполнен съем-. ным и является общим рабочим органом робота-разгрузчика 6 и робота-обрезчика 8,
о
оборудованных унифицированным разъемным фланцевым соединением (не показано). В корпусе присоединяемого захвата 7 выполнены отверстия для установки на штыри 13 двухкоординатного транспортного спутника 9. Промышленный робот-обрезчик установлен напротив бокового окна обрезного пресса 11 так, что его рабочая зона охватывает вторую позицию двухкоординатного транспортного спутника 9 на травертой поковкой а остается на спутнике 9. Подается команда с пульта 17 на перемещение спутника 9 по траверсе 10 к позиции напротив робота-обрезчика 11, одновременно происходит поворот захвата 7 вокруг вертикали, так что после окончания движения оси захват 7 и руки робота-обрезчика 8 совпадают. Робот-обрезчик 8 присоединяет захват 7 вместе с поковкой и перемещает в пуансон обрезного инструмента 14 обрезсе 10 и пуансон обрезного инструмента 14 10 ного пресса 11. Подается команда с пуль- (фиг. 4). Линия снабжена устройством 15 та 17 управления линией. Совершается ра- управления автоматической карусельной печи 2, устройством 16 управления промышленными роботами, пультом 17 управления
бочий ход обрезного пресса 11, поковка обрезается на провал, падает на склизу (не показано) в унифицированную тару 18
линией и унифицированной тарой 18 для для готовых деталей, а облой остается за- готовых изделий и облоя, расположенной жатым в съемном захвате 7 и сбрасывается рядом с обрезным прессом 11.над аналогичной тарой 18 для отходов. Далее робот-обрезчик 8 устанавливает съем- Линия работает следующим образом.ный захват 7 на двухкоординатный транс- Промышленный робот-загрузчик 3 пооче- портный спутник 9, отсоединяется и переме- редно захватывает ориентированные зато- 20 щается в исходное положение. Двухкоорди- товки из питателя 1 и укладывает их на под натный транспортный спутник 9 возвраща- автоматической карусельной печи 2. После ется по траверсе 10 в позицию напротив укладки очередной заготовки под печи по- робота-разгрузчика 6, который присоединя- ворачивается на шаг так, что через задан- ется к захвату 7 и перемещается к позиции ное технологией время нагретая заготовка jc напротив штамповочного пресса 4, на этом выходит к позиции напротив робота-загруз- автоматический цикл завершен.
чика 3. Робот-загрузчик 3 захватывает заготовку с пода, перемещается к штамповочному прессу 4 и укладывает заготовку в первый ручей ковочного штампа 5. Уложив
Формула изобретения Автоматическая линия горячей штамповзаготовку, робот-загрузчик 3 выходит из 30 ки, содержащая установленные по ходу техзоны штамповочного пресса 4 и возвращается к питателю 1 за очередной заготовкой, которую укладывает в автоматическую карусельную печь 2 на свободную позицию пода. После ухода робота-загрузнологического процесса питатель заготовок, автоматическую карусельную печь, промышленный робот-загрузчик, штамповочный пресс с ковочным штампом, промышленный робот-разгрузчик, двухкоординатный трансчика 3 подается команда с пульта 17 управ- 35 портный спутник, установленный на направления линией, совершается рабочий ход ляющей траверсе с возможностью переме- ил амповочного пресса 4. Далее робот-разгрузчик 6 перемещается к первому ручью
ковочного штампа 5, присоединяемым съемщения относительно нее, промышленный робот-обрезчик, а также обрезной пресс, отличающаяся тем, что, с целью расшире- ным захватом 7 захватывает поковку за 4Q ния технологических возможностей, повы- облой и переносит во второй ручей ковоч- шения надежности и сокращения времени ного штампа 5. После ухода робота-загрузчика 6 из штамповочного пресса 4 происходит второй рабочий ход штамповочного пресса 4. Далее робот-разгрузчик 6 захватом 7 захватывает поковку а, перемещается 45 чика, при этом в корпусе захвата выполне- к позиции напротив двухкоординатного ны отверстия, а транспортный спутник снабжен штырями и установлен с возможностью взаимодействия с захватом в зоне упомянутых отверстий.
на переналадку, она снабжена съемным захватом с корпусом, выполненным с возможностью поочередной установки на рабочих органах робота-разгрузчика и робота-обрезтранспортного спутника 9, устанавливает съемный захват 7 на штыри 3 спутника 9 и отсоединяется. Съемный захват 7 с зажатой поковкой а остается на спутнике 9. Подается команда с пульта 17 на перемещение спутника 9 по траверсе 10 к позиции напротив робота-обрезчика 11, одновременно происходит поворот захвата 7 вокруг вертикали, так что после окончания движения оси захват 7 и руки робота-обрезчика 8 совпадают. Робот-обрезчик 8 присоединяет захват 7 вместе с поковкой и перемещает в пуансон обрезного инструмента 14 обрез ного пресса 11. Подается команда с пуль- та 17 управления линией. Совершается ра-
Формула изобретения Автоматическая линия горячей штампов содержащая установленные по ходу технологического процесса питатель заготовок, автоматическую карусельную печь, промышленный робот-загрузчик, штамповочный пресс с ковочным штампом, промышленный робот-разгрузчик, двухкоординатный транспортный спутник, установленный на направляющей траверсе с возможностью переме-
щения относительно нее, промышленный робот-обрезчик, а также обрезной пресс, отличающаяся тем, что, с целью расшире- ния технологических возможностей, повы- шения надежности и сокращения времени чика, при этом в корпусе захвата выполне- ны отверстия, а транспортный спутник снабжен штырями и установлен с возможностью взаимодействия с захватом в зоне упомянутых отверстий.
на переналадку, она снабжена съемным захватом с корпусом, выполненным с возможностью поочередной установки на рабочих органах робота-разгрузчика и робота-обрез W iB
18
/8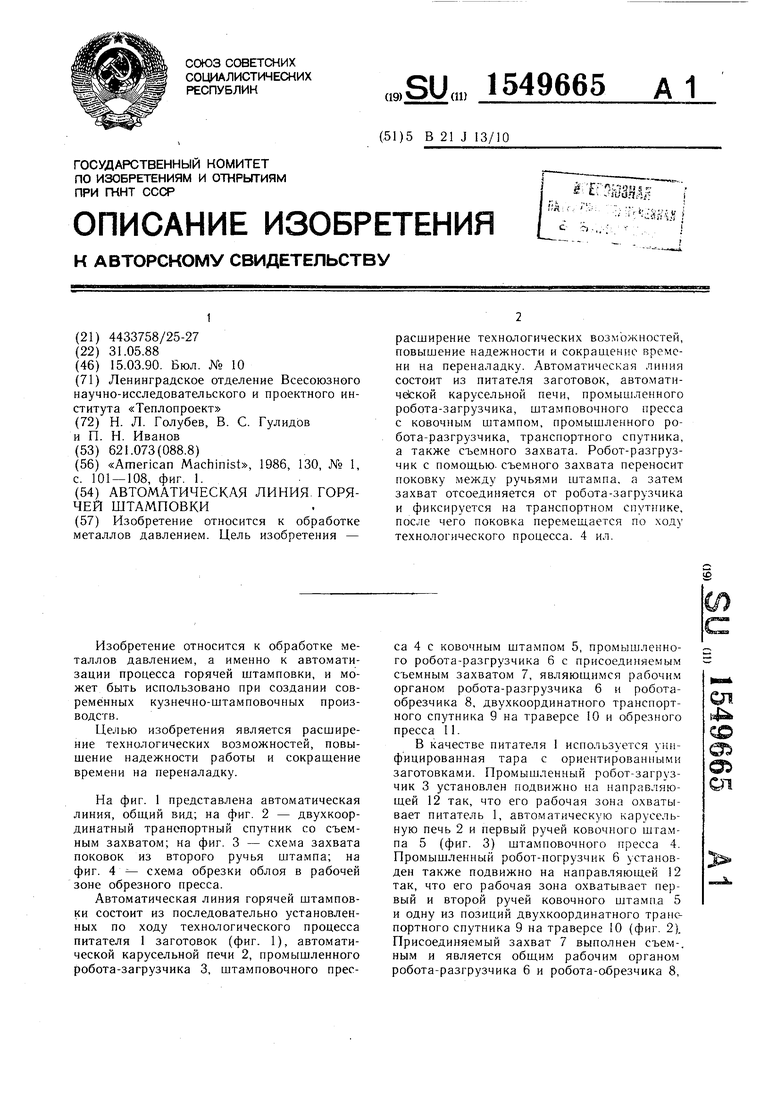
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия горячей штамповки | 1987 |
|
SU1505660A1 |
| Автоматическая линия горячей штамповки | 1982 |
|
SU1060292A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU990394A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU997946A1 |
| Автоматическая линия горячей штамповки | 1982 |
|
SU1042866A1 |
| Автоматическая линия горячей штамповки | 1977 |
|
SU733843A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU996037A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| Автоматизированная линия горячей штамповки | 1982 |
|
SU1053948A1 |
| Автоматическая линия для изготовления изделий с резким переходом по диаметру в поперечном сечении | 1972 |
|
SU519262A1 |
Изобретение относится к обработке металлов давлением. Цель изобретения - расширение технологических возможностей, повышение надежности и сокращение времени на переналадку. Автоматическая линия состоит из питателя заготовок, автоматической карусельной печи, промышленного робота-загрузчика, штамповочного пресса с ковочным штампом, промышленного робота-разгрузчика, транспортного спутника, а также съемного захвата. Робот-разгрузчик с помощью съемного захвата переносит поковку между ручьями штампа, а затем захват отсоединяется от робота-загрузчика и фиксируется на транспортном спутнике, после чего поковка перемещается по ходу технологического процесса. 4 ил.
/J
Ю
| «American Machinist, 1986, 130, № 1, с | |||
| Приспособление для записи звуковых явлений на светочувствительной поверхности | 1919 |
|
SU101A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
