vmmmm:fy4m:Mm
фиг.
Изобретение oTfiocurcH к обработке металлов давлением и может быть использовано для перемещения заготовок
Цель изобретения - повышение про- иэводительности пропесса перемещения и расвгирение технологических возможностей путем перемещения заготовок между прессами роботизированного комплекса для изготовления деталей из штучных заготовок.
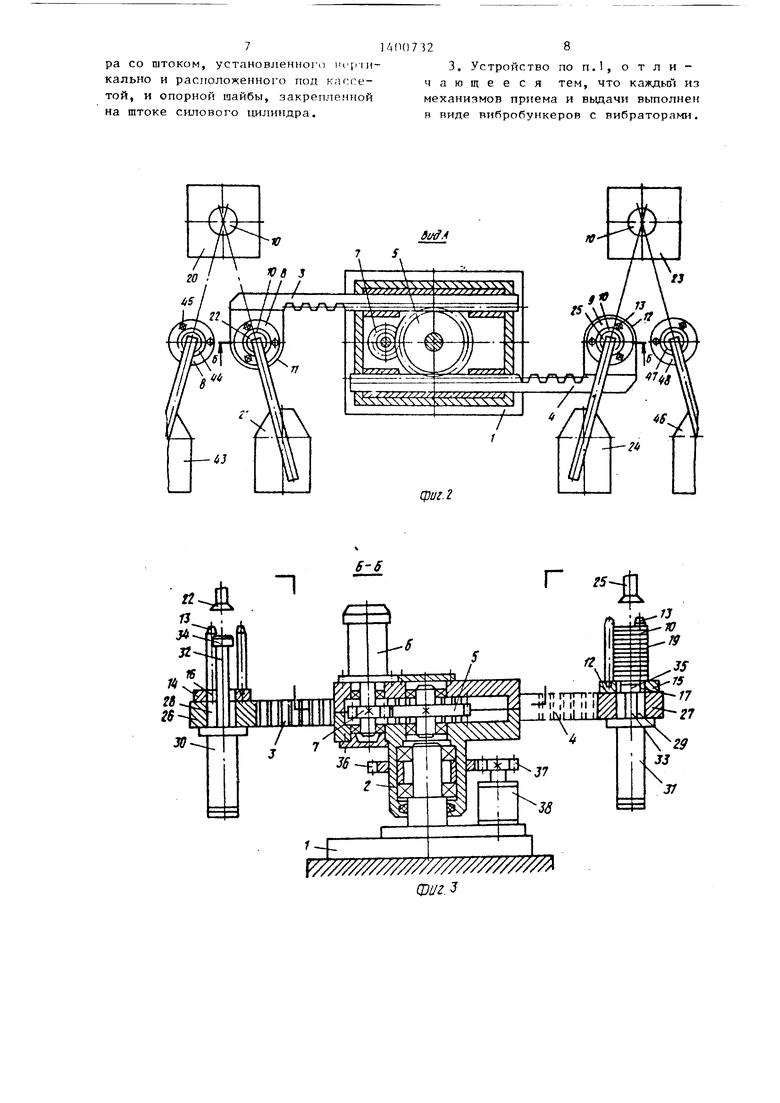
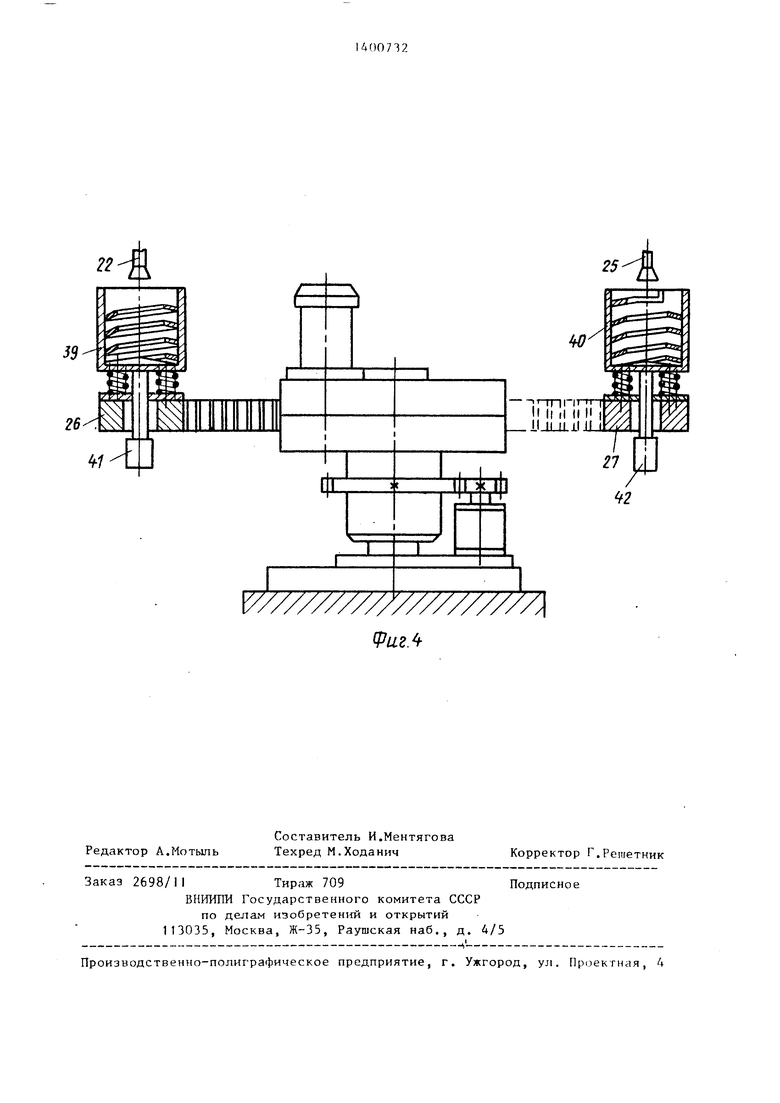
На фиг.1 изображено устройство для перемещения заготовок; на фиг,2 вид А на фиг,1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - вариант вы- полнения механизма приема и выдачи заготовок,
Устройство содержит основание 1, корпус 2, шток-рейки 3 и 4, зубчатое колесо 5, реверсивный привод 6, шее- терню 7, входящую в зацепление с зубчатым колесом 5. Механизмы 8 и 9 для приема и вьщачи заготовок 10 могут бьггь выпо.1П1епы в виде сменных кассет II и 12, представляющих собой иггырп 13, которые закреплены на своих основаниях 14 и 15 со сквоз 1ыми отверстиями 16 и 17, Кассеты 11 и 12 идентичны по конструкции, 111ть ри 13 закреплены на своих основаниях 14 и 15 в соответствии с размерами и конфигурацией заготовок 10, В кассету 11 между штырями 13 укладывается стопа 18 заготовок 10. В кассету 12 уложена стопа 19 тех же заготовок 10
В исходном положении кассета 11 со CTorioii 18 находится на позиции приема заготовок 10 из штампа (не показан) пресса 20. Вынача заготовок из штампа пресса 20 и укладка их в кассету 11 (стопу 18) осуществляется промышленным роботом 21 с помощью схвата 22. Кассета 11 располагается в пространстве между пре.ссом 20 и промышленным роботом 21,
Кассета 12 со стопой 19 в исходно положении находится диаметрально противоположно кассете 11 на позиции выдачи заготовок 10 для подачи их в штамп (не показан) последуюп1его по технологической цепи пресса 23 про- мьгашепным роботом 24 с помощью схвата 25. Кассета 12 располагается в пространстве между прессом 23 и про- мьшленныг-1 роботом 24. Кассеты 11 и 1 установлены на опорных фланцах 26 и 27 со сквозными отверстиями 28 и 29, которые смонтированы на концах гаток- реек 3 и 4 соответственно.
0
5
0 5 О
Q с
5
0
5
Приводы 30 и 31 для приема и выдачи заготовок 10 смонтированы на тех же фланпах 26 и 27 под кассетами I1 и 12. Каждый привод 30 и 31 может работать по команде от системы управления (не показана) как в режиме приема, так и в режиме выдачи заготовок 10 в зависимости от позиции, и может быть выполненным в виде различных механизмов, например в виде пнев- моцилипдра со штоком 32 и пневмоци- линдра со штоком 33, на которых смонтированы сменные опорные шайбы 34 и 35 соответственно, которые служат опорой для стопы заготовок.
Сквозные отверстия 16 и 17 в основаниях 14 и 15 кассет 11 и 12 и сквозные отверстия 28 и 29 в опорных ({шанцах 26 и 27 служат для прохождения смепных опорных шайб 34 и 35,
Корпус 2 устройства для передачи заготовок имеет зубчатое колесо 36, которое находится в кинематическом зацеплении с ведущей зубчатой шестерней 37, закрепленной на приводе 38 поворота корпуса 2, установленном на основании 1,
Для передачи мелких заготовок сменные механизмы 8 и 9 для приема и выдачи заготовок могут быть выполнены в виде вибробуикеров 39 и 40, а их привод для вьщачи заготовок по одной штуке - в виде вибраторов 41 и 42, Вибраторы могут быть пневматическими, электр1гческими и ТоП.
Г7рО№,шшенный робот 43 служит для лодачи в штамп пресса 20 первоиач аль- ных заготовок 44, загруженных в бункер-магазинное устройство 45, рабо- Taiouiee в режиме выдачи заготовок по одной штуке.
Промьшшенный робот 46, установлен- ньп1 по направлению технологической цепи после промьгашенного робота 24, служит для выдачи отштампованной заготовки 47 из штампа пресса 23 и укладки ее в приемно-передающее устройство или бункер-накопитель 48, работающий в режиме приема отштампованных заготовок 47.
Устройство работает следующим образом,
В исходном положении шток-рейки 3 и 4 находятся в выдвинутом положении так,, что механизмы 8 и 9 для приема и выдачи заготовок 10 располагаются на рабочих позициях.
14
Механизм 8, выполненный в виде кассеты 11, которая сйоим основанием
14установлена на фланце 26, смонтированном на конце шток-рейки 3, рас- полагается в пространстве между прессом 20 и промьшшенным роботом 21
Механизм 9, выполненный в виде кассеты 12, которая своим основанием
15установлена на фланце 27, смонти- рованном на конце шток-рейки 4, располагается в пространстве между прессом 23 и промышленным роботом 24.
У привода 30 для приема и выдачи заготовок 10, выполненного в виде пневмоцилиндра, шток 32 с его опорной шайбой 34 находится в крайнем верхнем положении. Этот привод с помощью системы управления РТК включен на режим работы для приема по одной штуке отштампованных заготовок 10 из пресса 20 и укладки их в стопу 18, т.е. для загрузки кассеты 11.
У привода 31 для приема и выдачи заготовок 10, выполненного в виде пневмоцилиндра, шток 33 с его опорной шайбой 35 находится в крайнем нижнем положении под стопой 19 заготовок 10, отштампованных на предьщущей технологической операции на прессе 20. При- вод 31 с помощью системы управления РТК включен на режим работы для выдачи заготовок 10 из стопы 19 по одной для захвата их с постоянного уровня промьшшенным роботом 24 с по- мощью схвата 25 и переноса их в птамп пресса 23 о
В определенный момент система управления робототехническим комплексом через блок управления устройством для передачи заготовок включает в работу приводы 30 и 31. После того, как промьшшенный робот 21 с помощью схвата 22 укладывает заготовку 10, отштампованную на прессе 20, на опорную шайбу 34 штока 32, привод 30 срабатывает вниз на величину хода, соответствующую толщине (высоте) заготовки 10, для того, чтобы выдерживать постоянный уровень укладки заготовок 10 в стопу 18, на котором схват 22 укладывает заготовку 10 в начале работы на опорную шайбу 34 или на уже ранее уложенную заготовку, образуя стопу 18.
После этого привод 30 останавливается, удерживая верхнюю заготовку на заданном постоянном уровне.
2
Опускание стопы 18 заготовок 10 совершается до тех пор, пока верхняя заготовка стопы не достигнет заданного постоянного уровня, на котором осуществляется укладка отштампованной заготовки 10 схватом 22 промьш)- ленного робота 21. Таким образом, уровень укладки (приема) заготовок, которым служит верхняя поверхность каждой заготовки, выдерживается постоянным за все время укладки стопы
ТЗк,привод 30 работает вниз до тех пор, пока не уложится в стопу 18 определенное (заданное) количество заготовок 10. Одновременно с приводо 30 начинает работать и привод 31, который включается на ход вверх. Его шток 33 посредством опорной шайбы 35 упирается в нижнюю заготовку 10 и привод 31 поднимает всю стопу 19 на такую величину хода, пока верхняя заготовка не достигнет заданного постоянного уровня, с которого осуществляется захват верхней заготовки промьш1ленны 1 роботом 24 с помощью схвата 25. После этого привод 31 останавливается вместе со стопой 19 заготовок 10, удерживая верхнюю заготовку на заданном постоянном уровне захвата.
После того, как промьш1ленный робот 24 с помощью схвата 25 захватывает в определенный момент верхнюю заготовку 10 из стопы 19 и подает ее для дальнейшей штамповки в штамп пресса 23, привод 31 для приема и выдачи заготовок снова своим штоком 33 посредством опорной шайбы 35 поднимает стопу 19 на величину хода, соответствующую толщине (высоте) заготовки 10, т.е„ подъем стопы 19 совершается до тех пор, пока верхняя заготовка стопы опять не достигнет уровня, с которого осуществляется захват заготовки схватом 25 промышленного робота 24. Таким образом, уровень выдачи (захвата) заготовок, которым служит верхняя поверхность каждой заготовки, выдерживается постоянным за все время расходования стопы 19 заготовок.
ТакJпривод 31 работает вверх до тех пор, пока не израсходуется полностью вся стопа 19 заготовок 10 на позиции загрузки пресса 23.
После того как кассета 11 псл- ностью заполнится CToiioi i 18, содержащей заданное котгичество заготовок 1П, и шток 32 привода 30 находится в крайнем нижнем положении, а кассета 12 полностью опорожняется от стопы 19 заготовок 10 и шток 33 находится в крайнем верхнем положении, включается реверсивный привод 6, который с помощью зубчатой шестерни 7 и зубчатого колеса 5, находящихся в кинематическом зацеплении, перемещает шток-рейки 3 и 4 навстречу одна другой.
Шток-рейки 3 и 4 втягиваются в корпус 2 магазинного устройства для передачи заготовок.
Если CMeiHibie кассеты 11 и 12 не вывести из пространства между прессами и прог ьгпшенными роботами то осуществить поворот корпуса 2, а тем самым произвести передачу смен1тых кассет 11 и 12 от пресса 20 к прессу 23 невозможно. Заполне п1ый стопой 18 заготовок механизм 8 п опорожненпы механизм 9 для приема и выдачи заготовок выводятся из пространства мелоду прессами и промыишеинымк роботами для поворота корпуса 2 совместно со шток рейками 3 и 4 и сменными кассетами 11 и 12, Затем включается привод 38, который с помощью ведущей шестерни 37 и зубчатого колеса 36 ос тцествля- ет поворот корпуса на 180 совместно со шток-рейками 3 и «4 и механизмами 8 и 9, которые меняются местами друг с другом.
После поворота корпуса 2 на 180 включается на противоположны ход реверсивный привод 6, который с помощь шестерни 7 и зубчатого колеса 5 при обратном их вращении перемещает щток рейки 3 и 4 из корпуса 2, т.е. шток- рейки 3 и 4 вытягиваются из корпуса 2 и опорожненная кассета )2 занимает место кассеты 11, а заполненная кассета 11 занимает место опорожненной кассеты 12, иначе сменные кассеты поменялись местами. После этого привод 30 работает в режиме выдачи заготовок, а привод 31 - в режиме приема заготовок.
Далее цикл работы повторяется.
Для передачи мелких плоских и фасонных заготовок механизмы 8 и 9 для приема и выдачи заготовок могут быть выполнены
007326
в виде вибробункеров 39 и 40, а нри- воды для выдачи заготовок - в виде вибраторов 41 и 42. В этом случае магазинное устройство для передачи заготовок между прессами работает так, как описано вьщ1е с той лишь разницей, что в вибробункер 39 заготовки 10 загружаются схватом 22 навалом и вибратор 41 не работает, выключен. Выдача же заготовок из вибробункера 40 происходит при включенном вибраторе 42, с помощью которого заготовки выдаются в строго ориентированном положении.
После того как вибробункер 39 заполнится заготовками, а вибробункер 40 опорожнится, они меняются месе,
10
15
тами кассеты П и 12, что бьшо описано вьщ1е.
Экономический эффект от использования предлагаемого устройства в промышленности составит 5 тыс.руб. в год.
ормула изобретения
1,Устройство для перемещения заготовок, содержащее систему управлеНИИ, основание, корпус, смонтированный на основании с возможностью поворота вокруг вертикальной оси,привод поворота корпуса и по меньшей мере два механизма приема и выдачи заготовок, отличающееся
тем, что, с целью повьщ1ения производительности процесса перемещения и расиирения технологических возможностей путем перемещения заготовок между
прессами роботизированного комплекса для изготовления деталей из штучных заготовок, оно снабжено механизмом перемещения механизмов приема и выдачи заготовок в горизонтальном направлении, выполненным в виде зубчатого колеса, смонтированного в корпусе, Лривода вращения, закрепленного на корпусе и связанного с зубчатым колесом, и двух шток-реек, подвижно уста-- новленных в корпусе с возможностью взаимодействия с зубчатьм колесом, причем каждый из механизмов приема и выдачи заготовок закреплен на одном конце одной из шток-реек,
2,Устройство по п,1, о.т л и - чающееся тем, что каждый из механизмов приема и выдачи заготовок выполнен i виде кассеты для размещения стопы заготовок, -силового цилинд
714П07328
pa со штоком, установленного lu pin- 3. Устройство по п.1, о т л и - кально и расположенного под кассе- чающееся тем, что каждьп из той, и опорной шайбы, закрепленпой механизмов приема и выдачи выполнен на штоке силового цилиндра.в виде вибробункеров с вибраторами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Робототехнический комплекс | 1987 |
|
SU1416244A1 |
| Робот к листоштамповочному прессу | 1976 |
|
SU565818A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Магазинное устройство | 1984 |
|
SU1255248A1 |
| Магазинное устройство к промышленному роботу | 1985 |
|
SU1326374A1 |
| Автоматизированный комплекс для штамповки | 1982 |
|
SU1058684A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Магазинное устройство | 1981 |
|
SU1003972A1 |
| Магазинное устройство | 1987 |
|
SU1423227A1 |
| Магазинное устройство робототехнологического комплекса | 1987 |
|
SU1542669A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для перемещения заготовок. Цель - повышение производительности процесса перемещения и расширение технологических возможностей путем перемещения заготовок между прессами роботизированного комплекса для изготовления деталей из штучных заготовок. Устройство устанавливается между прессами. Заготовки размещены в механизмах приема и выдачи. Механизмы приема и выдачи могут быть выполнены в виде кассет для размещения заготовок, силового цилиндра со штоком установленного вертикально и расположенного под кассетой, и опорной шайбы, закрепленной на штоке. Механизмы приема и выдачи могут быть выполнены в виде вибробункеров с вибраторами. Механизмы для приема и выдачи заготовок закреплены на концах шток-реек. Шток-рейки смонтированы в корпусе с возможностью перемещения в горизонтальном направлении, Шток-рейки приводятся в движение от привода через зубчатое колесо. Корпус смонтирован на основании с возможностью поворота вокруг вертикаль- Hofi оси, 2 з,п, ф-лы, 4 ил о (Л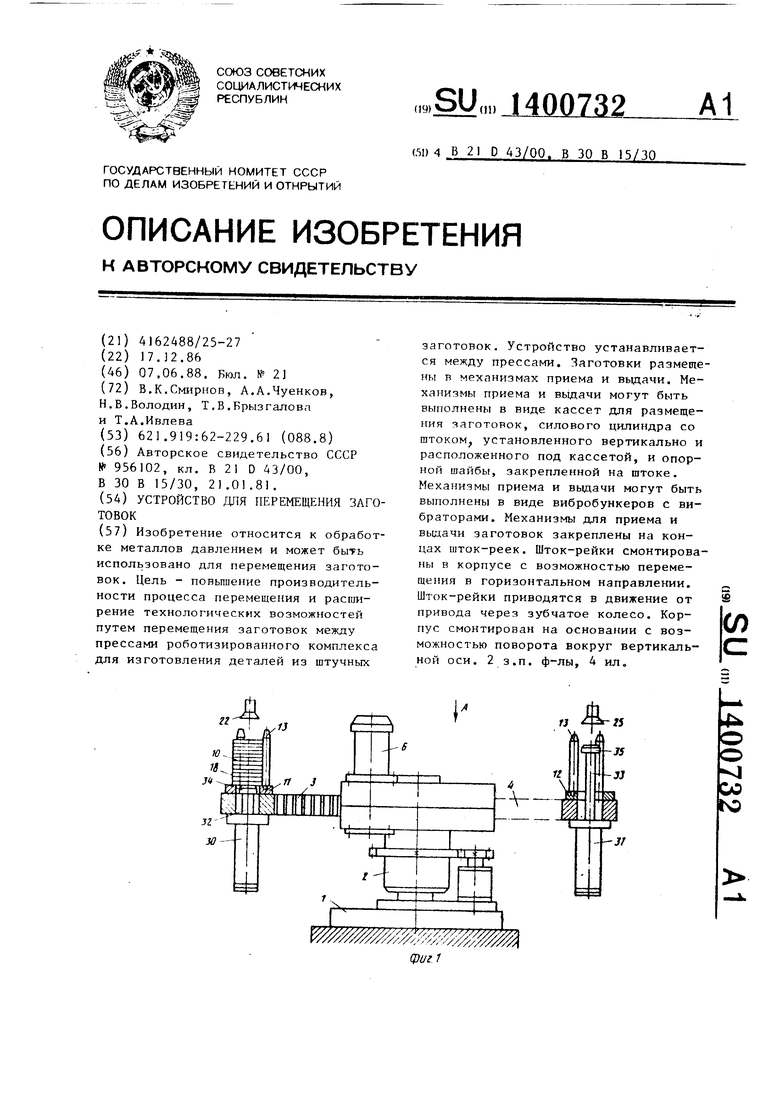
т
фиг. 2
фиг.З
V//////////////7////A
игЛ
| Устройство для поштучной выдачи плоских заготовок из стопы | 1981 |
|
SU956102A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
