13
Изобретение относится к средствам строительного производства, в частности к оборудованию для изготовления строительных изделий из бетонных смесей путем прессования.
Цель изобретения - повышение производительности установки.
На фиг. показана установка, вид в плане; на фиг.2 - сечение А-А на фиг.; на фиг.З - вид Б на фиг.1; на фиг.4 - сечение В-В на фиг.1; на фиг.5 - момент пакетирования изделия на фиг.6 - сечение Г-Г на фиг.1; на фиг.7 - сечение Д-Д на фиг.1.
Установка состоит из пресса 1 , с одной стороны которого см онтирован бункер 2, а с другой - пакетировщик 3. Транспортный путь 4 выдачи от пакетировщика 3 проложен в пропарочную камеру 5, а транспортный путь 6 подачи расположен параллельно пути 4, причем между путями 4 и 6 проложен промежуточный путь 7.
Установка имеет устройство механи- 25 ремещают над матридей 38, в результа- зированной подачи поддонов, состоя- те чего бетонная смесь заполняет мат- щее из приемного рольганга 8 со ста- рицу. После возврата бункера в исход- ционарной секцией 9 и промежуточного ное положение включают привод 40, ко- рольганга 10, а со стороны бункера 2 торый опускает пуансон 39, обеспечи- смонтирован механизм 11 поштучной вы- 30 вающий прессование изделия в матрице.
дачи поддонов 12, при этом рольган- ги установлены с уклоном для скатывания пакета 13 поддонов. Начальная часть приемного рольганга 8 расположена над передаточной тележкой 14, установленной на промежуточном пути 7, а конечная часть промежуточного рольганга 10 - перед прессом и механизмом поштучной выдачи поддонов.
После окончания прессования с пуансона снимают прессующие усилия, не отрывая пуансона от изделия, поднимают матрицу 38 и путем реверсивного вклю- 2g чения привода 40 поднимают пуансон в верхнее положение, при этом готовое изделие остается на поддоне 12, уложенном на прессе 1. После этого храповой захват 28 перемещают в сторону Рольганги имеют ролики 15, а промежу- 40 пресса, в результате чего он захваты- точный рольганг снабжен приводом 16, вает нижний поддон из пакета 13 и перемещает его на пресс 1, при этом подаваемый поддон передним торцом воздействует на поддон с изделием и сме- секдией 9. Приемный рольганг 8 выпол- 45 щает его на уголки 25 пакетировщика
синхронизатором движения, вьшолнен- ным в виде трособлочной системы 17, и упорами 18, расположенными перед
нен в виде двух качающихся секций 19 с направляющими скосами 20, причем секции закреплены на шарнирах 21, а их поворот ограничивается упорами 22 .
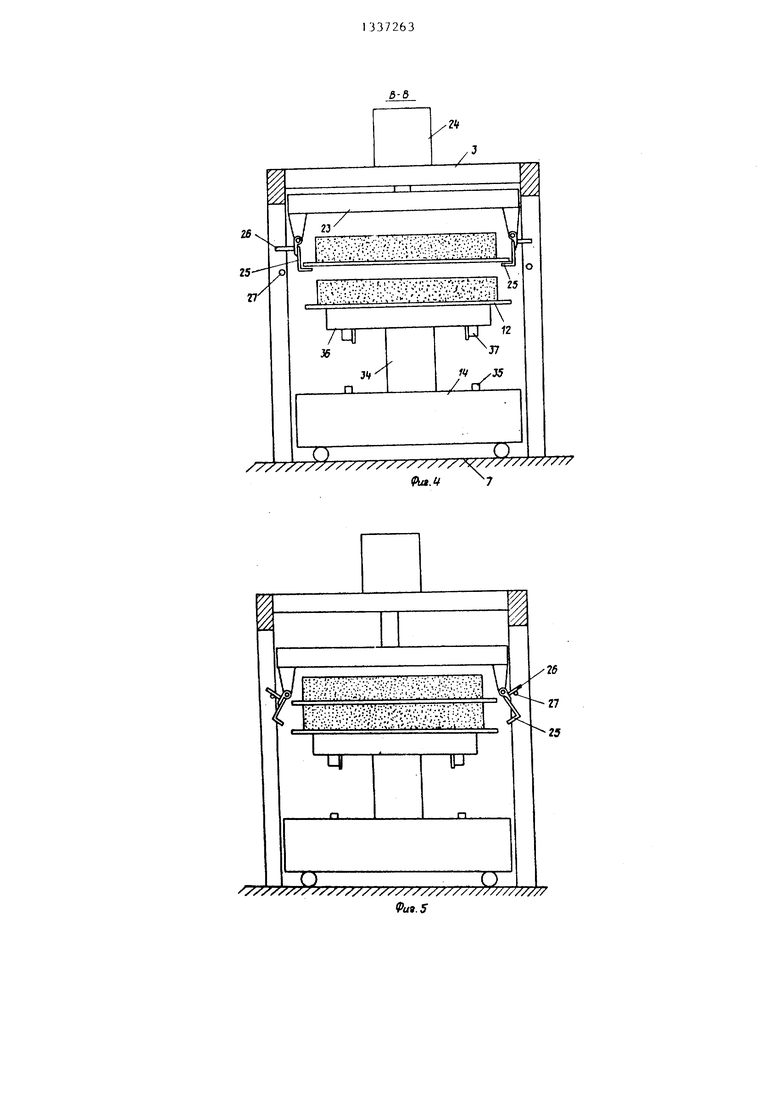
Пакетировщик 3 включает вертикально подвижную раму 23 с приводом 24 и закрепленными на ней поворотными направляющими в виде уголков 25, которые могут быть оснащены поводками 26 для взаимодействия с выступами 27, закрепленными на станине пакетировщика, или индивидуальными приводами (не показаны) .
Механизм 11 поштучной вьщачи поддонов состоит из горизонтально подвижной каретки с храповым захватом 28, опорных роликов 29 и вертикально переставных ограничителей 30 (фиг.6). На механизме 11 перед промежуточным рольгангом 10 закреплены упоры 31 для ограничения движения пакета под- донов. Бункер 3 в исходном положении . перекрыт заслонкой 32 и имеет привод 33,
Передаточная тележка 14 снабжена подъемником 34 и рельсами 35 для ус- тановки сменных кареток 36 при приеме их с пути 6 и при передаче на путь 4, при этом каретки имеют катки 37. Пресс имеет вертикально подъемную матриду 38, пуансон 39 и его привод 40.
Установка работает следующим образом.
Бетонную смесь загружают в бункер 3, который посредством привода 33 пе
После окончания прессования с пуансона снимают прессующие усилия, не отрывая пуансона от изделия, поднимают матрицу 38 и путем реверсивного вклю- 2g чения привода 40 поднимают пуансон в верхнее положение, при этом готовое изделие остается на поддоне 12, уложенном на прессе 1. После этого хра3. Затем на уложенный на пресс поддон опускают матриду 38 и заполняют ее смесью. Одновременно путем включения привода 24 опускают раму 23,
50 в результате изделие на поддоне укладывается на каретку 36 или на ранее уложенное изделие (фиг.4 и 5), после чего подъемник 34 опускает каретку на шаг, равный толщине изделия и под5g дона, при этом повернувшиеся уголки 25 обеспечивают свободный проход поддона. Когда на каретке наберется требуемое количество изделий, т.е. когда каретка 36 катками 37 установится на рельсы 35 тележки 14, совмещенные с рельсами пути 4, каретку с изделиями по пути 4 подают в пропарочную камеру 5, где изделия проходят тепловлажностную обработку для ускоренного набора прочности. На выходе из камеры 5 изделия с каретки снимают, а поддоны укладывают на ней в пакет и по пути 6 подают ее под приемный рольганг 8, предварительно установив под него тележку 14 с подъемником 34. Затем каретка с пакетом поддонов устанавливается на рельсы 35 тележки 14 и посредством подъемника 34 (фиг.2) каретку с пакетом поднимают до такого положения, когда нижняя часть пакета поднимается вьше роликов 15. Пакет при подъеме воздействует на скосы 20, раздвигая секции 19, а когда он поднимается выше роликов, секции под действием собственного веса занимают исходное положение и заводят ролики под пакет. После i этого подъемник несколько опускает каретку, в результате чего пакет 13 укладывается на ролики и по наклонному рольгангу 8 (фиг.З) скатывается до упоров 18. Затем посредством привода 16 (фиг.З и 7) поднимают промежуточный рольганг 10, который поднимает пакет выше секции 9, в результате чего пакет по наклонному рольгангу 10 перемещается до упоров 31 и располагается над опорными роликами 29 механизма 11 (фиг.6), причем синхронизатор в виде трособлочной системы 17 (фиг.7) обеспечивает плоскопараллельное перемещение промежуточного рольганга с заданным уклоном. ,При опускании промежуточного рольганга пакет 13 укладывается на ролики 29 перед ограничителями 30. При очередном движении захватов 28 пакет упирается в ограничители, а нижний поддон проходит под ограничителями и подается на пресс 1 , обеспечивая непрерывную работу установки.
Таким образом, установка обеспечивает перемещение изделий с пресса одновременно с подачей следующего поддона на пресс, пакетированием изделий на каретке и подачей пакетов поддонов на механизм поштучной их вьщачи, что обеспечивает непрерывность процесса изготовления изделий. Формула изобретения
1.Установка для прессования бетонных изделий на поддонах, содержащая пресс, бункер, поддоны, передаточные тележки, танспортные пути подачи и выдачи тележек и механизм поштучной вьщачи тележек и механизм поштучной выдачи поддонов, отличающаяся тем, что, с целью повьшгения производительности установки, она снабжена устройством механизированной подачи поддонов, состоящим из приемного и промежуточного рольгангов, промежуточным путем, пакетировщиком, передаточные тележки подъемниками и каретками с катками, при этом рольганги установлены с уклоном для скатывания пакета поддонов, начальная часть приемного рольганга расположена над передаточной тележкой с пакетом поддонов, конечная часть промежуточного рольганга - перед прессом и механизмом поштучной вьщачи поддонов, промежуточный путь- между путями подачи и выдачи тележек, а пакетировщик - за прессом в конце промежуточного пути.
2.Установка по п.1, о т л и - чающаяся тем, что приемный рольганг вьтолнен в виде двух качающихся секций с направляющими скосами, промежуточный рольганг - вертикально подвижным с синхронизатором движения в виде трособлочной системы.
3.Установка по п.1, о т л и
45
чающаяся тем, что пакетировщик вьтолнен с вертикально подвижной рамой с закрепленными на ней поворотными направляющими в виде уголков.
///////////////////////////////////////////
..
Zi
22
19
в 20я
fV
J
n
/5
X
IX-
П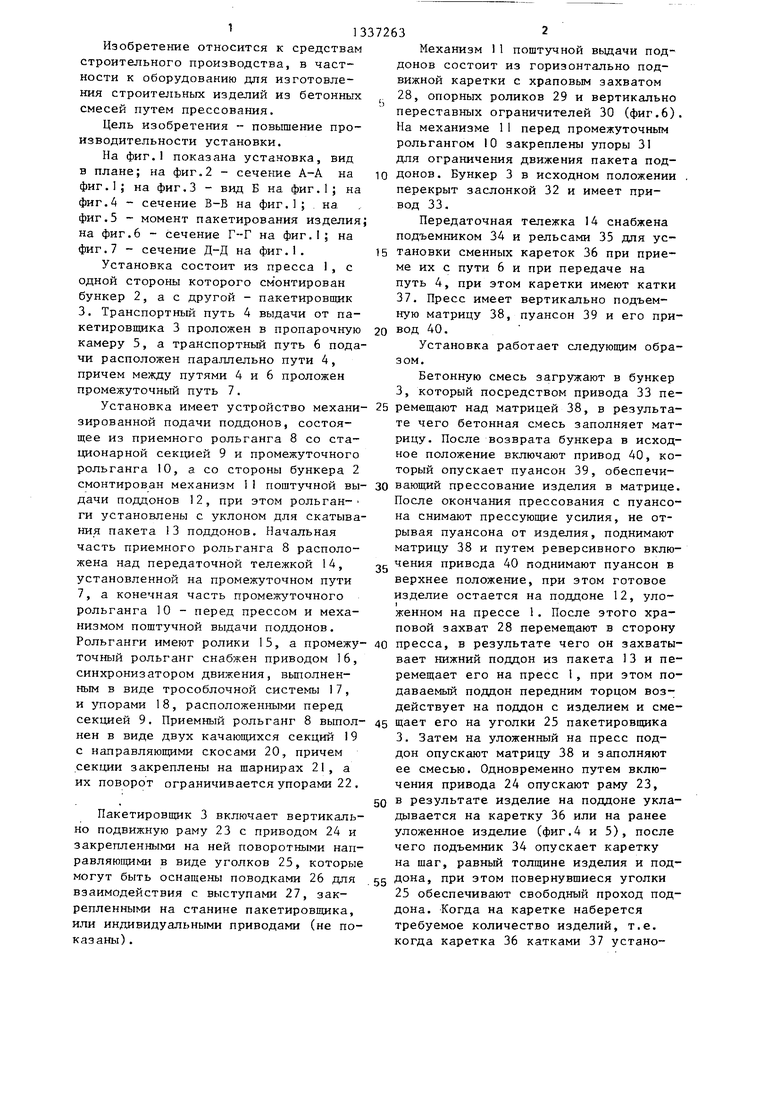

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования бетонных изделий на поддонах | 1990 |
|
SU1763189A1 |
| Технологическая линия для изготовления строительных изделий | 1985 |
|
SU1296430A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Технологическая линия для изготовления строительных изделий | 1986 |
|
SU1426801A1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2694671C1 |
| Машина для формирования пакета штуч-НыХ гРузОВ HA пОддОНЕ | 1978 |
|
SU816915A1 |
| Агрегат прерывно-поточного производства строительных изделий | 1980 |
|
SU998118A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Установка для укладки строительных из-дЕлий B КОНТЕйНЕРы | 1979 |
|
SU850398A1 |


Изобретение относится к оборудованию для изготовления строительных изделий из бетонных смесей путем прессования и позволяет повысить изводительность установки благодаря тому, что установка снабжена устройством подачи поддонов, промежуточным путем 7, пакетировщиком 3 и передаточными тележками подачи поддонов, обеспечивающими перемещение изделий с пресса одновременно с подачей следующего поддона на пресс, пакетированием изделий на каретке и подачей пакетов поддонов на механизм поштучной их вьщачи 11. При зтом устройство механизированной подачи поддонов состоит из приемного 8 и промежуточного 10 рольгангов, установленных с уклоном для скатывания пакета поддонов. 2 з.п. ф-лы, 7 ил. с (Л со со So Ipur.l
.;e
tf
/fl / лог...а,оц
т
20
(
/26
Z7 2S
ЦТ
-О.
и
и
JOТУ
15
Физ.6
,5
Составитель В.Косарев Редактор Л.Веселовская Техред И.Попович Корректор А.Зимокосов
Заказ 4085/16Тираж 524Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
- - -------- - -------------- --.-.----- -.-.-«-.-.-и - - -.™, -. ,.
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
д-л
г-::ФигЛ
| Бромберг Б.А | |||
| и др | |||
| Развитие производства изделий из песчаного бетона | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Установка для изготовлениястроительных панелей | 1972 |
|
SU510140A3 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
