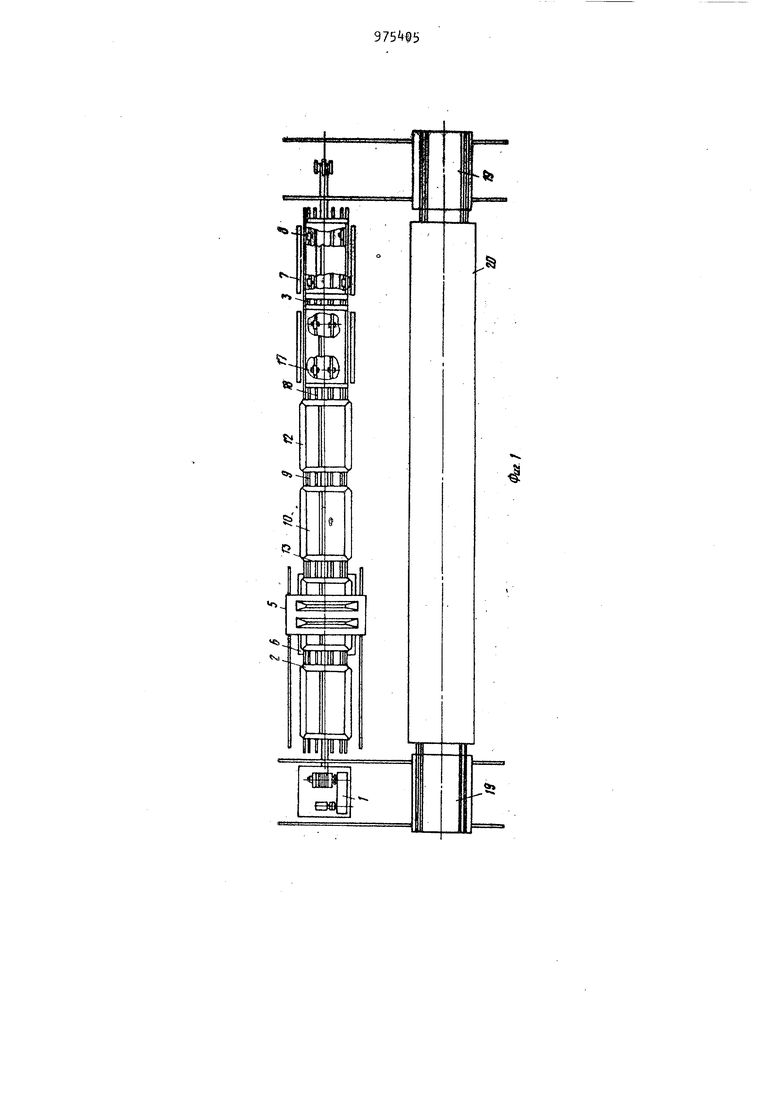
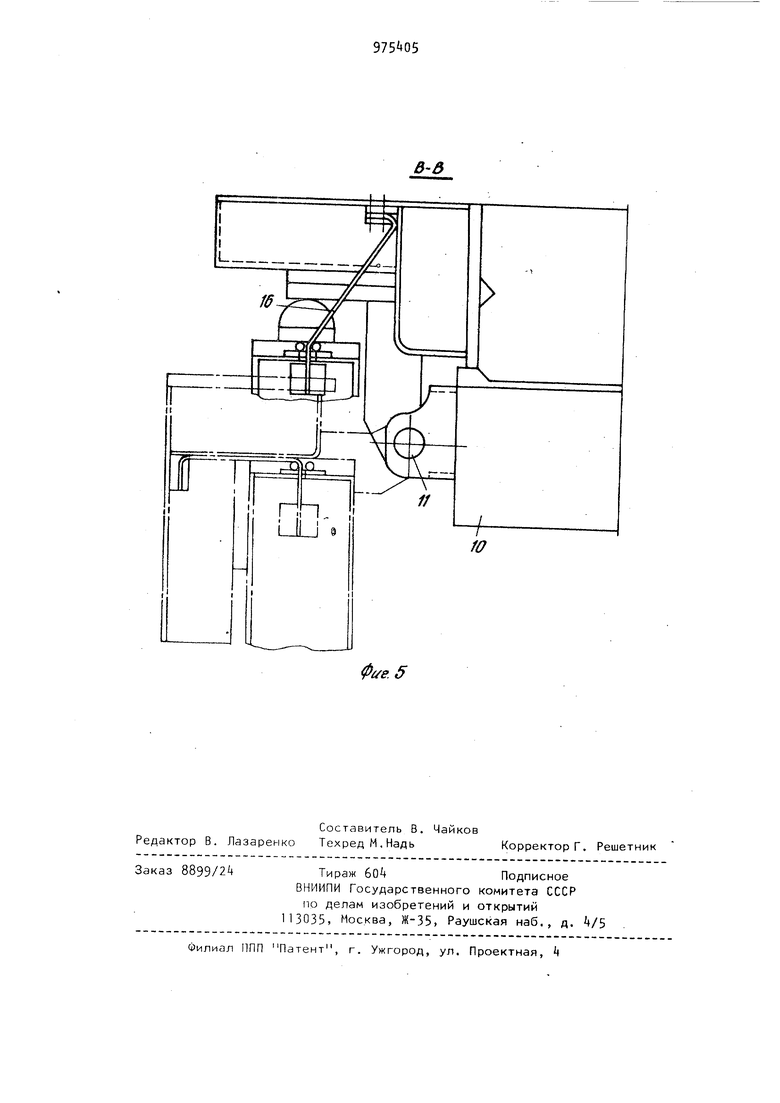
39 рельсовых путей, колея которых превы шает колею дополнительных путей, контактируюцих с дополнительными опорными катками форм-вагонеток и установленных выше уровня основных путей. На фиг. 1 схематично изображен аг регат прерывно-поточного производства строительных изделий, вид в плане; на фиг. 2 - форма-вагонетка; на фиг. 3 - разрез А-А на фиг. 2; на фиг. k - разрез Б-Б на фиг. 2; на фиг. 5 - разрез В-В на фиг. 2. Агрегат прерывно-поточного производства строительных изделий состоит из конвейера 1, перемещающего формывагонетки 2 по рельсовому пути, образованному попарно с блокированными и расположенными симметрично продоль ной оси рельсам 3 и 4, причем вдоль конвейера в технологической последовательности расположены посты распалубки, чистки, смазки и сборки, установки арматуры, укладки и уплотнения с бетоноукладчиком 5 с навесными приспособлениями для разравнивания и заглаживания бетонной смеси и виброустройством 6. Форма-вагонетка 2 опирается на рельсы 3 и основного рельсового пути с блокированными по парно основным катками 7 и 8,установленными на продольных балках рамы 9. охватывающей поддон 10 формывагонетки 2, который посредством ша нира 11 соединен с продольными 12 и торцовыми 13 бортами, причем на балках рамы 9 закреплены опоры 14, контактирующие с упорами 15 бортов 12 и 13, причем последние дополнительно соединены с рамой 9 гибкими элементами 16. На поддоне 10 закреплены две пар дополнительных катков 17, расположенных симметрично продольной оси конвейера 1 и опирающихся на дополнительные рельсовые пути 18, установленные вдоль постов распалубки, чистки., смазки и сборки, причем колея основного рельсового пути превы шает кэлею дополнительного рельсово го пути 18, который расположен выше уровня последнего. Рельсы 3 и 4 основного рельсового пути смонтирован в два уровня (с горизонтальными и наклонными участками) для открывания и закрывания бортов 12 и 13форма-вагонетка 2 выполнена так, чт расстояние между осями шарниров 11 и опорами 15 и высота бортов 12 и 13 обеспечивает превышение запирающего момента над открывающим моментом. Конвейер 1 по концам соединен передаточными тележками 19 с торцами камеры тепловлажностной обработки 20. . Работает агрегат прерывно-поточного производства следующим образом. . В исходном положении очищенная и смазанная форма-вагонетка 2 опирается катками 9 на рельсы 14 на их нижнем горизонтальном участке, а поддон 10 - дополнительными катками 17 на рельсы дополнител1гных путей 18, , при этом борта 12 и 13 опущены вниз и опираются опоры 14 рамы 9. При перемещении формы-вагонетки 2 конвейером 1 на пост сборки катка 7 и 8 рамы 9 взаимодействуют с наклонными участками рельс 3 и 4, которые установлены со смещением по длине, обеспечивающим поступательное перемещение рамы 9 с одновременным ее подъемом, обусловливающим поворот бортов 12 и 13 для их закрывания. Процесс закрывания бортов 12 и 13 завершается при переходе катков 7 и 8 на верхнийгоризонтальный участок рельс 3 и 4 основного пути, причем дополнительный рельсовый путь 18 в этом месте прерывается, а допол- нительные катки 17. выходя из зацепления с последним, и борта 12 и 13 запираются в рабочем положении. Затем в форме-вагонетке 2 устанавливается арматура изделия и перемещается на пост укладки и уплотнения, где бетоноукладчиком 5 производится заполнение, разравнивание и уплотнение бетонной смеси в форму. После чего при помощи передаточной тележки 19 форма-вагонетка 2 с изделием подается в камеру тепловлажностной обработки 20, откуда после теловой обработки форма-вагонетка 2 с затвердевшим изделием посредством передаточной тележки 19 передается на пост распалубки, где дополнительные катки 17 взаимодействуют рельсами дополнительно пути 18. Так как в этом месте рельсы 3 и 4 основного рельсового пути выполнены наклонными и, следовательно, рама 9 будет опускаться и освобождать борта 12 и 13, при этом гибкие элементы 16 натягиваются и под.действием веса рамы 19 открывают борта 12 и 13 от изделия и открывают их, после чего изделие посредством подъемного крана (условно не показан) снимается с поддона 10 и цикл повторяется. Использование предлагаемого агрегата прерывисто-поточного изготовления строительных изделий позволит снизить трудоемкость и сократить вре мя сборки и разборки форм-вагонеток. Формула изобретения Агрегат прерывно-поточного производства строительных изделий, содержащий смонтированный на основании конвейер для перемещения форм-вагонеток по рельсовым путям, вдоль кото рого в технологической последовательности расположены посты распалуб ки, чистки, смазки и сборки, установки арматуры,, укладки и уплотнения бетонной смеси, и соединенную по 1 OS4 торцам с концами конвейера передаточными тележками камеру тепловлажностной обработки, отличающийс я тем,что, с целью снижения трудоемкости и сокращения времени сборки и разборки форм-вагонеток, последние снабжены дополнительными опорными катками, конвейер - смонтированными вдоль постов распалубки, чистки, смазки и сборки дополнигель- V ными рельсовыми путями, расположенными симметрично продольной оси основных рельсовых путей, колея которых превышает колею дополнительных путей, контактирующих с дополнительными опор-, ными катками форм-вагонеток и установленных выше уровня основных путей. Источники информации, принятые во внимание при экспертизе 1. Хитров В.Г. Технология железобетонных изделий. М., Высшая школа, 1978, с. 275, рис. 122.
гЯВп
КЗ


| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат прерывно-поточного производства строительных изделий | 1979 |
|
SU977171A1 |
| Двухярусный поточно-конвейерная линия для изготовления железобетонных изделий | 1975 |
|
SU555016A1 |
| Агрегат для производства изделий из бетонных смесей | 1980 |
|
SU1093564A1 |
| Устройство для распалубки в линии для изготовления железобетонных изделий | 1983 |
|
SU1201136A1 |
| Поточная линия для изготовления железобетонных изделий | 1976 |
|
SU701806A1 |
| Агрегат прерывно-поточного производства строительных изделий | 1980 |
|
SU998118A1 |
| Конвейерная линия для производства железобетонных изделий | 1979 |
|
SU863352A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1978 |
|
SU776921A1 |
| Двухъярусная поточно-конвейерная линия для изготовления железобетонных изделий | 1973 |
|
SU476990A1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950534A1 |

5
««ь
su
II
±1
лllЛД- l -Q- ll/-Д- i- pJIq5
4- (Р Ь-
а / / fej Ю Фиг.Ч / 7
Фиг. 5
