Изобретение относится к обработке металлов давлением, более конкретно - к многопозиционным высокоскоростным и штамповочным автоматам.
Известны многопозиционные горячештамповочные автоматы "Хотматик" моделей АМР 20 и АМР 30 фирмы "Хатебур", каждый из которых содержит привод с муфтой включения и коленчатым валом, высадочный ползун, ползун отрезного ножа, ползун прижимной колодки, штамповочный блок, механизм подачи, приводной механизм переноса и рычаг выталкивания (1).
Недостаток известных автоматов заключается в сложности кинетической последовательности взаимодействующих механических, гидравлических и электрических устройств, что отрицательно влияет на уровень надежности автоматов.
От указанного недостатка свободен автомат многопозиционный для объемной штамповки, содержащий матричный блок с матрицами, установленный с возможностью возвратно-поступательного перемещения блок с пуансонами, соосными с матрицами, и вспомогательные механизмы, включающие механизм контроля пуансонов, механизм переноса заготовок по позициям обработки, имеющий клещевые захваты, механизм циклового раскрытия и закрытия клещевых захватов, имеющий рычаг, одно плечо которого связано с клещевыми захватами, а другое - с кулаком, связанным с приводом, механизм реза, механизм выталкивания заготовок из матриц и механизм подачи материала, при этом вспомогательные механизмы имеют валы, кинематически связанные с приводом для передачи им вращательного движения. При работе известного многопозиционного автомата возникают ситуации, требующие аварийного раскрытия клещевых захватов. Надежность работы этого механизма зависит от быстродействия тормоза автомата (2).
Предлагаемым изобретением решается задача сохранения работоспособности и повышения надежности автомата многопозиционного для объемной штамповки при износе инструмента и передаче больших усилий, возникающих при штамповке крупногабаритных заготовок.
Для решения поставленной задачи известный автомат многопозиционный для объемной штамповки, содержащий матричный блок с матрицами, установленный с возможностью возвратно-поступательного перемещения от привода блок с пуансонами, соосными с матрицами, и вспомогательные механизмы, включающие механизм контроля пуансонов, механизм переноса заготовок по позициям обработки, имеющий клещевые захваты, механизм циклового раскрытия и закрытия клещевых захватов, имеющий рычаг, одно плечо которого связано с клещевыми захватами, а другое - с кулаком, связанным с приводом, механизм реза, механизм выталкивания заготовок из матриц и механизм подачи материала, при этом вспомогательные механизмы имеют валы, кинематически связанные с приводом для передачи им вращательного движения согласно изобретению, снабжен устройством регулировки положения блока с пуансонами и/или защиты элементов автомата от перегрузок, валы вспомогательных механизмов расположены параллельно, а их кинематическая связь с приводом выполнена в виде многоступенчатой цилиндрической зубчатой передачи.
Устройство регулировки положения блока с пуансонами и/или защиты элементов автомата от перегрузок выполнено в виде смонтированного на неподвижных опорах эксцентрикового вала с расположенным на одном его конце рычагом, связанным посредством винтовой пары, гидроцилиндра и зубчатой цилиндрической передачи с электроприводом, привод выполнен с коленчатым валом, а эксцентриковый вал связан посредством кривошипно-коленного механизма с упомянутым коленчатым валом.
Оси валов вспомогательных механизмов расположены в горизонтальной плоскости перпендикулярно осям перемещения пуансонов.
Благодаря наличию этих признаков при работе автомата в условиях появления износа инструмента и возникновения больших усилий при обработке крупногабаритных заготовок происходит срабатывание устройства регулировки положения блока с пуансонами и/или защиты элементов автомата от перегрузок.
Предлагаемый автомат многопозиционный для объемной штамповки иллюстрируется представленным чертежом.
Автомат содержит привод 1 с муфтой сцепления и тормозом, коленчатый вал 2, связанный через кривошипно-коленный механизм 3 с блоком 4 с пуансонами, соосными матрицам /не показаны/, и устройством регулировки его положения и/или защиты элементов автомата от перегрузок, состоящего из эксцентрикового вала 5 с рычагом 6, установленного в неподвижных опорах, винтовой пары 7, гидроцилиндра 8 и цилиндрической зубчатой передачи 9, связанных с электроприводом 10. Кинематически связанные и взаимодействующие с коленчатым валом 2 и между собой посредством цилиндрических зубчатых колес 11 механизм 12 контроля пуансонов, механизм 13 переноса заготовок по позициям обработки, имеющий клещевые захваты 14 механизм 15 циклового раскрытия-закрытия клещевых захватов, имеющий рычаг 16, одно плечо которого связано с клещевыми захватами 14, а другое - с приводным кулаком 17, механизм 18 реза, механизм 19 выталкивания заготовок из матриц и механизм 20 подачи материала. При этом оси валов вспомогательных механизмов расположены в горизонтальной плоскости перпендикулярно осям перемещения пуансонов.
Контролирующие механизмы автомата оснащены соответствующими датчиками /не показаны/, подключенными к системе аварийного отключения автомата.
Работа автомата многопозиционного для объемной штамповки осуществляется следующим образом.
При возникновении экстремальных условий в процессе эксплуатации автомата, что возможно при обработке крупногабаритных заготовок, сопровождаемой появлением запредельных усилий, происходит его отключение. При аварийном отключении, как правило, прежде срабатывают муфта сцепления и тормоз привода 1. Одновременно срабатывает устройство регулировки положения блока 4 с пуансонами и/или защиты элементов автомата от перегрузок.
В этот момент давление в гидроцилиндре 8 сбрасывается. Поршень гидроцилиндра через винтовую пару 7 воздействует на рычаг 6, который поворачивает эксцентриковый вал 5. При этом блок 4 с пуансонами останавливается, а коленчатый вал 2 продолжает проворачиваться до полного его останова тормозом привода 1.
В существующих автоматах регулировка положения пуансона относительно матрицы осуществляется с помощью клиновых устройств, установленных на каждой позиции в блоке пуансонов 4 (не показаны). Регулировка на каждой позиции осуществляется при остановленном автомате.
В предлагаемой конструкции такая регулировка сохраняется, но дополнительно установлен механизм для регулировки положения всего блока пуансонов 4 относительно блока матриц (блока матриц на чертеже не показан). Эта регулировка осуществляется без остановки автомата. Для чего с пульта управления включается электродвигатель 10, который через зубчатую передачу 9 и поршень гидроцилиндра 8 вращает винт 7, поворачивая рычаг 6 с эксцентриковым валом 5, изменяя через рычаги многозвенного кривошипного механизма 3 положение блока пуансонов 4 от первоначального вперед или назад.
Износ инструмента также компенсируется изменением положения блока пуансонов 4.
Таким образом, регулировка положения блока пуансонов без остановки автомата позволяет повысить работоспособность автомата за счет компенсации объема инструмента при его износе и позволяет получать годные детали за более длительный цикл работы автомата.
Наличие механизма защиты элементов автомата от перегрузок повышает его надежность и работоспособность, т.к. при срабатывании этого механизма детали автомата не разрушаются, не требуется время на их восстановление и замену.
Предлагаемый автомат многопозиционный для объемной штамповки при использовании устройства регулировки положения блока с пуансонами и/или защиты элементов автомата от перегрузок и кинематической связи валов вспомогательных механизмов, выполненной в виде многоступенчатой цилиндрической зубчатой передачи, имеет более высокие технические характеристики, в частности по работоспособности и надежности, чем прототип.
Источники информации
1. Проспект фирмы "Хатебур" на многопозиционные горячие-штамповочные автоматы "Хотматик" (модели АМР 20 и АМР 30), 1986.
2. SU 1398965 A1, 30.05.1988, B 21 J 5/08.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный автомат для объемной штамповки | 1987 |
|
SU1581452A1 |
| Многопозиционный автомат для объемной штамповки | 1980 |
|
SU929299A2 |
| Автомат для изготовления деталей стержневого типа с головками | 1976 |
|
SU659274A1 |
| РАДИАЛЬНО-ОБЖИМНАЯ МАШИНА | 2003 |
|
RU2268104C2 |
| Автомат многопозиционный для объемной штамповки | 1986 |
|
SU1398965A1 |
| Многопозиционный автомат для холодной объемной штамповки изделий | 1986 |
|
SU1424930A1 |
| Устройство переноса заготовок к многопозиционным штамповочным автоматам | 1988 |
|
SU1503969A1 |
| Автомат для высадки | 1972 |
|
SU471944A1 |
| Автомат многопозиционный для горячей объемной штамповки комплектных заготовок | 1982 |
|
SU1098648A1 |
| Автоматизированный агрегат для горячей штамповки | 1978 |
|
SU904860A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при создании оборудования для объемной штамповки. Многопозиционный автомат включает матричный блок с матрицами, подвижный блок с пуансонами, соосными с матрицами, и вспомогательные механизмы. Вспомогательные механизмы включают механизм контроля пуансонов, механизм переноса заготовок по позициям обработки клещевыми захватами, механизм их циклового раскрытия и закрытия, механизм реза, механизм выталкивания заготовок из матрицы и механизм подачи материала. Вспомогательные механизмы имеют параллельно расположенные валы, кинематически связанные с приводом посредством многоступенчатой цилиндрической зубчатой передачи. В автомате имеется устройство регулировки положения блока с пуансонами и/или защиты элементов автомата от перегрузок, которое может быть выполнено в виде эксцентрикового вала с расположенным на одном его конце рычагом. Последний связан с электроприводом посредством винтовой пары, гидроцилиндра и зубчатой цилиндрической передачи. Привод может быть выполнен с коленчатым валом, связанным с эксцентриковым валом посредством кривошипно-коленного механизма. В результате обеспечивается сохранение работоспособности автомата и повышение его надежности при износе инструмента и подаче больших усилий, возникающих при штамповке крупногабаритных заготовок. 2 з.п.ф-лы, 1 ил.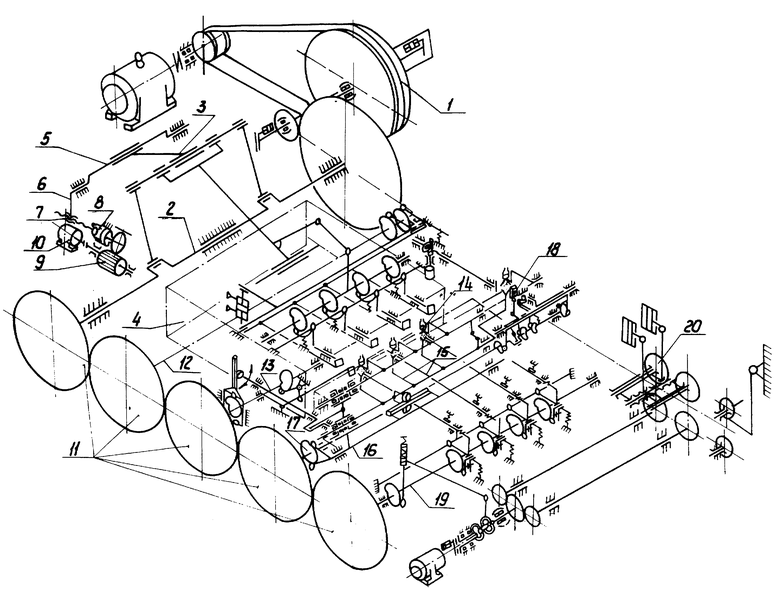
| Автомат многопозиционный для объемной штамповки | 1986 |
|
SU1398965A1 |
| Многопозиционный автомат для холодной объемной штамповки изделий | 1986 |
|
SU1424930A1 |
| Многопозиционный автомат для объемной штамповки | 1987 |
|
SU1581452A1 |
| Многопозиционный автомат для высадки гаек | 1977 |
|
SU721242A1 |
| US 3864956, 11.02.1975 | |||
| Способ определения физиологического состояния спортсмена | 1986 |
|
SU1334066A1 |

