Изобретение относится к обработке металлов давлением, в частности к способам изготовления цилиндрических трубчатых длинномерных изделий.
Известен способ обратной ротационной вытяжки (РВ) длинномерных трубчатых изделий, заключающийся в раскатке поверхности заготовки на оправке деформирующими роликами в направлении, противоположном направлению течения металла (Ч. УИК Обработка металлов без снятия стружки, М. : Мир, 1965, с. 162, 163).
Недостатком известного способа является ограничение технологических возможностей получения длинномерных трубчатых изделий максимальной величиной осевого рабочего хода деформирующих роликов давильно-раскатного станка. Некоторое увеличение длины получаемого изделия может быть достигнуто увеличением степени деформации за счет увеличения толщины заготовки, но при этом возрастают технологические усилия, приводящие к разрушению заготовки (смятие, трещины и т. д. ), к снижению пластичности и ударной вязкости металла.
Известен способ получения длинномерных трубчатых изделий на основе обратной РВ, в котором обратную РВ осуществляют роликовыми комплектами, что позволяет обрабатывать более толстостенные заготовки за счет интенсификации течения металла.
Недостатком известного способа является ограниченные технологические возможности, так как длинномерная деталь может быть получена только при значительных степенях деформации, что зачастую не приемлемо из-за падения пластических свойств металла с ростом степени деформации, а также резкого повышения необходимого технологического усилия, обусловленного увеличением толщины обрабатываемых заготовок.
Цель изобретения - расширение технологических возможностей за счет расширения диапазона длин получаемых изделий без изменения величины осевого рабочего хода деформирующих роликов и степени деформации обрабатываемого материала.
Решение задачи опосредовано новым техническим результатом, а именно - получением возможности обработки исходной заготовки длиной, большей величины осевого рабочего хода деформирующих роликов станка, расширяя тем самым диапазон получаемых изделий без увеличения длины рабочего хода деформирующих роликов станка и степени деформации обрабатываемого материала.
Указанный технический результат достигается тем, что в способе изготовления длинномерных трубчатых изделий, включающем установку трубчатой заготовки до упора в бурт оправки одним своим концом, который неподвижно закрепляют на оправке, и обратную ротационную вытяжку (РВ) деформирующими роликами, сначала выполняют обратную РВ части поверхности заготовки, затем заготовку переустанавливают на оправке нераскатанной стороной до упора в бурт оправки и осуществляют обратную РВ оставшейся необработанной поверхности.
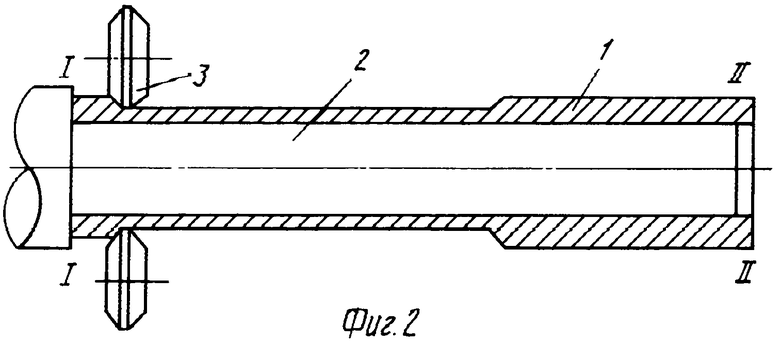
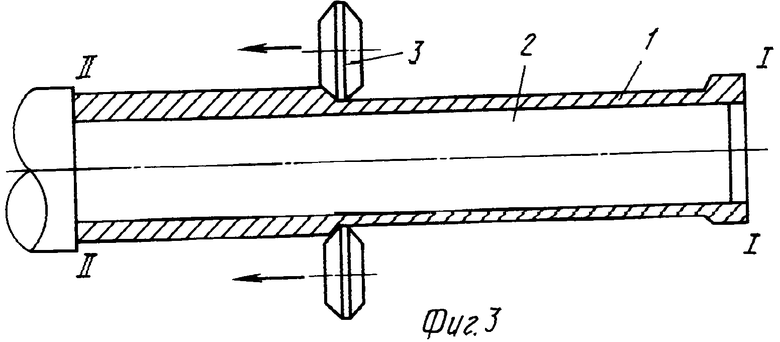
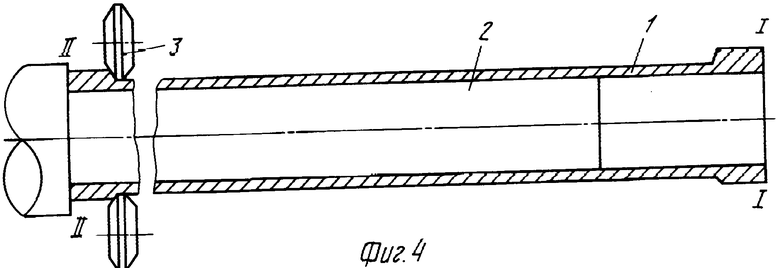
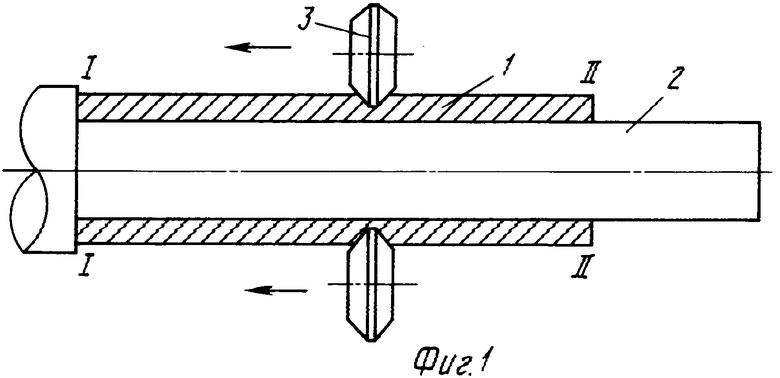
На фиг. 1-4 представлены рабочие моменты осуществления способа.
Способ осуществляется следующим образом.
Трубчатую заготовку 1 устанавливают на раскатную оправку 2 одним своим концом 1-1 до упора в бурт оправки и неподвижно закрепляют на оправке, например, болтами (фиг. 1). Затем деформирующими роликами 3 осуществляют обратную РВ части заготовки, например, начиная с ее среднего участка, на величину, максимум равную величине рабочего хода деформирующих роликов 3 (фиг. 3). После этого заготовку на оправке 2 переустанавливают другой стороной II-II, закрепляют и снова осуществляют обратную РВ необработанной части поверхности заготовки 1 на величину еще одного рабочего хода деформирующих роликов 3 (фиг. 3). (56) Патент США N 3104565, НКИ 72-81, 1959.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ КОНИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2007242C1 |
| Устройство для ротационной вытяжки | 1987 |
|
SU1518054A1 |
| Способ изготовления биметаллических полых осесимметричных изделий | 1990 |
|
SU1787600A1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ОЖИВАЛЬНЫХ И КОНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2465976C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ СОСУДОВ | 2000 |
|
RU2190493C2 |
| Способ изготовления тонкостенных осесимметричных обечаек | 1987 |
|
SU1489887A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕКСТУРОВАННОЙ КУМУЛЯТИВНОЙ ОБЛИЦОВКИ | 2011 |
|
RU2502038C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ЗАГОТОВОК ИЗ ВЫСОКОПРОЧНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2204449C1 |
| Способ изготовления осесимметричных тонкостенных корпусов сосудов с переменной толщиной стенки | 2018 |
|
RU2695100C1 |
Использование: обработка металлов давлением, в частности в способах изготовления цилиндрических длинномерных изделий. Сущность изобретения: ротационную вытяжку осуществляют поэтапно, сначала осуществляют РВ части поверхности заготовки, после чего заготовку на оправке переустанавливают и производят обратную ротационную вытяжку оставшейся необработанной части поверхности заготовки. 4 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ, включающий установку цилиндрической заготовки на оправку до упора в бурт оправки одним своим концом, который неподвижно закрепляют на оправке, и обратную ротационную вытяжку цилиндрической заготовки, отличающийся тем, что обратную ротационную вытяжку цилиндрической заготовки выполняют поэтапно, сначала обратной ротационной вытяжке подвергают часть цилиндрической заготовки, затем заготовку переустанавливают на оправке до упора в бурт необработанной части цилиндрической заготовки и осуществляют обратную ротационную вытяжку необработанной части цилиндрической заготовки.
