Изобретение относится к изготовлению отливок, армированных вставками, и может найти применение в случае, когда последние имеют полости с нелитыми размерами, выполняющими заданные функции и имеющими улучшенные параметры качества по сравнению с литыми.
Известны способы изготовления отливок, армированных вставками, однако они не исключают литейных заливов металла в зазоры между оснасткой и вставкой.
Цель изобретения - повышение качества заготовок, армированных вставками типа гаек.
Поставленная цель достигается тем, что изоляцию полостей вставок от контакта с заливаемым металлом осуществляют за счет использования верхней полуформы с отверстиями, сообщенными при сборке с полостями вставок, и последующего заполнения огнеупорным составом этих полостей.
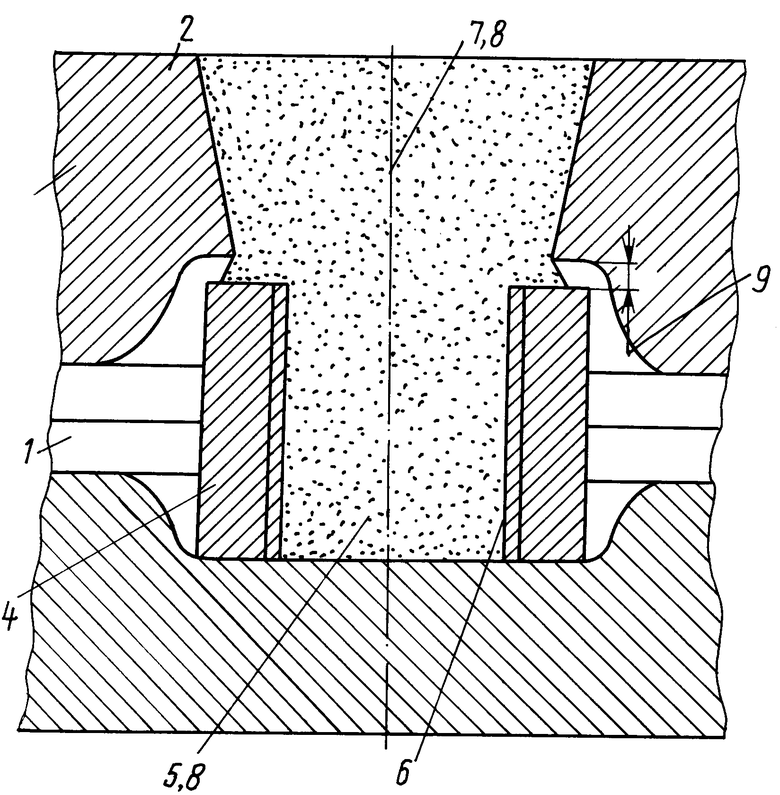
На чертеже изображен разрез оснастки для изготовления отливки со вставкой.
Отливка изготавливается путем заливки жидкого металла в пространство 1, образуемое половинами литейной формы 2 и 3 (2 - верхняя полуформа, например, полукокиль верха, 3 - нижняя полуформа, например полукокиль низа). В пространстве 1 помещена вставка 4 (например гайка М10), имеющая полость 5 с нелитым размером 6 (например резьбой М10).
В полуформе верха 3 имеются отверстия 7, сообщающиеся с полостями 5.
Сборку формы осуществляют так: в полуформу низа 3 проставляют требуемое по технологии количество вставок 4 и "накрывают" их полуформой верха 2. Затем отверстия 7 и полости 5 заполняют (например, засыпают) огнеупорным материалом (например кварцевым песком) 8, а пространство 1 заливают жидким металлом.
В процессе заливки литейный зазор 9 между вставкой 4 и полуформой верха 2 оказывается наглухо перекрытым огнеупорным материалом 8, благодаря чему металл не входит в контакт с нелитым функциональным размером 6.
Последнее улучшает качество заготовок, ликвидируя литейные заливы.
(56) Смеляков М. Н. Армированные отливки. М. : Машгиз, 1958, с. 96-97.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ОТЛИВОК | 2003 |
|
RU2254206C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Способ уплотнения зазора по разъему песчаной формы | 1977 |
|
SU703219A1 |
| Способ изготовления стальной отливки рабочего колеса центробежного насоса | 2019 |
|
RU2733963C2 |
| Литейная форма | 1982 |
|
SU1090486A1 |
| Кокиль по изготовлению прутков для аргонодуговой наплавки | 2022 |
|
RU2791741C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВКИ ПОВЫШЕННОЙ ИЗНОСОСТОЙКОСТИ | 2000 |
|
RU2192938C2 |
| Литейная форма | 1980 |
|
SU904873A1 |
| Способ изготовления литых прутковых заготовок из жаропрочных сплавов на никелевой основе | 2019 |
|
RU2714788C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОЙ МЕТАЛЛИЧЕСКОЙ ФОРМЫ | 1994 |
|
RU2090306C1 |
Использование: при изготовлении отливок, армированных вставками с полостями, не подлежащими наплавке заливаемым металлом. Сущность: изоляцию полостей вставок от контакта с заливаемым металлом осуществляют за счет использования верхней полуформы с отверстиями, сообщенными при сборке с полостями вставок, и последующего заполнения огнеупорным составом этих полостей. 1 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ, АРМИРОВАННОЙ ВСТАВКАМИ, имеющими полости, не подлежащие наплавке заливаемым металлом, включающий изготовление литейных полуформ, размещение в рабочей полости литейной формы вставок и изоляцию их полостей огнеупорным составом от контакта с заливаемым металлом, отличающийся тем, что, с целью повышения качества заготовок, армированных вставками, типа гаек, изоляцию полостей вставок от контакта с заливаемым металлом осуществляют за счет использования верхней полуформы с отверстиями, сообщенными при сборке с полостями вставок, и последующего заполнения огнеупорным составом этих полостей.
