Изобретение относится к металлургии и литейному производству, в частности к способам улучшения свойств литых износостойких сплавов, используемых в машиностроении для изготовления деталей, работающих в условиях абразивного и гидроабразивного износа, когда одновременно с высокой износостойкостью необходима высокая прочность.
Цель изобретения - повышение прочности и снижение стойкости получения высокохромистых белых износостойких чугунов.
Способ получения высокохромистых белых износостойких чугунов включает выплавку, последовательное раскисление и модифицирование жидкого металла, операцию модифицирования ведут металлическим магнием или магнийсодержащим веществом в количестве, обеспечивающим ввод в жидкий чугун магния 0,15-0,40% от массы металла.
Обработка чугуна магнием приводит к очистке чугуна от поверхностно-активных элементов (рафинированию) и созданию ультрадисперсных центров кристаллизации с образованием мелкодисперсной карбидной фазы.
Получение мелкодисперсной структуры позволяет существенно повысить прочностные свойства, при этом одновременно повышается и износостойкость.
Измельчение зерна основы металла и глобулизация карбидов положительно сказывается на обрабатываемость износостойких чугунов лезвийным инструментом. Улучшение обрабатываемости отмечается у отожженных чугунов.
Способ осуществляется следующим образом.
Жидкий металл, нагретый до 1500-1550оС, перед его выпуском и модифицированием раскисляют алюминием или ферротитаном из расчета присадки 0,05-0,10% от массы металла.
Ввод металлического магния осуществляется с помощью колокольчика, удерживающего от всплывания, либо с помощью герметизированного ковша или автоклава.
В случаях использования магнийсодержащих веществ (лигатур), ввод их в жидкий металл может осуществляться в обычных опытных ковшах.
Предложенный способ получения высокохромистых износостойких чугунов рекомендуется использовать для сплавов с содержанием хрома от 2% и более, с включением других легирующих компонентов, как, например, никель, бор, титан, молибден и др.
Пример конкретного осуществления способа.
С целью промышленного опробования выплавку износостойкого чугуна производили в индукционной печи ИСТ-0,06 с кислой футеровкой.
В качестве исходного чугуна для исследования принят износостойкий чугун марки ИЧХ20РТ (а. с. 393352).
Выплавку металла осуществим методом сплавления. Шихту, состоящую из передельного чугуна, стального лома, феррохрома, ферробора и ферротитана, расплавим в индукционной печи и перегревали до 1500-1550оС.
При выпуске металла из печи в ковш его раскислим алюминиевым или ферротитаном в количестве 0,05-0,10% от массы металла.
Модифицирование производили металлическим магнием путем погружения в жидкий металл с помощью колокольчика. Наполнение металла осуществляли на 2/3 высоты ковша с целью предотвращения выброса металла, связанного с реакцией модифицирования.
Модифицирование магнием осуществляем из расчета его ввода от 0,1 до 0,4% от массы металла.
Разливку металла по формам производили при температуре 1380-1450оС.
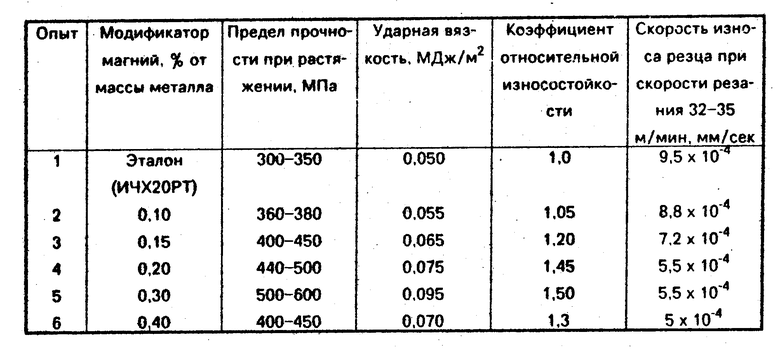
Результаты физико-механических свойств, связанные с модифицированием износостойкого чугуна в зависимости от количества введенного модификатора магния приведены в таблице.
Из приведенных в таблице данных видно, что влияние магниевого модификатора заметно уже при вводе его в количестве 0,1% от массы металла.
Более заметный и существенный рост прочностных свойств и износостойкости наблюдается при вводе модификатора в количестве 0,15 и более от массы металла.
При введении магния в количестве 0,2 и 0,3% рост прочностных свойств и износостойкости достигает максимума и снижается лишь при введении модификатора в количестве 0,4% .
Таким образом, модифицирование магнием (магнийсодержащими веществами) рационально производить с введением магния в расплав износостойких хромистых чугунов в пределах 0,15-0,40% от массы металла.
Модифицирование магнием износостойких чугунов повышает их прочностные свойства. Предел прочности при растяжении возрастает в сравнении с немодифицированным в 1,5-2,0 раза, ударная вязкость в 1,5 раза, а износостойкость в 1,3-1,5 раза. (56) Авторское свидетельство СССР N 459504, кл. С 21 С 1/08, 1973.
Авторское свидетельство СССР N 1216212, кл. С 21 С, 1984.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОДИФИЦИРОВАНИЯ ЧУГУНА | 2009 |
|
RU2422546C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ЛЕГИРОВАННОГО ЧУГУНА | 2009 |
|
RU2395366C1 |
| СПЛАВ НА ОСНОВЕ СИСТЕМЫ ЖЕЛЕЗО-УГЛЕРОД ДЛЯ ИЗГОТОВЛЕНИЯ ИЗНОСОСТОЙКИХ ЛИТЫХ ИЗДЕЛИЙ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1997 |
|
RU2109837C1 |
| Способ обработки чугуна при изготовлении прокатных валков | 1984 |
|
SU1303260A1 |
| Способ получения износостойких высокопрочных отливок из чугуна | 2021 |
|
RU2765474C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2007 |
|
RU2375461C2 |
| Способ получения чугуна с шаровидным графитом | 1981 |
|
SU973622A1 |
| Способ модифицирования чугуна комплексным модификатором | 1988 |
|
SU1650706A1 |
| БРИКЕТИРОВАННАЯ СМЕСЬ ДЛЯ МОДИФИЦИРОВАНИЯ СЕРОГО ЧУГУНА | 1997 |
|
RU2124566C1 |
| Способ модифицирования чугуна | 1981 |
|
SU1013488A1 |
Изобретение относится к металлургии и литейному производству, в частности к способам улучшения свойств литых износостойких сплавов, используемых в машиностроении для изготовления деталей, работающих в условиях абразивного и гидроабразивного износа, когда одновременно с высокой износостойксотью необходима высокая прочность. Новым в предложенном способе является то, что операцию модифицирования ведут металлическим магнием в количестве 0,1 - 0,3% от массы металла, а для упрощения технологии модифицирование проводят в открытом ковше или литейной форме магнийсодержащей, например магнийникелевой или магнийкремниевой, лигатурой в количестве 0,8 - 4,0% от массы металла. 1 табл.
СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОХРОМИСТЫХ БЕЛЫХ ИЗНОСОСТОЙКИХ ЧУГУНОВ, включающий выплавку, последовательный ввод раскислителей и модификаторов, отличающийся тем, что, с целью повышения прочности и снижения стоимости, в качестве модификатора используют металлический магний или магнийсодержащие вещества в количестве, обеспечивающем ввод в жидкий чугун магния 0,15 - 0,40% от массы металла.
