А/
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Промежуточный валок многовалкового прокатного стана | 1986 |
|
SU1400684A1 |
| Прокатный валок | 1988 |
|
SU1616734A1 |
| Валковые узлы непрерывного прокатного стана | 1984 |
|
SU1174111A1 |
| ПРОКАТНЫЙ ВАЛОК | 1989 |
|
RU2008107C1 |
| СПОСОБ ПРОКАТКИ ЛИСТОВОЙ СТАЛИ | 1998 |
|
RU2152277C1 |
| Способ горячей прокатки листовой стали на непрерывных станах | 1989 |
|
SU1662716A1 |
| Прокатный валок | 1983 |
|
SU1122382A1 |
| СПОСОБ ПРОКАТКИ ЛИСТОВОЙ СТАЛИ В КЛЕТИ ТРИО ЛАУТА | 1999 |
|
RU2197343C2 |
| Прокатный валок клети широкополосного стана | 1980 |
|
SU1014604A1 |
| Рабочий валок листопрокатного стана | 1987 |
|
SU1537338A1 |
Изобретение относится к прокату ному производству, в частности к производству горячекатаных листов. Цель изобретения - уменьшение поперечной разнотолщинности прокатки. Бочка прокатного валка 1 состоит из двух цилиндрических участков разного диаметра, сопряженных третьим переходным участком, длина которого составляет 0,16-0,33 длины бочки валка, при этом концевые цилиндрические участки валка выполнены одинаковой длины, а диаметры их связаны соотношением 1,05-1,15, отношение цилиндрического концевого участка к общей длине бочки валка составляет 0,33-0,41. Предложенная профилировка варка позволяет при прокатке метад- ла уменьшить поперечную разнотолщйн- ность горячекатанных листов и за счет ;зтого повысить : ИХ качество. 1 ил. 1 табл. .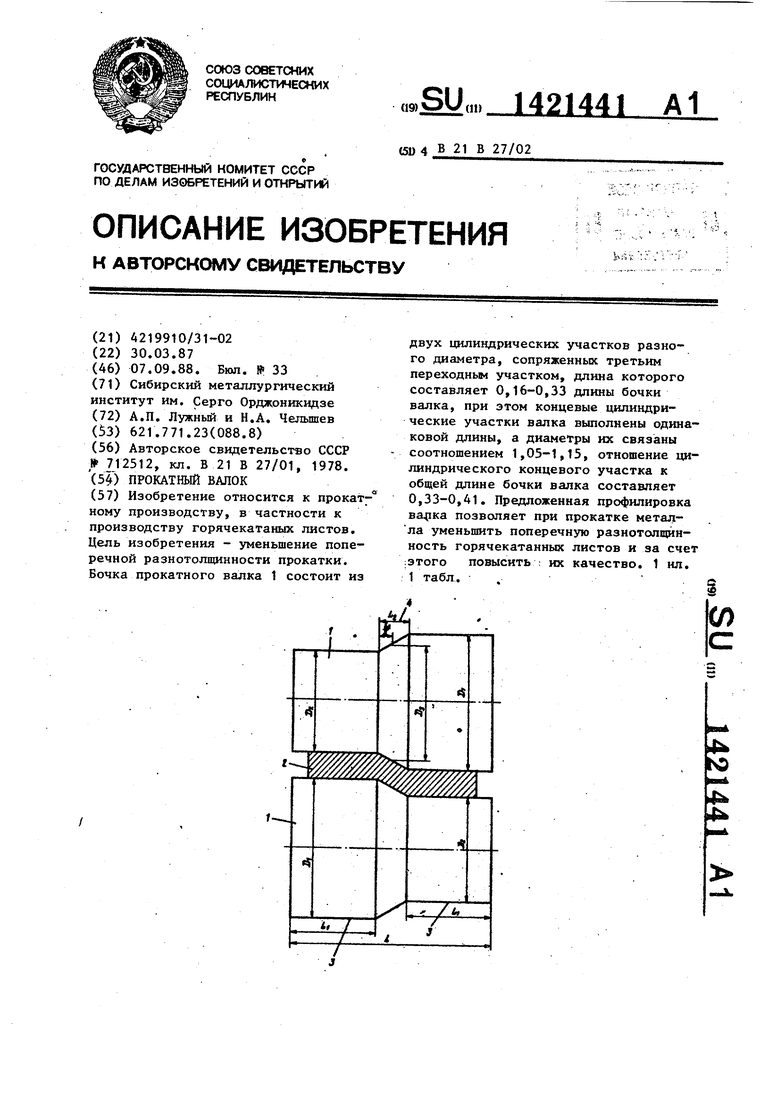
Изобретение относится к прокатному производству, в частности к проиводству листов способом горячей про- каткк,
Целью изобретения является уменьшение поперечной разнотолщинности проката.
На чертеже изображен валковый узел.
В узел входят два рабочих валка с длиной бочки L, между которыми находится деформируемый лист 2. Валки имеют два концевых цилиндрических участка 3 равной длины L, сопряжен- ных между собой переходным коническим участком 4 длиной L.
Прокатка металла в валках предлагаемой конструкции осуществляется следующим образом.
При прокатке скорость течения металла в крайних частях полосы выше, чем скорость течения металла в переходной зоне. При этом скорость течения металла, находящегося в кромках полосы, определяется ве шчиной диаметра D, . Скорость течения MeTaJina в средней части полосы определяется величиной диаметра D, который меиьше чем D
Наряду с такими скоростными условиями течения металла при прокатке в предлагаемых валках имеет место разгонка металла в ширину средней конической частью валков. Величина этой разгонки зависит от соотношения переходной конической зоны валка и величины кояцевых цшшндрических участков валка. Такой сложньш характер течения металла в очаге деформации является причиной возникновения растягивающих напряжений в металле н выходе .его из очага деформации, при этом величина растягивающих напряже- НИИ шшяет на поперечную разнотолщин ность в сторону ее уменьшения.
Уменьшение толщины листа в его средней части при прокатке компенсирует увеличение готп}шы полосы, вызванное упругой деформацией валков.
Соотношение диаметров шшиндриче:с- ких концевых участков бочки вала
DI
должно составлять -g
2D,
1,05-1,15.
При соотношениях 1,05 эффект и/1
влияния растягивающих напряжений на поперечную разнотолщинность незначителен.
При
соотношениях
D Da
1,15
0
5
0
5
0
5
0
0
5
возникают затруднения при захвате полосы валками, особенно для тонких листов, а кроме того, появляются значительные растягивающие напряжения, приводящие к утонению полосы в средней ее части сверх допустийого значения.
Длина переходного участка Ь может изменяться в пределах L (0,16- 0,33)L, где L - длина бочки валка.
При значениях L 0,16 L в среднем по ширине участка полосы возникают незначительные растягиваюпще напряжения, которые не приводят к изменению поперечного сечения листов, т.ео к уменьшению поперечной разноТОЛШ 1ННОСТИ.
При значениях L 0,33 L величина растягиваюшях напряжений в центральной части полосы оказывается значительной, что ведет к уменьшению тол- Ц91ны листа в его средней части по ширине сверх допустимого значения.
Отношение длины цилиндрического концевого участка к общей длине бочки валка составляет 0,33-0,41. При прокатке в валках, вьшолненньк с нарушениями предлагаемой профилировки, регламентируемой указанньми соотношениями размеров участков, происходит увеличение поперечной разнотолщинности листов: при увеличении отношения L : L -более 0,41 уменьшение поперечной разнотолщинности листов не происходит, а уменьшение этого отношения менее 0,33 ведет к сильной утяжке металла в центре.
Предлагаемая конструкция валка опробована в лабораторных условиях. Исследования проведены при прокатке свинцовых полос шириной 100 мм и тол- 6,50 мм. При прокатке в условиях заданных соотнощенийЬ,/1.и D /Dj получено уменьшение толщины полос в средней их части. Исследовано как раздельное влияние факторов и D.«/D,j, так и их совместное влияние на изменение поперечного сечения свинцовых полос.
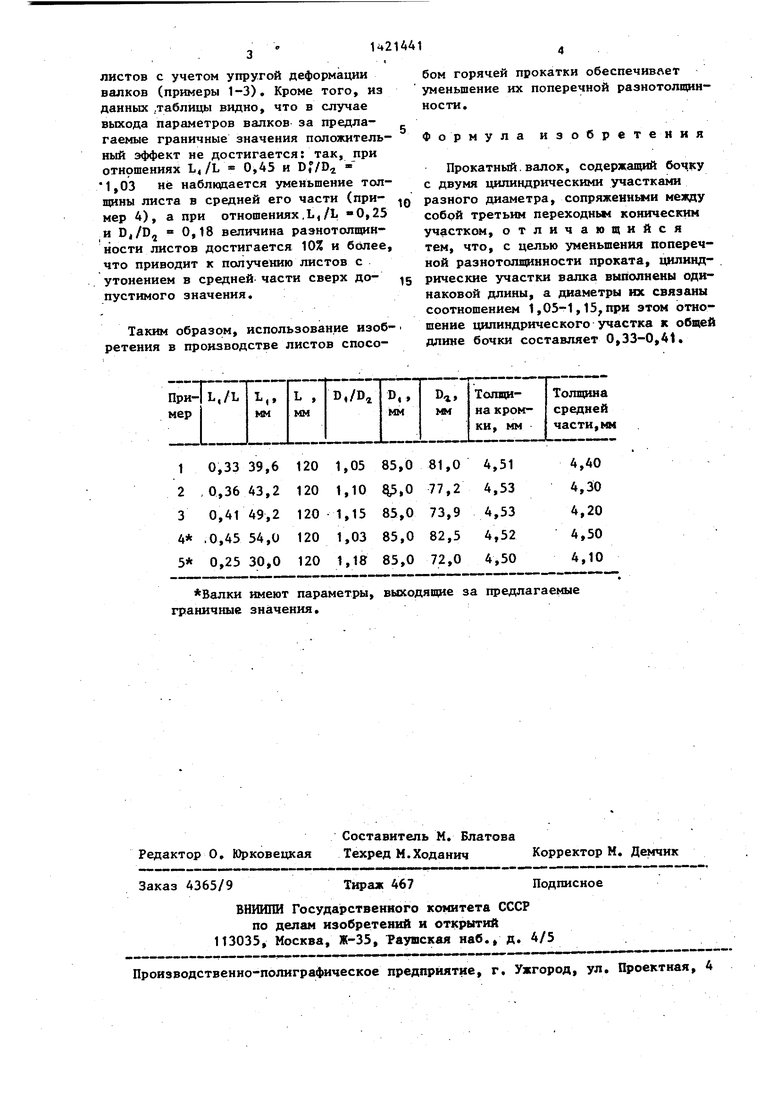
Результаты исследований приведены в таблице.
Как видно из приведенных результатов, прокатка в предложенных валках позволяет уменьшить толщину листа в средней его части на 2,5-9%, что приводит к уменьшению раэнотолщинности
3 U2
а
листов с учетом упругой деформации валков (примеры 1-3), Кроме того, из данных .таблицы видно, что в случае выхода параметров валков за предлагаемые граничные значения положительный эффект не достигается: так, при отношениях 0,45 и
/1,03 не наблюдается уменьшение толщины листа в средней его части (при- мер 4), а при отношениях.L,/L -0,25
и D,/D 0,18 величина раэнотолщин- ности листов достигается 10% и более, что приводит к получению листов с утонением в средней части сверх до- пустимого значения.
Таким образом, использование изобретения в производстве листов спосо Валки имеют параметры, выходящие за предлагаемые граничные значения.
бом горячей прокатки обеспечивлет уменьшение их поперечной разнотолщин- ности.
Формула изобретения
Прокатный.валок, содержащий бочку с двумя цилиндрическими участками разного диаметра, сопряженными между собой третьим переходньм коническим участком, отличающийся тем, что, с целью уменьшения поперечной разнотолщинности проката, цилиндрические участки валка выполнены одинаковой длины, а диаметры их связаны соотношением 1,05-1,15,при этом отношение цилиндрического участка к общей длине бочки составляет 0,33-0,41.
| Устройство для управления шахтной вентиляционной дверью | 1978 |
|
SU712512A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
