Изобретение относится к области машиностроения, а именно инструментального производства и может найти применение при изготовлении шпоночных и других концевых фрез, спиральных сверл и другого инструмента с рабочим торцом.
Известны фрезы шпоночные (ГОСТ 9140-78), режущую часть которых целиком изготавливают из быстрорежущей стали, что приводит к повышенному расходу этого дорого материала.
Также известны сверла спиральные, оснащенные пластинками из твердого сплава, для сверления чугуна (ГОСТ 22735-77; ГОСТ 22736-77), при изготовлении которых плоскую пятиугольную режущую пластину впаивают в прорезь на торце рабочей части. Возможное число переточек таких сверл ограничено длиной боковой грани этой режущей пластины.
Известен и способ изготовления спиральных сверл при помощи наплавки, при котором на боковой поверхности заготовки выполняют спиральную канавку, глубина которой больше радиуса заготовки. В эту канавку наплавляют инструментальный материал, затем заготовку отжигают и на диаметрально противоположной стороне заготовки выполняют канавку такой глубины, чтобы обеспечить перекрытие всего диаметра заготовки. Заплавляя эту вторую канавку инструментальным материалом, получают заготовку сверла. Этот способ очень трудоемок из-за многочисленных переходов и не дает существенной экономии быстрорежущей стали.
Наиболее близким к изобретению является способ, при котором в заготовке корпуса из конструкционной стали выполняют пазы, размещают в них режущие вставки из инструментального материала, скручивают собранную заготовку, припаивают вставки к корпусу, механически и термически обрабатывают.
Недостатком этого способа является невозможность сверления изготовленным этим способом инструментом, т. к. режущие вставки располагаются по периферии его торца, перекрывая менее половины диаметра корпуса.
Задачей, на решение которой направлено изобретение, является расширение технологических возможностей способа-прототипа.
Указанная задача решается тем, что в способе изготовления режущего инструмента, включающем выполнение в заготовке корпуса из конструкционной стали пазов, размещение в них режущих вставок из инструментального материала, скручивание собранной заготовки, припаивание вставок к корпусу, механическую и термическую обработки, центральную вставку изготавливают сквозной. Последнее является необходимым условием осуществления предлагаемого способа.
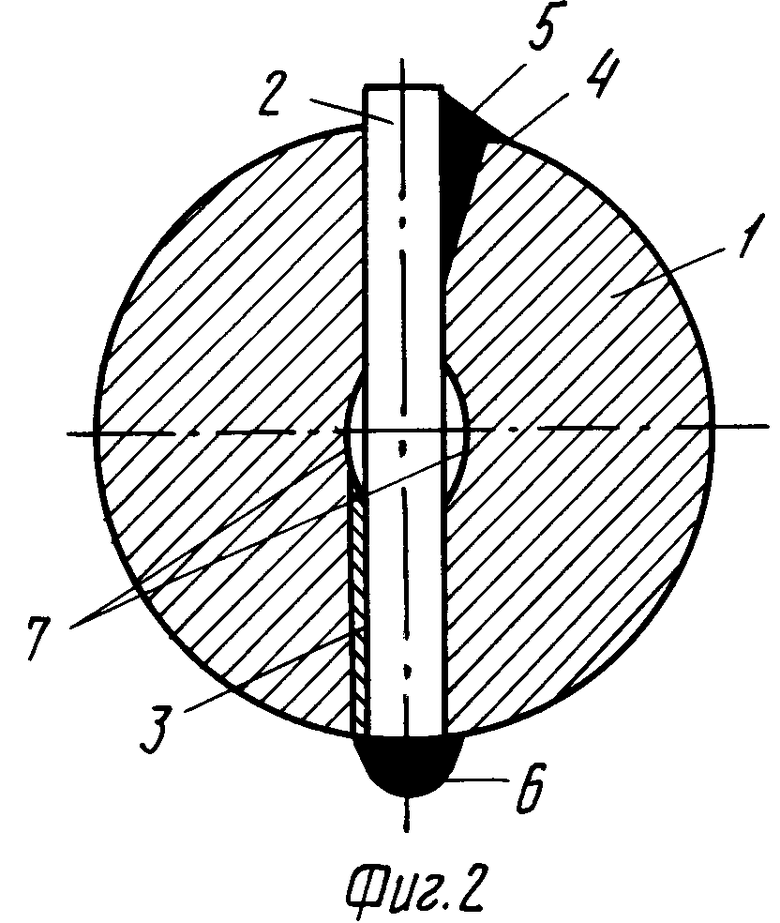
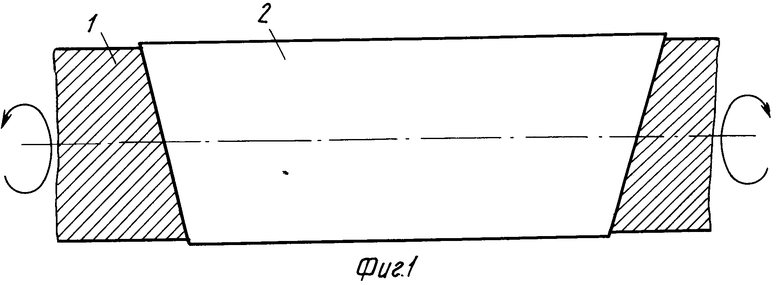
На фиг. 1 показан продольный разрез собранной заготовки; на фиг. 2 - поперечный разрез скрученной заготовки с вариантами закрепления вставки.
В заготовке корпуса 1, изготовленной из конструкционной стали, например 45 (ГОСТ 1050-74), 40Х или 30ХГСА (ГОСТ 4543-74), выполняют сквозной паз, в котором размещают вставку 2 из инструментальной, например быстрорежущей, Р6М5 или Р9М4К8 (ГОСТ 19265-73), стали, а затем скручивают ее концы в разные стороны по стрелкам. Скручивание производят в холодном или нагретом состоянии. Вставку крепят к корпусу с задней стороны режущего зуба, изготавливаемого из нее, паяным 3 или сварным с разделкой 4 швом.
В случае, когда номинальный диаметр инструмента больше диаметра заготовки корпуса, края вставки могут выступать за его пределы и привариваться угловым швом 5. В этом случае возможна также и наплавка инструментального материала на боковую поверхность заготовки с перекрытием валиком 6 стыков вставки и корпуса. Крепление вставки к корпусу производят, в зависимости от конструкции инструмента, например, при сборке с последующим отжигом перед скручиванием или после скручивания и механической обработки, совмещая пайку с закалкой. При скручивании собранной заготовки в ее периферийных частях возникают сжимающие напряжения, которые компенсируются растягивающими напряжениями в центральных слоях, в результате действия которых образуются зазоры 7, позволяющие подавать смазочно-охлаждающую жидкость непосредственно в зону резания при сверлении изготовленным предлагаемым способом инструментом, например концевой фрезой.
При изготовлении предлагаемым способом некоторых видов инструмента, например сверл, когда при механической обработке сквозная вставка оголяется в центральной части, возможно дополнительное ее крепление к корпусу в этом месте, например, сваркой.
Таким образом, в результате совмещения в одном способе сквозной вставки со скручиванием появляется сверхсуммарный эффект, выражающийся не только в значительном увеличении количества возможных переточек рабочего торца инструмента, но и в получении каналов для подвода СОЖ в его корпусе.
Осуществление способа не исключает возможности получения инструмента с большим числом режущих зубьев путем введения дополнительных режущих вставок или наплавки инструментального материала на боковую поверхность корпуса.
Механическую и термическую обработки производят традиционными методами на принятых в производстве режимах. (56) Авторское свидетельство СССР N 1263475, кл. В 23 К 31/02, 1985.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления инструмента | 1990 |
|
SU1791094A1 |
| Способ изготовления концевого инструмента | 1990 |
|
SU1776511A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА | 1992 |
|
RU2036055C1 |
| Биметаллический инструмент | 1987 |
|
SU1724441A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕВОГО ИНСТРУМЕНТА | 1996 |
|
RU2098254C1 |
| Способ изготовления фрез | 1990 |
|
SU1745493A1 |
| Способ изготовления режущего инструмента | 1989 |
|
SU1668067A1 |
| ДИСКОВЫЙ НОЖ ДЛЯ РЕЗКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 2016 |
|
RU2627528C2 |
| Заготовка для биметаллического режущего инструмента | 1982 |
|
SU1424925A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЛАВЛЕННОГО БИМЕТАЛЛИЧЕСКОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2016 |
|
RU2627837C1 |
Использование: при изготовлении режущего инструмента в области инструментального производства и может найти применение при изготовлении шпоночных и других концевых фрез, спиральных сверл и другого инструмента с рабочим торцом. Указанный способ включает выполнение в заготовке корпуса из конструкционной стали пазов, размещение в них режущих вставок из инструментального материала, скручивание собранной заготовки, приваривание или припаивание вставок к корпусу, механическую и термическую обработки. Центральную вставку изготавливают сквозной, что позволяет изготавливать биметаллический инструмент с рабочим торцом, допускающим большое количество переточек в процессе его эксплуатации, а также подвод СОЖ через центральную часть корпуса. 2 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА, включающий выполнение в заготовке корпусе из конструкционной стали пазов, размещение в них режущих вставок из инструментального материала, скручивание собранной заготовки, приваривание или припаивание вставок к корпусу, механическую и термическую обработки, отличающийся тем, что центральную вставку выполняют сквозной.
