to
N
СО
ьо ел
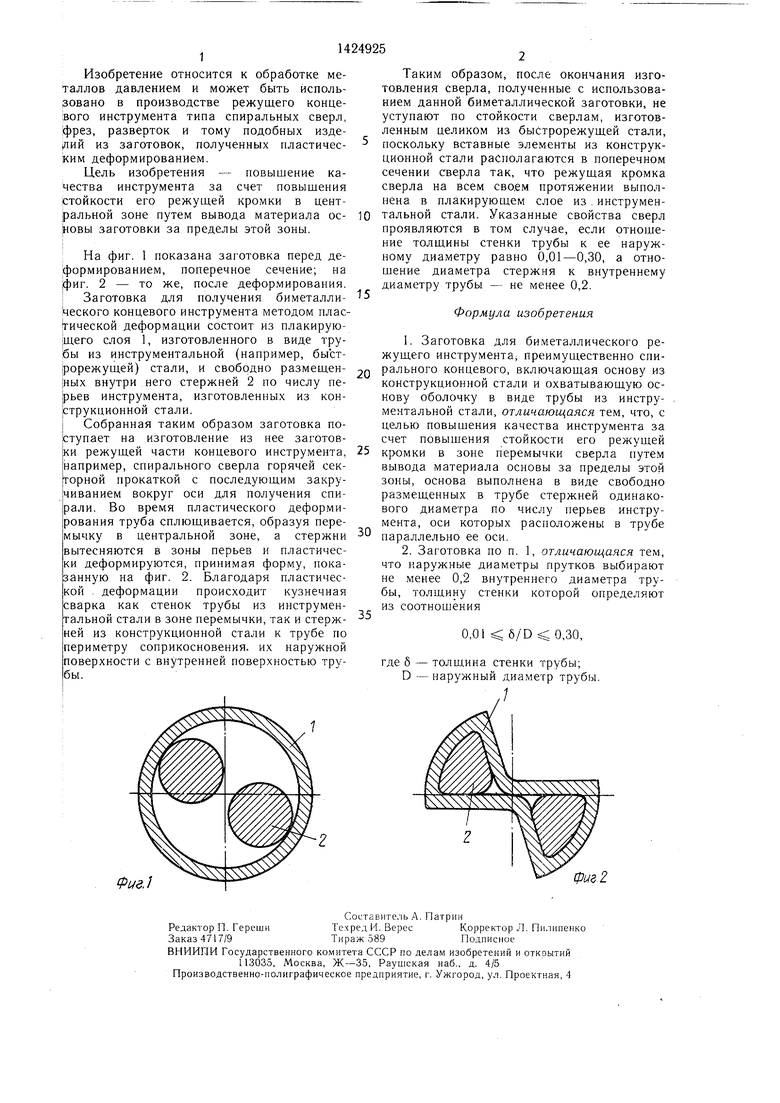
Таким образом, после окончания изготовления сверла, полученные с использованием данной биметаллической заготовки, не уступают по стойкости сверлам, изготовленным целиком из быстрорежущей стали, поскольку вставные элементы из конструкционной стали располагаются в поперечном сечении сверла так, что режущая кромка сверла на всем сво.ем протяжении выполнена в плакирующем слое из , инструменИзобретение относится к обработке металлов давлением и может быть использовано в производстве режущего концевого инструмента тина спиральных сверл, фрез, разверток и тому подобных изде- fIий из заготовок, полученных пластичес- КИМ деформированием.
Цель изобретения - повышение качества инструмента за счет повышения стойкости его режущей кромки в центральной зоне путем вывода материала ос- 10 талькой стали. Указанные свойства сверл овы заготовки за пределы этой зоны.проявляются в том случае, если отноше;ние толщины стенки трубы к ее наружНа фиг. 1 показана заготовка перед де-ному диаметру равно 0,01-0,30, а отноформированием, поперечное сечение; на фиг. 2 - то же, после деформирования. I Заготовка для получения биметалли- 5 веского концевого инструмента методом плас- |гической деформации состоит из плакирующего слоя 1, изготовленного в виде тру- ёы из инструментальной (например, быстрорежущей) стали, и свободно размещен- 2п рального концевого, включающая основу из |ных внутри него стержней 2 по числу пе-конструкционной стали и охватывающую основу оболочку в виде трубы из инструментальной стали, отличающаяся тем, что, с целью повышения качества инструмента за счет повышения стойкости его режущей кромки в зоне перемычки сверла путем вывода материала основы за пределы этой зоны, основа выполнена в виде свободно размещенных в трубе стержней одинакового диаметра по числу перьев инструмента, оси которых расположены в трубе параллельно ее оси.
2. Заготовка по п. 1, отличающаяся тем, что наружные диаметры прутков выбирают не менее 0,2 внутреннего диаметра трубы, толщину стенки которой определяют
шение диаметра стержня к внутреннему диаметру трубы - не менее 0,2.
Формула изобретения
1. Заготовка для биметаллического режущего инструмента, преимущественно спи|рьев инструмента, изготовленных из конструкционной стали.
I Собранная таким образом заготовка по- |ступает на изготовление из нее заготов- 1ки режущей части концевого инструмента, 25 например, спирального сверла горячей сек- горной прокаткой с последующим закручиванием вокруг оси для получения спирали. Во время пластического деформирования труба сплющивается, образуя перемычку в центральной зоне, а стержни вытесняются в зоны перьев и пластически деформируются, принимая форму, показанную на фиг. 2. Благодаря пластической , деформации происходит кузнечная сварка как стенок трубы из инструментальной стали в зоне перемычки, так и стержней из конструкционной стали к трубе по периметру соприкосновения, их наружной поверхности с внутренней поверхностью трубы.
30
35
из соотношения
0,01 ,30,
где б - толщина стенки трубы; D -наружный диаметр трубы.
.J
Таким образом, после окончания изготовления сверла, полученные с использованием данной биметаллической заготовки, не уступают по стойкости сверлам, изготовленным целиком из быстрорежущей стали, поскольку вставные элементы из конструкционной стали располагаются в поперечном сечении сверла так, что режущая кромка сверла на всем сво.ем протяжении выполнена в плакирующем слое из , инструменталькой стали. Указанные свойства сверл проявляются в том случае, если отноше рального концевого, включающая основу из конструкционной стали и охватывающую осшение диаметра стержня к внутреннему диаметру трубы - не менее 0,2.
Формула изобретения
1. Заготовка для биметаллического режущего инструмента, преимущественно спи5
35
из соотношения
0,01 ,30,
где б - толщина стенки трубы; D -наружный диаметр трубы.
,;
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления заготовки для режущего инструмента | 1981 |
|
SU1009678A1 |
| Способ изготовления биметаллического режущего инструмента | 1981 |
|
SU1026965A1 |
| Способ изготовления составных дисков | 1986 |
|
SU1416239A1 |
| Способ изготовления концевого инструмента | 1990 |
|
SU1776511A1 |
| Способ изготовления биметаллических изделий | 1977 |
|
SU659345A1 |
| Способ изготовления концевого режущего инструмента | 1990 |
|
SU1738467A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЛАВЛЕННОГО БИМЕТАЛЛИЧЕСКОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2016 |
|
RU2627837C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1992 |
|
RU2008140C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОРАЗМЕРНОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2006 |
|
RU2315675C1 |
| Многослойный пруток | 1984 |
|
SU1278160A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в производстве режущего концевого инструмента типа изделий из заготовок, полученных пластическим деформированием. Цель изобретения - повышение качества инструмента за счет повышения стойкости его режуш,ей кромки в центральной зоне путем вывода материала основы заготовки за пределы этой зоны. Заготовка содержит основу из конструкционной стали и охватывающую основу, выполненную в виде стержней одинакового диаметра, свободно размещенных в трубе, по числу перьев инструмента. Отношение толщины стенки трубы к ее наружному диаметру равно 0,01 - 0,30, а отношение диаметра стержня к внутреннему диаметру трубы - не менее 0,2. Вставные элементы из конструкционной стали располагаются в поперечном сечении сверла так, что режущая кромка сверла на всем протяжении выполнена в плакирующем слое из инструментальной стали. 1 з.п. ф-лы, 2 ил. 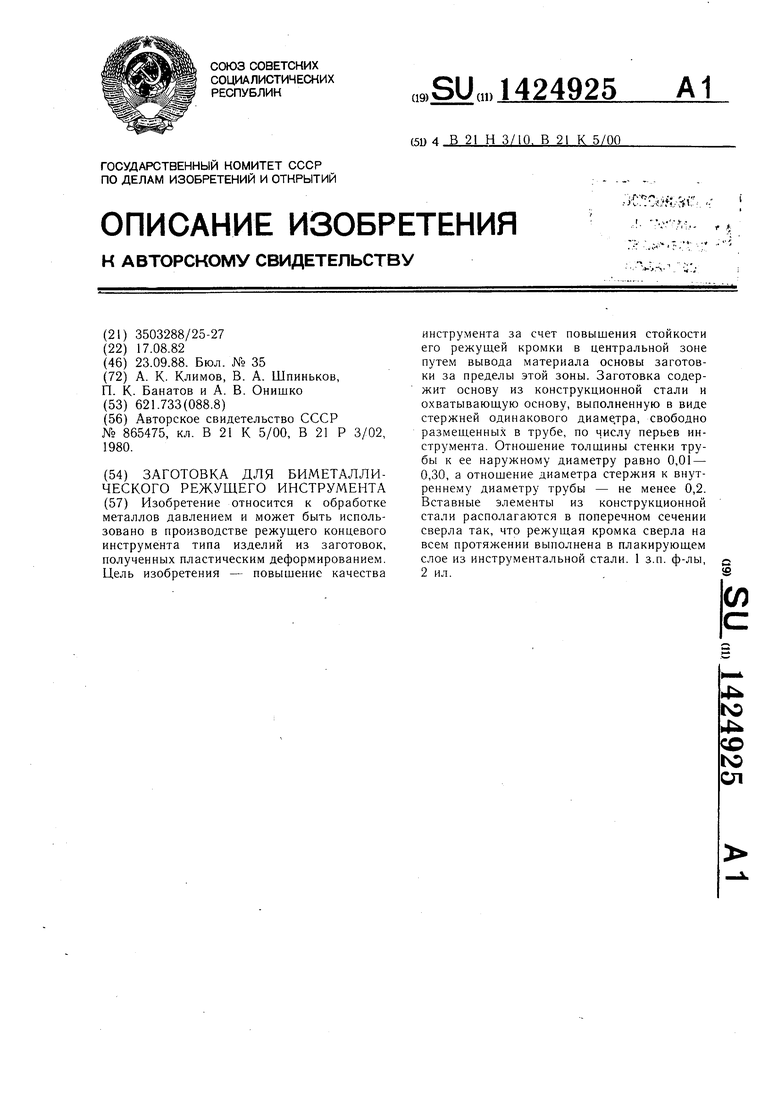
| Способ изготовления плоского биметаллического инструмента | 1980 |
|
SU865475A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
