Изобретение относится к обработке металлов давлением и может быть использовано для получения заготовок методом прессования.
Известен способ прессования заготовок, который включает выдавливание заготовки через отверстие матрицы с одновременным закручиванием пресс-изделия относительно заготовки. При этом ось пресс-изделия совпадает с осью заготовки [1]
При вращении матрицы в процессе прессования за счет напряжений трения металл вблизи поверхности матрицы увлекается этой поверхностью и приобретает вращательное движение. Основная часть металла, находящаяся в контейнере, который не подвергается вращению, удерживается в статическом положении напряжения трения. Таким образом металлу в очаге деформации сообщается закручивающий момент. В деформируемом металле возникают дополнительные тангенциальные напряжения, что приводит к снижению осевых напряжений и, следовательно, усилия прессования. Однако при прессовании возможно проскальзывание металла по контактной поверхности инструмента и заготовки, что резко снижает эффективность процесса.
Известен способ прессования заготовок, включающий выдавливание заготовки через отверстие матрицы с тангенциальным смещением оси пресс-изделия относительно заготовки воздействием матрицы и отделение пресс-остатка [2]
Указанное известное решение не позволяет получать заготовки переменного поперечного сечения. Технический результат, достигаемый изобретением, состоит в обеспечении возможности получения заготовок переменного поперечного сечения с заданным уровнем проработки металла по объему заготовки.
Это достигается тем, что в способе прессования заготовок, включающем выдавливание заготовки через отверстие матрицы с тангенциальным смещением оси пресс-изделия относительно заготовки воздействием матрицы и отделение пресс-остатка в процессе выдавливания изменяют соотношение угловой и линейной скоростей перемещения металла. Отделение пресс-остатка осуществляют путем прекращения выдавливания и тангенциальным смещением оси пресс-изделия относительно оси заготовки воздействием матрицы.
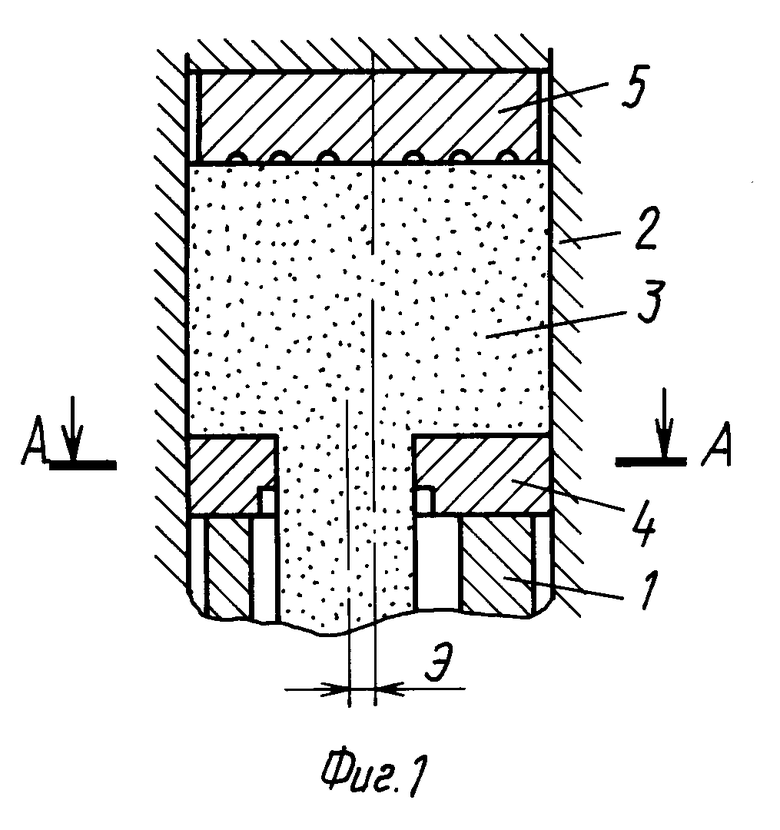
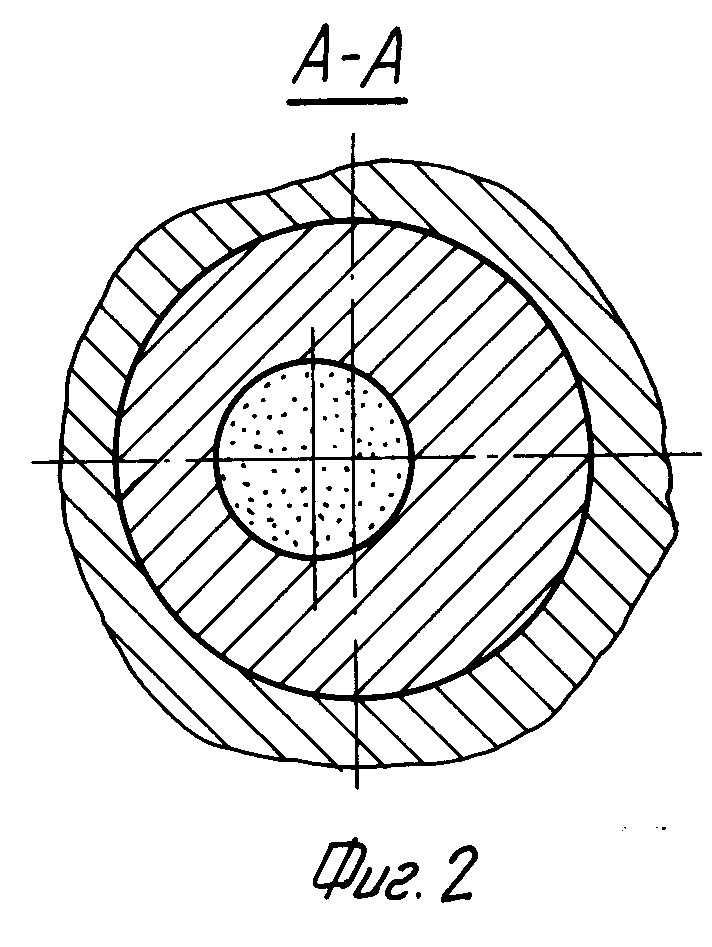
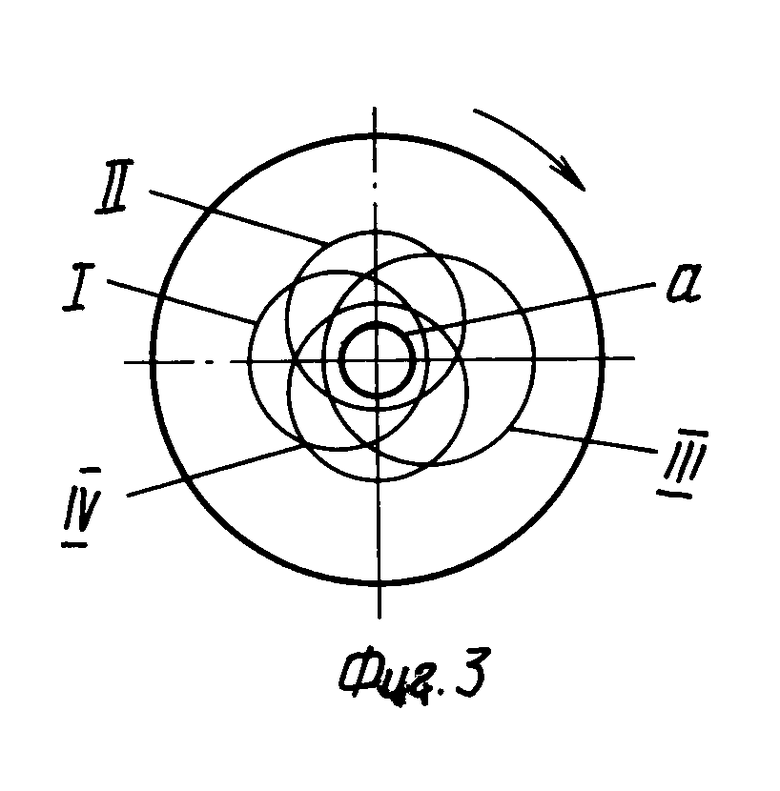
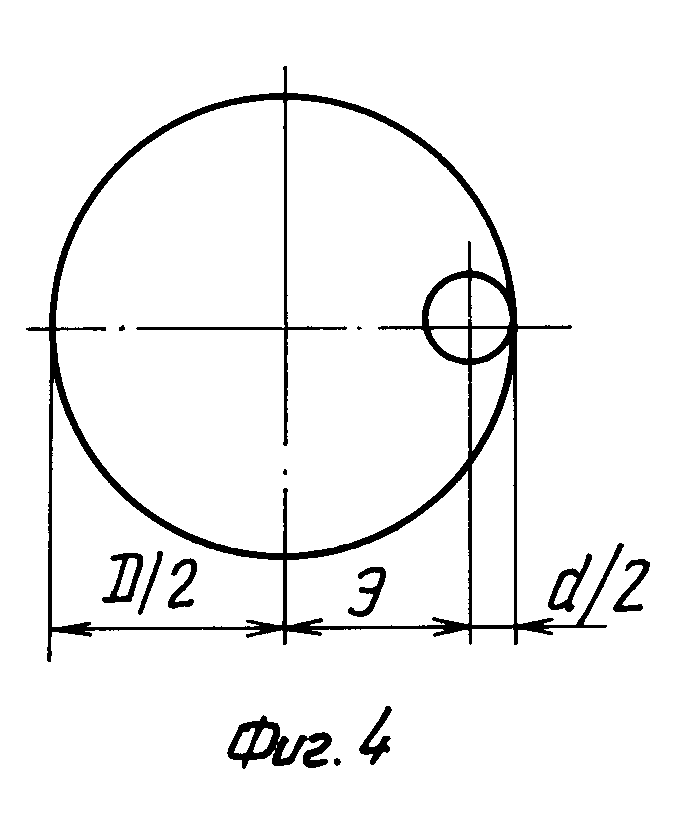
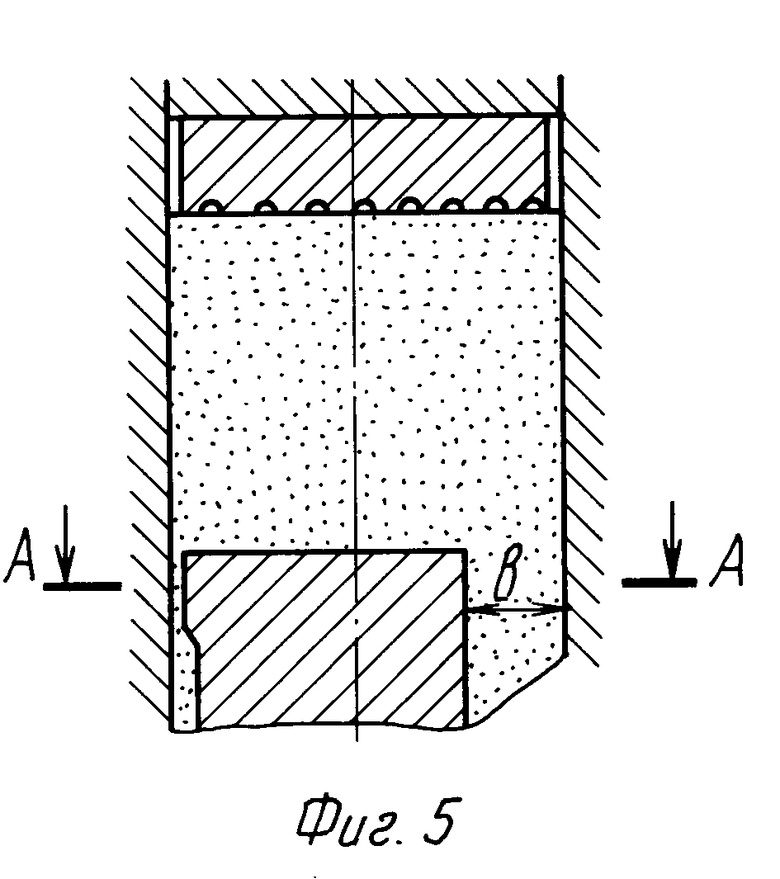
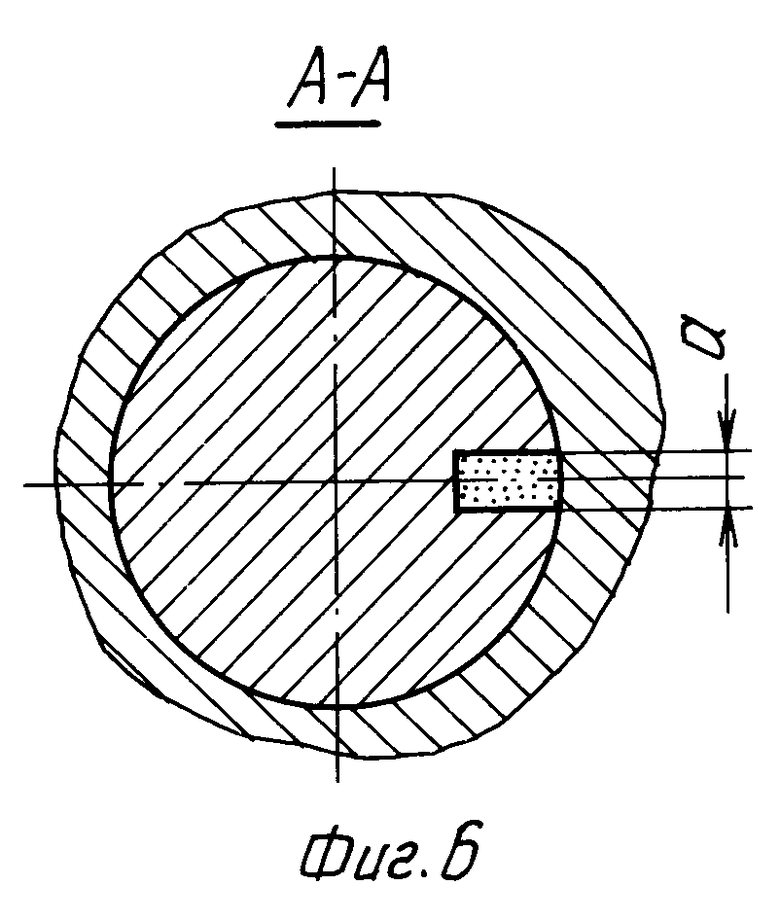
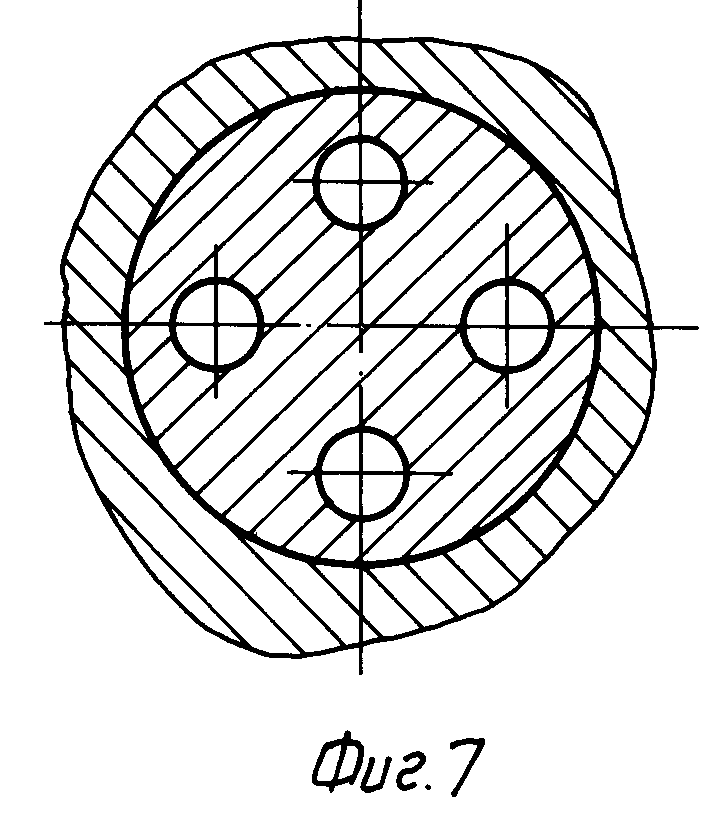
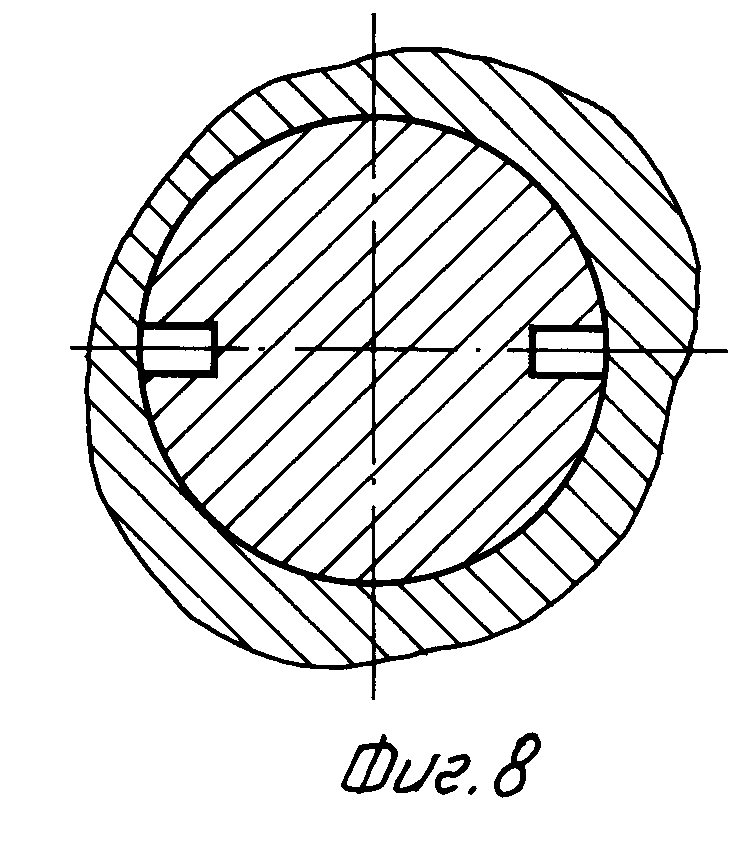
На фиг. 1 изображено устройство для реализации способа прессования, продольный разрез; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 схема перемещения центра отверстия матрицы относительно оси заготовки; на фиг. 4 схема к пояснению максимальной величины эксцентриситета; на фиг. 5 вариант выполнения устройства с отверстиями для истечения металла в виде прорези со стороны боковой поверхности матрицы, продольный разрез; на фиг. 6 то же, поперечный разрез; на фиг. 7 и 8 поперечное сечение матрицы соответственно с симметричным расположением отверстий внутри контура окружности матрицы и выходом на внешний контур (в виде прорезей).
Способ прессования заготовок осуществляет устройство, которое состоит из пуансона 1, помещенного в контейнер 2 и воздействующего на заготовку 3, выдавливаемую через отверстие матрицы 4. С противоположной стороны контейнер заглушен пробкой 5 с рифлениями. Отверстие матрицы 4 смещено относительно центра матрицы на величину эксцентриситета Э. Матрица снабжена приводом вращения благодаря жесткому соединению с пуансоном 1, расположенным на упорном подшипнике и соединенным с приводом (не показано). Эксцентриситет матрицы и отверстия показаны также на поперечном разрезе фиг. 2.
При вращении матрицы в направлении стрелки (фиг. 3) ось пресс-изделия смещается по дуге окружности "а" относительно оси заготовки, при этом отверстие матрицы занимает последовательно положение I-IV. Величина эксцентриситета зависит от особенностей прессования того или иного изделия, поэтому определяется соответственно с исходными параметрами, что показано в примерах. Естественно, что максимальная величина Э составляет (D-d)/2, где D диаметр заготовки или контейнера; d поперечный разрез пресс-изделия, что видно из фиг. 4, где показано крайнее расположение отверстия в матрице. В противном случае габариты отверстия выходят за габариты контейнера, что невозможно. Таким образом величина эксцентриситета заключена в пределах
O ≅Э≅ (D-d)/2.
Вариант выполнения устройства с отверстиями для истечения металла в виде прорези со стороны боковой поверхности матрицы изображен на фиг. 5 и 6, где обозначено: а ширина прорези; в глубина прорези. Эти размеры участвуют в формировании размеров изделия.
Для разгрузки пуансона от внецентренного нагружения в матрице отверстия желательно выполнять симметрично (фиг. 7 и 8).
П р и м е р 1. В контейнер диаметром 40 мм загружали заготовку из технического свинца и выпрессовывали через плоскую матрицу диаметром 15 мм с коэффициентом вытяжки 7,1 на универсальной испытательной машине УИМ 30. Матрицу устанавливали на вращающемся пуансоне, закрепленном на упорном подшипнике, угол вращения задавали 1,57 рад. Рабочую поверхность матрицы шлифовали и полировали, применяли смазку солидол +50% чешуйчатого графита. Усилие деформации фиксировали по динамометру испытательной машины. Заготовка под прессование выполнялась составной из двух половин с плоскостью раздела, параллельной образующей. После прессования заготовки извлекали из матрицы и контейнера и на инструментальном микроскопе измеряли угол поворота пресс-изделия относительно пресс-остатка.
Вариантом выполнения устройства является изготовление отверстия для истечения металла в виде прорези со стороны боковой поверхности матрицы (фиг. 5, 6). В этом случае с одной из сторон границей очага деформации является стенка контейнера. Положительным эффектом является удобство в изготовлении отверстий матрицы, особенно некруглой формы. Для изготовления отверстий прямоугольной формы в этом случае могут быть привлечены серийные фрезерные или строгальные станки. Для изготовления подобного отверстия внутри контура матрицы пришлось бы применять более дорогое электроэрозионное оборудование с гораздо меньшей производительностью.
Одно смещенное от центра матрицы отверстие создает несимметричность течения металла и несимметричную реакцию напряжений, действующих на пуансон, что приводит к его внецентренному нагружению и может привести к изгибу. В связи с этим целесообразно в матрице выполнять несколько отверстий, симметрично расположенных относительно центра матрицы (фиг. 7).
П р и м е р 2. Прессование осуществляли через матрицу, имеющую два круглых отверстия диаметром 11 мм, расположенных каждое на расстоянии 7 мм от центра матрицы. При тех же параметрах опыта, что и в примере 1, усилие прессования составило без закручивания матрицы 160 кН с закручиванием 135 кН, эффект снижения усилия 100/160-135//160 16%
П р и м е р 3. Прессование осуществляли через матрицу, имеющую две прорези размерами 8x10 мм, размещенные диаметрально. Линейную скорость перемещения пуансона устанавливали v 0,07 мм/с, угловую скорость вращения пуансона устанавливали ω 4 град/с 0,07 рад/с или соотношение ω/v 1 рад./мм.
Получили профиль прямоугольного сечения 7,2x10 мм при усилии 126 kН; при прекращении вращения /ω/v 0/ усилие возросло до 150 кН и получили профиль 8 x10 мм. Таким образом выигрыш по усилию составил 100(150-126)/150 16% а дополнительным результатом явилась возможность регулировать размер изделия, не прибегая к замене инструмента.
П р и м е р 4. При использовании того же инструмента изменяли угловую скорость вращения с ω 4 град/с 0,07 рад /с (ω/v1 рад/мм до ω 11 град/с 0,19 рад/с (ω/v 2,7 рад/мм), при последней усилие составило 116 кН, т. е. уменьшилось на 100(150-116)/150 23% Заготовка имела в продольном направлении вид трапеции с основаниями при вершине 7,2 и 6,1 мм. Таким образом показана возможность получения изделий переменного по длине сечения.
П р и м е р 5. При отсутствии продольного перемещения пуансона вращали матрицу на 90о и отделяли изделие от пресс-остатка без специальных приемов и устройств.
Техническим результатом от применения предлагаемого способа является снижение усилий и напряжений деформации, улучшение проработки материала. Дополнительными преимуществами являются возможность получения изделий переменного по длине сечения без замены инструмента, а также возможность отделения пресс-остатка без применения специальных устройств.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2016682C1 |
| СПОСОБ СОВМЕЩЕННОЙ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ДЕФОРМАЦИИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038912C1 |
| СПОСОБ СОВМЕЩЕННОЙ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ДЕФОРМАЦИИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038913C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ТРУБ | 1993 |
|
RU2042447C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРЕССОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ | 1995 |
|
RU2100130C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛЫХ ЗАГОТОВОК С НЕОКИСЛЕННОЙ ВНУТРЕННЕЙ ПОВЕРХНОСТЬЮ | 1992 |
|
RU2009003C1 |
| Устройство для безокислительного прессования полых заготовок | 1991 |
|
SU1834732A3 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ | 2005 |
|
RU2284235C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2006 |
|
RU2324595C2 |
| Способ прессования малопластичных металлов и сплавов и инструмент для его осуществления | 1987 |
|
SU1574308A1 |
Сущность: способ прессования заготовок предполагает выдавливание заготовок через отверстие матрицы с одновременным закручиванием пресс-изделия относительно заготовки. Ось пресс-изделия смещают по дуге окружности относительно оси заготовки. Для получения заготовок постоянных поперечных размеров устанавливают постоянным соотношение угловой и линейной скоростей перемещения металла, для получения заготовок переменного поперечного размера по ходу прессования изменяют соотношение угловой и линейной скорости перемещения металла. 1 з. п. ф-лы, 8 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления изделий с криволинейной осью | 1984 |
|
SU1294409A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
