Изобретение относится к обработке металлов давлением и может быть использовано для накопления и выдачи длинномерных профильных заготовок в зону обработки, например в мошиностро- ении для горной промышленности, при изготовлении деталей металлических крепей подготовительных выработок угольных и других шахт.
Цель изобретения - повышение надеж- ности.
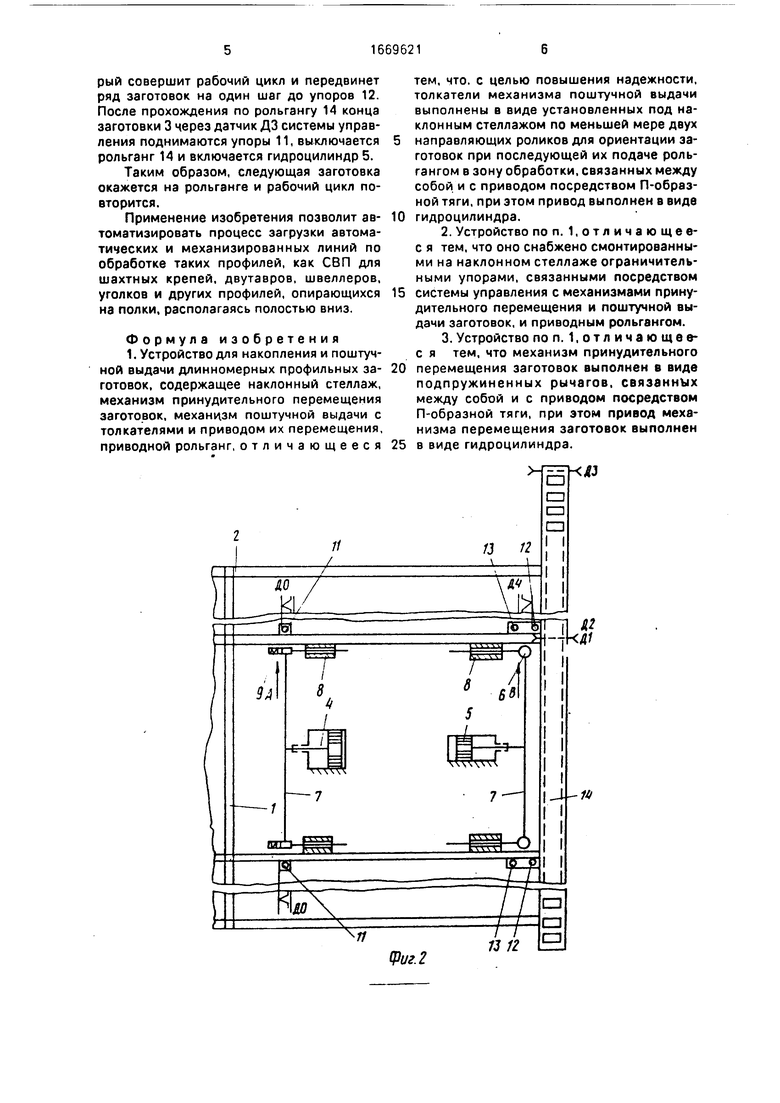
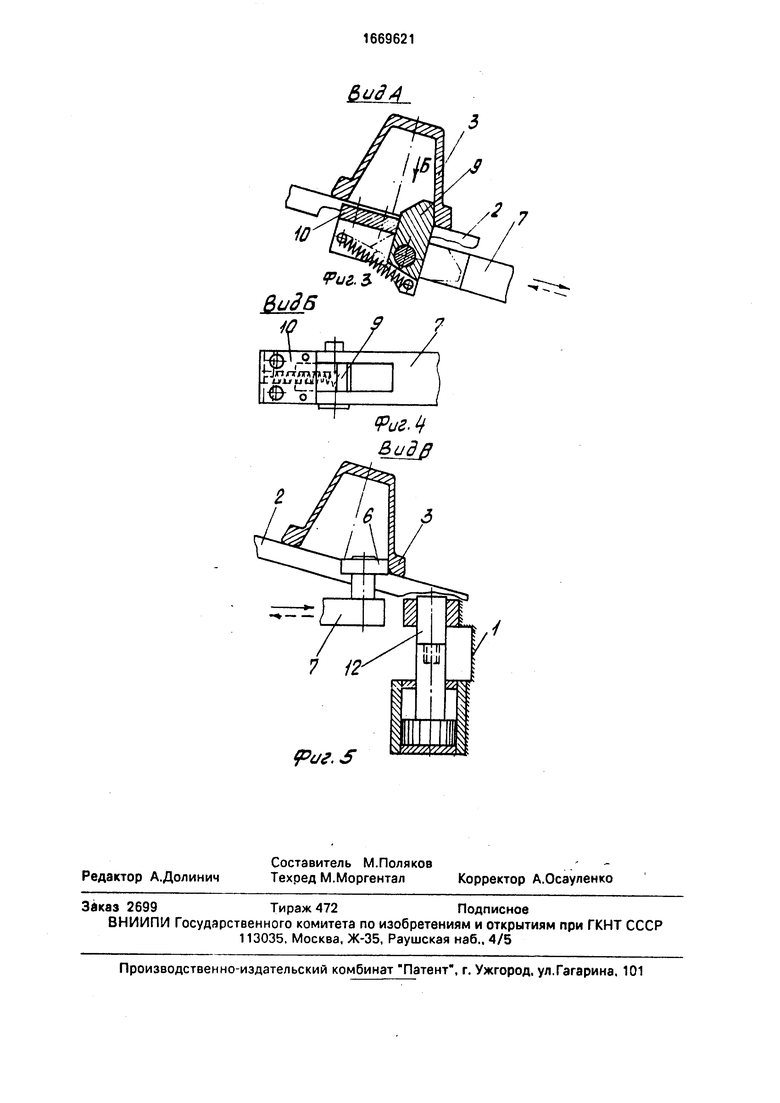
На фиг. 1 изображено предлагаемое устройство, вид спереди; на фиг. 2 - то сверху; на фиг. 3 - вид А на фиг. 2, штыревой подпружиненный захват; на фиг. 4 - вид Б на фиг. 3, штыревой захват; на фиг. 5 - вид В на фиг. 2, штырь с катком.
На основании 1 с наклонным стеллажом 2, на котором располагаются длинномерные заготовки 3, смонтирован параллель- но наклонному стеллажу гидроцилиндр 4 механизма принудительного перемещения заготовок и гидроцилиндр 5 механизма поштучной выдачи заготовок, помещенный таким образом, чтобы направляющий ролик 6 мог входить в полость крайней заготовки 3.0
Гидроцилиндры 4 и 5 соединены с П-об- разными тягами 7, находящимися в направляющих 8 стеллажа 2, на одной из которых смонтированы два подпружиненных рычага 9, поворот которых ограничен упором 10, а на другой - два толкателя, выполненные в виде направляющих роликов 6.
На стеллаже смонтированы по два огра- ничительные упоры 11, 12 и 13, имеющие привод от гидроцилиндров. Упоры 11 взаимодействуют с датчиками ДО, а упоры 12 - с датчиком Д4, наклонные балки стеллажа 2 своей опорной поверхностью примыкают к опорной поверхности приводного рольганга 14, на котором установлены датчики Д1, Д2, ДЗ системы управления.
Устройство работает следующим образом.
Ориентированная на стеллаже 2 заготовка 3 доходит до упоров 11, что фиксируется датчиками ДО. По их команде включается гидроцилиндр 4, который перемещает соответствующую тягу 7 по направляющим 8. При этом подпружиненные рычаги 9, наткнувшись на заготовку 3, поворачиваются и входят в паз тяги 7, сжимая пружину, по выходе за стенку заготовки под воздействием пружины рычаги 9 становятся вертикально, упираясь в упор 10 на штанге. По использовании хода гидроцилиндра 4 системой управления будут опущены упоры 11 и произойдет рабочий ход гидроцилиндра 4, в результате которого заготовка передвинется по стеллажу 2 на ход поршня. В конце рабочего хода поднимутся упоры 11, до них дойдет следующая заготовка 3 и цикл будет повторяться до тех пор, пока заготовка не упрется в упоры 12 и гидроцилиндр 4 датчиком Д4 не выключится.
По команде датчика Д4 системы управления уберутся упоры 12 и выдвинутся упоры 13, войдя в полость предпоследней заготовки и тем самым предохраняют ее от сползания в крайнюю позицию.
При этом включится гидроцилиндр 5, который перемещает соответствующую тягу 7 с роликами 6, которые входят в полость крайней заготовки, передвигая ее на приводной рольганг 14, где она вступит во взаимодействие с датчиком Д1, который системой управления включит рольганг 14 и выдвинет упоры 12. Заготовка 3 перемещается по рольгангу 14 и при этом направляется роликами 6. После прохождения конца заготовки через датчик Д2 последует команда системы управления и поршень гидроцилиндра 5 вернется в исходное положение. При этом выдвинутся упоры 12, уберутся упоры 13 и включится гидроцилиндр 4, который совершит рабочий цикл и передвинет ряд заготовок на один шаг до упоров 12. После прохождения по рольгангу 14 конца заготовки 3 через датчик ДЗ системы управления поднимаются упоры 11, выключается рольганг 14 и включается гидроцилиндр 5.
Таким образом, следующая заготовка окажется на рольганге и рабочий цикл повторится.
Применение изобретения позволит автоматизировать процесс загрузки автоматических и механизированных линий по обработке таких профилей, как СВП для шахтных крепей, двутавров, швеллеров, уголков и других профилей, опирающихся на полки, располагаясь полостью вниз.
Формула изобретения 1. Устройство для накопления и поштучной выдачи длинномерных профильных заготовок, содержащее наклонный стеллаж, механизм принудительного перемещения заготовок, механизм поштучной выдачи с толкателями и приводом их перемещения, приводной рольганг, отличающееся
тем, что. с целью повышения надежности, толкатели механизма поштучной выдачи выполнены в виде установленных под наклонным стеллажом по меньшей мере двух
направляющих роликов для ориентации заготовок при последующей их подаче рольгангом в зону обработки, связанных между собой и с приводом посредством П-образ- ной тяги, при этом привод выполнен в виде
гидроцилиндра.
2.Устройство по п. 1,отличающее- с я тем, что оно снабжено смонтированными на наклонном стеллаже ограничительными упорами, связанными посредством
системы управления с механизмами принудительного перемещения и поштучной выдачи заготовок, и приводным рольгангом.
3.Устройство по п. 1,отличающее- с я тем, что механизм принудительного
перемещения заготовок выполнен в виде подпружиненных рычагов, связанных между собой и с приводом посредством П-образной тяги, при этом привод механизма перемещения заготовок выполнен
в виде гидроцилиндра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Линия резки труб | 1981 |
|
SU1006101A1 |
| Устройство для поштучной выдачи длинномерных цилиндрических изделий | 1989 |
|
SU1782890A1 |
| Автоматическая линия изготовления изогнутых изделий из прутков | 1982 |
|
SU1060271A1 |
| Устройство для поштучной подачи длинномерных цилиндрических заготовок | 1981 |
|
SU1009948A1 |
| Приемно-разборочное устройство для длинномерных заготовок | 1978 |
|
SU770710A1 |
| Устройство для разборки пакета цилиндрического проката | 1990 |
|
SU1766801A1 |
| Устройство для разборки пакета длинномерных цилиндрических изделий | 1989 |
|
SU1787911A1 |
| Линия резки труб | 1991 |
|
SU1785487A3 |
Изобретение относится к обработке металлов давлением и может быть использовано для накопления и выдачи длинномерных профильных заготовок в зону обработки. Цель изобретения - повышение надежности. Накопление заготовок на наклонном стеллаже 2 осуществляется при помощи механизма принудительного перемещения заготовок. По команде системы управления /СУ/ гидроцилиндр 5 механизма поштучной выдачи перемещает посредством П-образной тяги толкатели, выполненные в виде направляющих роликов 6, которые входят в полость крайней заготовки и передвигают ее на приводной рольганг 14. При этом упоры 12 по команде СУ убираются и выдвигаются упоры 13, которые входят в полость предпоследней заготовки, предохраняя ее от сползания. При перемещении заготовки рольгангом 14 она взаимодействует с направляющими роликами 6, которые осуществляют ориентацию заготовки перед входом в зону обработки. После этого толкатели возвращаются в исходное положение, выдвигаются упоры 12, убираются упоры 13 и включается гидроцилиндр 4, который передвигает ряд заготовок по наклонному стеллажу на один шаг, т.е. до упоров 12. Работа всех механизмов устройства осуществляется в автоматическом режиме при помощи СУ. 2 з.п.ф-лы, 5 ил.
7/
Я
Фиг. 2
73 12
6u34
pue.S
7
&ulЈ
| Поточная линия Гонтаря С.П. для изготовления гнутых профилей | 1985 |
|
SU1389912A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
