Изобретение относится к технологии производства строительных материалов, в частности отделочных материалов для стен на полимерной основе.
Известен способ получения отделочного материала для стен - (ПВХ), пенопласта на бумажной основе, путем приготовления пластизольной композиции на основе ПВХ, содержащей пластификатор, стабилизатор, газообразователь, наполнитель, инициатор разложения газообразователя, ее термообработки, в процессе которой происходит желирование и вспенивание с последующим механическим тиснением пенопласта. Однако получаемые по данному способу отделочные материалы являются горючими и характеризуются большой пожароопасностью.
Наиболее близким по технической сущности является способ получения рулонного отделочного материала с рисунком из крошки, включающий нанесение на движущуюся под основу крошки и полимерной массы, уплотнение материала и термообработку. Согласно этому способу подают на конвейер, плотно укладывая в горизонтальной плоскости без взаимного наложения, с помощью подающего и выравнивающего валков, вращающихся в противоположном направлении и установленных с зазором, немного большим толщины крошки. Зазоры между крошкой заполняют заполнителем посредством механизма, способного регулировать высоту заполнения. Заполнитель проходит в направлении толщины листа и подвергается отверждению.
Данный способ позволяет получать покрытия с применением полимерных, например поливинилхлоридных, гранул и заполнением пространства между гранулами композицией ненаполненного ПВХ пластизоля, которые можно использовать в большей степени как покрытия пола с верхним слоем поливинилхлоридной композиции с мозаичным рисунком из полимерных гранул.
Однако получение отделочного материала для стен с применением минеральных гранул (крошки) по данному способу невозможно, так как нанесение полимерной массы поверх минеральной крошки уменьшит огнестойкость материала и ухудшит его декоративные свойства.
Целью изобретения является повышение огнестойкости отделочного материала для стен, уменьшение расхода полимерной массы, упрощение технологического процесса и расширение ассортимента выпускаемой продукции, путем использования минеральной крошки из природных камней (гранит, мрамор, вермикулит, стекло и т. п. ).
Эта цель достигается тем, что в способе получения рулонного отделочного материала из крошки, включающем нанесение на движущуюся подоснову крошки и полимерной массы, уплотнение материала и термообработку крошки используют минеральную размером 0,5-4,0 мм в качестве полимерной массы - поливинилхлоридную пластизольную композицию, содержащую вспенивающий агент в количестве 1,0-3,0 мас. ч. на 100 мас. ч. поливинилхлорида, при этом сначала на подоснову наносят слой полимерной массы и осуществляют термообработку в интервале температур гелеобразования полимерной массы, затем наносят минеральную крошку и осуществляют еще одну предварительную термообработку при той же температуре, материал уплотняют и осуществляют окончательную термообработку со вспениванием полимерной массы в интервале температур разложения вспенивающего агента.
Нанесение слоя минеральной крошки по предлагаемому способу осуществляют с помощью дозирующего устройства, состоящего из бункера, калибрующего вала и транспортера-питателя.
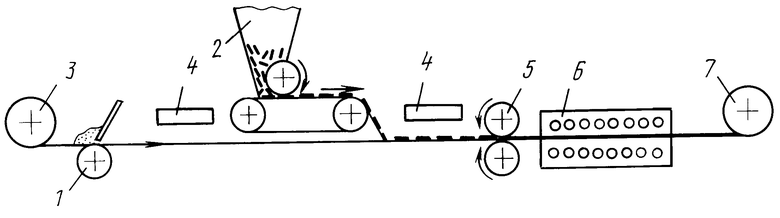
Предлагаемый способ иллюстрируется чертежом.
Способ осуществляют следующим образом: сначала смешением готовят пластизольную композицию (полимерную массу), состоящую из эмульсионного поливинилхлорида, пластификатора, наполнителя (обычно мел или гидрат окиси алюминия), стабилизатора и вспенивающего агента (обычно азодикарбонамид - порофор ЧХЗ-21), активатора разложения порофора (окись цинка или двуокись титана). Композицию подают насосом на насосное устройство. Крошку минерального камня обычно размером 0,5-4,0 мм (гранита, мрамора, обожженного перлита, вермикулита, слюды) различного цвета также предварительно смешивают между собой и подают в бункер 2.
На основу 3 наносят слой поливинилхлоридной пасты толщиной 0,4-0,8 мм, проводят его предварительную термообработку, например, с помощью инфракрасного нагревателя, затем - с помощью специального дозирующего устройства, состоящего из бункера, калибрующего валка и транспортера-питателя, наносят слой минеральной крошки, проводят предварительную термообработку с помощью инфракрасного нагревателя 4, уплотняют материал с помощью валкового прикатного устройства 5 и проводят окончательную термообработку в термокамере 6, при этом полимерная масса вспенивается, прочно закрепляя минеральную крошку; далее после охлаждения материала холодным воздухом он наматывается в рулон на намоточном устройстве 7.
П р и м е р 1. В смеситель загружают 100,0 мас. ч. эмульсионного поливинилхлорида, 30 мас. ч. диоктилфталата (ДОФ), 25,0 мас. ч. диалкилфенилфосфота (ДАФФ), 60,0 мас. ч. мела, 2,5 мас. ч. порофора ЧХЗ-21 (предварительно перетертого с ДОФ в соотношении 1: 1), 2,0 мас. ч. стабилизатора барий-кадмия стеариновокислого и производят смешение указанных компонентов в течение 30 мин.
Далее на основу - нетканое клееное полотно, наносят на наносном устройстве приготовленную полимерную массу толщиной 0,4 мм и производят ее предварительную термообработку, пропуская полотно под инфракрасным нагревателем; наносят слой минеральной крошки с помощью дозирующего устройства, состоящего из бункера, калибрующего валка и транспортера-питателя, при этом устанавливают такое соотношение скоростей ленточного питателя и движения полотна, чтобы минеральная крошка укладывалась в один слой.
Производят предварительную термообработку полотна, пропуская его под инфракрасным нагревателем для схватывания крошки и полимерной массы, уплотняют материал на устройстве прикаточном и производят термообработку материала в термокамере и вспенивают при 180оС. Скорость движения полотна составляет 5 м/мин. Далее после охлаждения материала холодным воздухом производят намотку отделочного материала.
П р и м е р 2. В смеситель загружают 70,0 мас. ч. эмульсионного поливинилхлорида, 30,0 мас. ч. микросуспензионного поливинилхлорида, 52,0 мас. ч. диоктиладипината (ДОА), 60,0 мас. ч. гидрата окиси алюминия, 2,2 мас. ч. порофора ЧХЗ-21 (предварительно перетертого с ДОА в соотношении 1: 1), 2,0 мас. ч. стабилизатора барий-кадмий стериановокислого, и производят смешение указанных компонентов в течение 30 мин. Далее на основу - ткань типа миткаль, наносят на наносном устройстве приготовленную полимерную массу толщиной 0,6 мм и производят ее предварительную термообработку, пропуская полотно под инфракрасным нагревателем; наносят слой разноцветной минеральной крошки (размера 2-4 мм) мраморной и кварцевой в соотношении 2: 1, предварительно перемешанной между собой, с помощью дозирующего устройства, состоящего из бункера, калибрующего валка и транспортера-питателя; при этом устанавливают такое соотношение скоростей ленточного питателя и движения полотна материала, чтобы минеральная крошка укладывалась в один слой. Производят предварительную термообработку полотна, пропуская его под инфракрасным нагревателем для схватывания крошки и полимерной массы, уплотняют материал на прикаточном устройстве и производят термообработку материала в термокамере при температуре 170оС. Скорость движения полотна составляет 4,5 м/мин. Далее после охлаждения материала холодным воздухом производят намотку отделочного материала.
П р и м е р 3. В смеситель загружают 100,0 мас. ч. эмульсионного поливинилхлорида, 33,0 мас. ч. диоктиладипината (ДОА), 20,0 мас. ч. полимеризационного олигоэфиракрилата ТГМ-3, 0,4 мас. ч. инициатора полимеризации перекиси бензоила, 60,0 мас. ч. гидрата окиси алюминия, 2,4 мас. ч. порофора ЧХЗ-21 (предварительно перетертого с ДОА в соотношении 1: 1), 2,0 мас. ч. стабилизатора барий-кадмия стеариновокислого и производят смешение указанных компонентов в течение 30 мин. Далее на основу - стеклохолост, развесом 45 г/м2 наносят на наносном устройстве приготовленную полимерную массу толщиной 0,5 мм и производят ее предварительную термообработку, пропуская полотно под инфракрасным нагревателем; наносят слой разноцветной минеральной крошки, полученной предварительным смешением крошки обожженного перлита, вермикулита, мраморной крошки в соотношении 1: 1: 1 с помощью дозирующего устройства, состоящего из бункера, калибрующего валка и транспортера-питателя; при этом устанавливается такое соотношение скоростей ленточного питателя и движущегося полотна материала, чтобы минеральная крошка укладывалась в один слой. Производят предварительную термообработку полотна, пропуская его под инфракрасным нагревателем для скватывания кромки и полимерной массы, уплотняют материал на прикаточном устройстве и производят термообработку материала в термокамере при 170оС. Скорость движения полотна составляет 6,5 м/мин. Далее, после охлаждения материала холодным воздухом, производят намотку отделочного материала.
П р и м е р 4 (для сравнения). Получение отделочного материала для стен с рисунком из минеральной крошки по способу, описанному в прототипе.
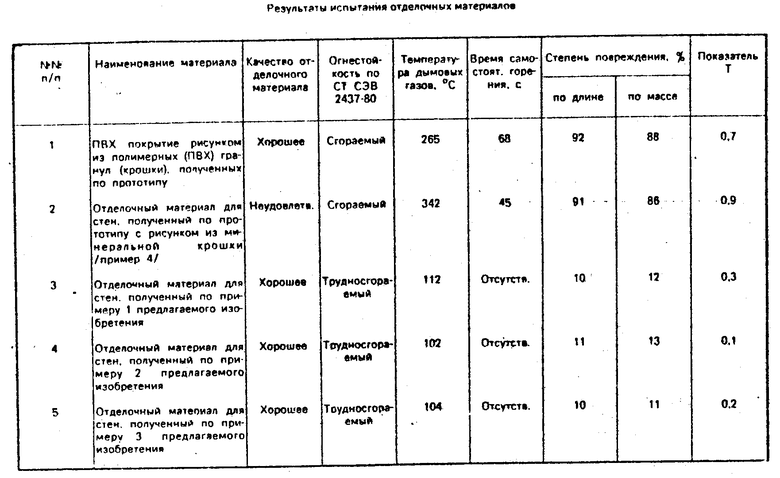
Полученные по предложенному способу материалы были испытаны на огнестойкость по СТ. СЭВ 2437-80, а также были определены их санитарно-химические свойства по ГОСТу 26150-84. Результаты испытаний приведены в таблице. (56) Авторское свидетельство СССР N 802327, кл. C 08 L 27/06, 1979.
Заявка Японии N 60-32578, кл. C 29 D 7/00, 1985.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНОЕ РУЛОННОЕ ПОЛИМЕРНОЕ ПОКРЫТИЕ ПОЛА | 2003 |
|
RU2247802C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВИНИЛИСКОЖИ | 2001 |
|
RU2202667C2 |
| Способ получения пенопласта | 1980 |
|
SU937478A1 |
| Способ изготовления линолеума | 1986 |
|
SU1328416A1 |
| Линия для производства промазным способом рулонных отделочных строительных материалов | 1980 |
|
SU869834A1 |
| Слоистый материал для покрытия стен и полов | 1989 |
|
SU1766709A1 |
| ТЕПЛОЗВУКОИЗОЛЯЦИОННЫЙ ЛИНОЛЕУМ | 1991 |
|
RU2021404C1 |
| Линия "Контакт-3" для производства линолеума | 1989 |
|
SU1684376A1 |
| Декоративный пеноматериал | 1989 |
|
SU1754467A1 |
| Способ получения линолеума | 1989 |
|
SU1659553A1 |
Изобретение относится к строительным материалам, а именно к рулонным отделочным материалам для стен на полимерной основе с рисунком из крошки. Полимерную массу наносят на подоснову, осуществляют предварительную термообработку, с помощью дозирующего устройства наносят минеральную крошку и осуществляют еще одну предварительную термообработку, материал уплотняют и проводят окончательную термообработку и вспенивание полимерной массы. 1 ил.
СПОСОБ ПОЛУЧЕНИЯ РУЛОННОГО ОТДЕЛОЧНОГО МАТЕРИАЛА С РИСУНКОМ ИЗ КРОШКИ, включающий нанесение на движущуюся подоснову крошки и полимерной массы, уплотнение материала и термообработку, отличающийся тем, что, с целью повышения огнестойкости, уменьшения расхода полимерной массы, упрощения технологического процесса и расширения ассортимента выпускаемой продукции, в качестве крошки используют минеральную размером 0,5 - 4,0 мм, а в качестве полимерной массы - поливинилхлоридную пластизольную композицию, содержащую вспенивающий агент в количестве 1,0 - 3,0 мас. ч. на 100 мас. ч. поливинилхлорида, при этом сначала на подоснову наносят слой полимерной массы и осуществляют термообработку в интервале температур гелеобразования полимерной массы, затем наносят минеральную крошку и осуществляют еще одну предварительную термообработку при той же температуре, материал уплотняют и осуществляют окончательную термообработку со вспениванием полимерной массы в интервале температур разложения вспенивающего агента.
