Изобретение относится к способу и оборудованию для изготовления труб из ориентированного пластика, в особенности к изготовлению труб, подвергнутых растяжению (вытягиванию) как в радиальном, так и в аксиальном направлениях для ориентирования вещества в направлении растяжения и улучшения его механических свойств.
В международной патентной заявке N WO 90/02644 раскрыт способ изготовления термопластичных труб, например, из непластифицированного поливинилхлорида (не-ПВХ), который характеризуется высокой степенью круговой ориентации, что улучшает такие свойства, как устойчивость к кольцевым напряжениям, и делает трубы особенно пригодными для перекачки воды под давлением. Способ, описанный в патентной заявке, включает в себя:
- экструдирование трубы из пластикового материала;
- температурное кондиционирование экструдированной трубы для приведения ее к температуре, пригодной для расширения;
- поперечное растяжение трубы путем приложения внутреннего давления к трубе, выходной конец которой закрыт заглушкой, которая является надувной или, в любом случае, способной расширяться, дабы поддерживать давление внутри зоны расширения; и
- охлаждение расширенной трубы, для фиксации ее новой формы после поперечного растяжения.
Для протягивания трубы через эту технологическую линию предусмотрены первый вытягивающий трактор, находящийся перед зоной температурного кондиционирования, и еще один вытягивающий трактор, находящийся после зон расширения и охлаждения. Аксиальное вытягивание продукта может иметь место, если выходной трактор работает на более высокой скорости вытягивания, чем первый.
Известен также способ непрерывного изготовления трубы из ориентированного пластика, включающий этапы экструдирования, температурного кондиционирования, аксиального вытягивания трубы между первым и вторым вытягивающими средствами, поперечного расширения и охлаждения (DE N 2357210, кл. В 29 D 23/04, 1974).
Из этого же патента известна технологическая линия для непрерывного изготовления трубы из ориентированного пластика, содержащая экструдер для экструдирования трубы, средство температурного кондиционирования для приведения трубы к температуре, пригодной для расширения, первое и второе вытягивающие средства, служащие для аксиального вытягивания трубы, средство расширения для увеличения диаметра экструдированной трубы и средство охлаждения для закрепления формы трубы, причем первое вытягивающее средство расположено перед средством расширения.
Однако управляемость таким процессом контролируемого аксиального вытягивания трубы является недостаточной. Кроме того, для поперечного растяжения трубы требуются большое давление и аксиальная нагрузка.
Задачей настоящего изобретения является создание такого способа непрерывного изготовления трубы из ориентированного пластика и технологической линии для его осуществления, который устраняет вышеуказанные недостатки и увеличивает стабильность и управляемость процесса.
Были предложены и другие процессы, в которых увеличение диаметра достигается протаскиванием трубы через твердую оправку. Данное изобретение применимо и к такому процессу.
Поставленная задача достигается тем, что в способе непрерывного изготовления трубы из ориентированного пластика, включающем этапы экструдирования, температурного кондиционирования, аксиального вытягивания трубы между первым и вторым вытягивающим средствами, поперечного расширения и охлаждения, аксиальное вытягивание трубы между первым и вторым средствами осуществляют перед ее поперечным расширением, причем первое вытягивающее средство расположено перед зоной температурного кондиционирования, а второе вытягивающее средство расположено между зоной температурного кондиционирования и зоной расширения.
Аксиальное вытягивание можно осуществлять, по крайней мере, до окончания этапа температурного кондиционирования, либо одновременно с, по крайней мере, частью этапа температурного кондиционирования.
Целесообразно осуществлять этап температурного кондиционирования в зоне температурного кондиционирования.
В области второго вытягивающего средства труба может поддерживаться изнутри.
Возможно осуществление дополнительного аксиального вытягивания между вторым вытягивающим средством и дополнительным вытягивающим средством, расположенным после участков расширения и охлаждения.
Расширение можно осуществлять путем внутреннего гидростатического давления, поддерживаемого между входной и выходной заглушками, находящимися внутри трубы, причем выходная заглушка может увеличиваться в диаметре, а входная заглушка может обеспечивать внутреннюю поддержку участка трубы, контактирующего со вторым вытягивающим средством.
Поставленная задача достигается также тем, что в технологической линии для непрерывного изготовления трубы из ориентированного пластика, содержащей экструдер для экструдирования трубы, средство температурного кондиционирования для приведения трубы к температуре, пригодной для расширения, первое и второе вытягивающие средства, служащие для аксиального вытягивания трубы, средство расширения для увеличения диаметра экструдированной трубы и средство охлаждения для закрепления формы трубы, причем первое вытягивающее средство расположено перед средством расширения, второе вытягивающее средство расположено перед средством расширения, причем первое и второе вытягивающие средства предназначены для аксиального вытягивания трубы до того, как она подвергнется поперечному расширению, при этом первое вытягивающее средство расположено перед зоной температурного кондиционирования, а второе вытягивающее средство расположено между зоной температурного кондиционирования и зоной расширения.
Целесообразно, чтобы для дополнительного аксиального вытягивания трубы после средств расширения и охлаждения было установлено дополнительное вытягивающее средство.
Термин "вытягивающее средство" в данном контексте следует понимать как относящееся к средствам, которые охватывают трубу и регулируют аксиальную скорость трубы.
Нижеследующие преимущественные варианты осуществления описаны со ссылкой на чертежи, на которых
фиг. 1 представляет собой общую схему способа изготовления и расширения трубы; и
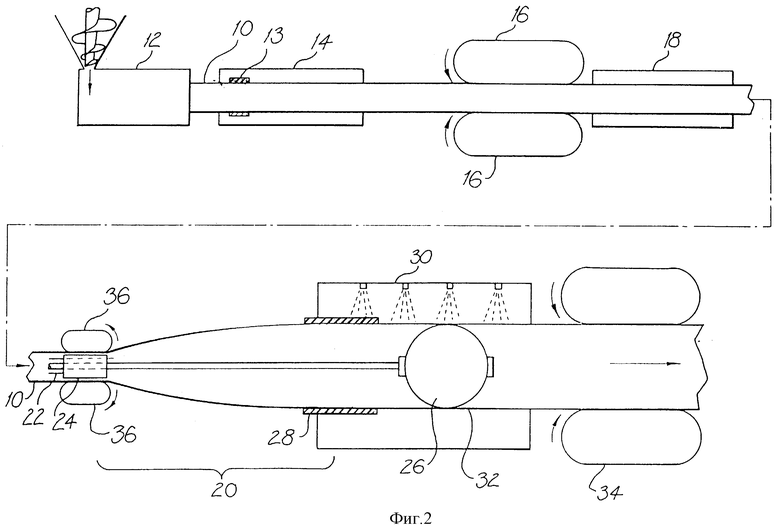
фиг. 2 представляет собой общую схему альтернативного варианта осуществления изобретения.
Согласно фиг. 1 пластиковая труба 10 выдавливается экструдером 12 и доводится до нужного диаметра с помощью калибровочного устройства, например калибровочного патрубка 13, находящегося внутри распылительного резервуара первичного охлаждения 14. Труба 10 вытягивается из экструдера посредством первого вытягивающего трактора 16.
Затем труба 10 поступает в зону температурного кондиционирования 18, в которой труба контактирует со средой, передающей тепло, например, с водой, чтобы достичь необходимого температурного профиля по всей окружности стенки трубы, при котором последующее поперечное растяжение трубы вызовет ориентацию полимерных молекул, главным образом, в круговом направлении. Такая ориентация приводит к улучшению физических свойств трубы, в особенности к возрастанию устойчивости к кольцевым напряжениям. Затем труба входит в зону расширения 20, находящуюся между двумя заглушками 24 и 26, удерживаемыми внутри трубы посредством вспомогательной трубки 22, задний конец которой соединен через головку экструдера с ограничителем нагрузки (не показан).
Первой заглушке 24 - входной заглушке относительно направления движения трубы 10 придан такой размер, чтобы она плотно перекрывала нерасширенную трубу 10. Ряд контрольных валиков 25, охватывающих трубу по окружности, плотно прижимают ее стенки к заглушке 24, так чтобы создать уплотнение, достаточное для поддержания давления в зоне расширения.
В изображенном варианте осуществления производится такое управление контрольными валиками 25, чтобы они задавали скорость, с которой труба поступает в зону расширения. Эта скорость выше скорости первого вытягивающего трактора 16, что вызывает контролируемое аксиальное вытягивание трубы до и/или в зоне температурного кондиционирования. В альтернативных вариантах осуществления контрольные валики 25 могут вращаться свободно, а на выходном конце зоны температурного кондиционирования может быть дополнительно установлено отдельное вытягивающее средство, к примеру, аналогичное вытягивающему трактору 16, или же вытягиватель 36 может заменять валики 25 на входном конце зоны расширения, там где входная заглушка поддерживает трубу изнутри (см. фиг. 2).
Достижение управляемого аксиального вытягивания стенок трубы перед зоной расширения дает определенные преимущества. Прежде всего, утончение стенок трубы, имеющее место вследствие аксиального вытягивания, делает температурное кондиционирование более эффективным, так что перед этапом расширения можно добиться большей равномерности распределения температуры и/или можно сделать зону температурного кондиционирования более короткой.
Утончение стенок трубы перед расширением приводит к тому, что для поперечного растяжения трубы требуются меньшие давление и аксиальная нагрузка, что увеличивает стабильность и управляемость процесса. К тому же, благодаря второму вытягивающему средству вещество подается в зону расширения с постоянной скоростью, что еще больше увеличивает стабильность и управляемость.
Вышеописанные преимущества применимы и к твердым оправкам, и к другим средствам поперечного растяжения, и настоящее изобретение также применимо к подобным технологиям. Кроме того, аксиальное вытягивание можно использовать для ориентации волокон или иных частиц (например, вытянутых наполнителей) в стенках трубы как дополнительно, так и альтернативно к созданию аксиальной молекулярной ориентации полимерного материала.
Выходная заглушка 26 является надувной, так что ее диаметр можно изменять от нерасширенного состояния до расширенного состояния, чтобы начать процесс. Заглушка 26 надувается настолько, чтобы поддерживать давление в зоне расширения и в то же время позволять некоторому количеству расширяющей текучей среды протекать через заглушку и смазывать заглушку внутри движущейся трубы. Вспомогательная трубка 22 снабжена парой концентрических патрубков, один из которых выступает вперед, подавая надувающую текучую среду, например воздух, к выходной заглушке 26, а другой подает расширяющую текучую среду, предпочтительно горячую воду, к входной заглушке, откуда она поступает в зону расширения через выпуски 27.
Между двумя заглушками пластиковая труба 10 претерпевает расширение в радиальном направлении под действием внутреннего давления при отсутствии внешнего ограничения. Ближе к выходному концу зоны расширения установлены калибровочный патрубок 28 или иное калибровочное устройство и охлаждающий распылительный резервуар 30 для фиксации окончательного диаметра расширенной трубы 32. Вслед за ним стоит вытягивающий трактор 34, который может быть установлен на более высокую скорость по сравнению со вторым вытягивающим средством 25, если нужно создать в зоне расширения дополнительную аксиальную ориентацию трубы, а также резательное оборудование (не показано).
Практически, некоторая аксиальная ориентация трубы обычно возникает в зоне расширения под действием аксиальной силы, приложенной к расширенной трубе 32 со стороны оконечного трактора 34. Эта аксиальная сила требуется для того, чтобы уравновесить аксиальную силу, действующую на трубу в противоположном направлении и вызванную давлением расширяющей текучей среды в зоне расширения 20.
Среднее аксиальное вытягивание трубы по всей технологической линии определено отношением первого и оконечного вытягивающих тракторов. Аксиальное вытягивание может иметь место как в самой зоне расширения, так и в предшествующей ей зоне между первым вытягивателем 16 и приводными валиками 25. После зоны расширения никакого аксиального вытягивания, по существу, не наблюдается, поскольку там труба уже охлаждена. Таким образом, в любой момент сумма аксиальных вытягиваний, имеющих место в зоне расширения и в предшествующей ей зоне, равна вытяжному отношению между первым и оконечным тракторами и потому постоянна.
Настоящее изобретение дает возможность непосредственно контролировать величину аксиального вытягивания в каждой зоне. Обнаружено, что это важно как для качества продукции, так и для самого хода процесса производства.
Для специалиста совершенно ясно, что помимо вышеописанных частных случаев осуществления данного изобретения настоящее изобретение можно реализовать и другими специфическими способами, не отклоняясь при этом от его основных особенностей. Поэтому вышеприведенные варианты осуществления и примеры следует рассматривать как иллюстрацию, но не как ограничение; границы изобретения точнее, чем в вышеприведенном описании, обозначены в формуле, которая предполагает включение в себя любых изменений, не меняющих ее существа и находящихся в объеме изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ПРИ ИЗГОТОВЛЕНИИ ТРУБ ИЗ ОРИЕНТИРОВАННОГО ПЛАСТИКА | 1996 |
|
RU2160183C2 |
| КАЛИБРОВОЧНОЕ УСТРОЙСТВО | 1996 |
|
RU2171180C2 |
| ПЛАСТИКОВАЯ ТРУБА, ОРИЕНТИРОВАННАЯ ПО ОКРУЖНОСТИ ИЛИ ПО ДВУМ ОСЯМ, И СПОСОБ ЕЕ ФОРМОВАНИЯ | 1991 |
|
RU2037081C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ОРИЕНТАЦИИ ПЛАСТМАССОВЫХ ТРУБ | 2004 |
|
RU2321493C2 |
| СПОСОБ ОБРАЗОВАНИЯ РАСТРУБА НА ТРУБЕ | 1996 |
|
RU2177878C2 |
| ТРУБЧАТОЕ ИЗДЕЛИЕ, УСТРОЙСТВО И СПОСОБ ЭКСТРУДИРОВАНИЯ | 1996 |
|
RU2178354C2 |
| ТРУБА | 1996 |
|
RU2164318C2 |
| СОЭКСТРУДИРОВАННАЯ МНОГОСЛОЙНАЯ ПЛАСТМАССОВАЯ ТРУБА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1996 |
|
RU2157939C1 |
| РАСШИРЯЕМАЯ ЗАГЛУШКА И СПОСОБ РЕГУЛИРОВАНИЯ | 1994 |
|
RU2141601C1 |
| СОЕДИНЕНИЕ ДЛЯ ТРУБ (ВАРИАНТЫ) И СПОСОБ ЕГО ОБРАЗОВАНИЯ (ВАРИАНТЫ) | 1997 |
|
RU2187034C2 |
Изобретение относится к способу и оборудованию для изготовления труб из ориентированного пластика, в частности к изготовлению труб, подвергнутых растяжению как в радиальном, так и в аксиальном направлениях для ориентации материала в направлении растяжения и улучшения его механических свойств. Способ включает этапы экструдирования, температурного кондиционирования, аксиального вытягивания трубы между первым и вторым вытягивающими средствами, поперечного расширения и охлаждения. Аксиальное вытягивание трубы осуществляют перед ее поперечным расширением. При этом первое вытягивающее средство расположено перед зоной температурного кондиционирования. Второе вытягивающее средство расположено между зоной температурного кондиционирования и зоной расширения. Описана также технологическая линия для непрерывного изготовления трубы. Изобретение позволяет повысить стабильность и управляемость процесса. 2 с. и 9 з.п. ф-лы, 2 ил.
| ГИРОСКОПИЧЕСКОЕ УСТРОЙСТВО | 2008 |
|
RU2357210C1 |
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| Вертикальная роликовая мельница | 1986 |
|
SU1456222A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАМУТНЁННОГО НАПИТКА | 2002 |
|
RU2207793C1 |
| Устройство для пайки заготовок дисковых пил с режущими пластинами с нагревом паяемых элементов методом сопротивления | 1987 |
|
SU1440651A1 |
| DE 3511371 A1, 09.10.1986 | |||
| Способ приготовления сернистого красителя защитного цвета | 1921 |
|
SU84A1 |
| Способ изготовления труб из пластмассы | 1973 |
|
SU540557A3 |

