Изобретение относится к станкостроению и может быть использовано в модулях ГПС для механической обработки в условиях безлюдной технологии, в частности для наладки на размер расточной борштанги на станках с ЧПУ.
Целью изобретения является повышение точности настройки на станке расточной борштанги по диаметру за счет учета несоосности оси шпинделя и борштанги.
Способ автоматической настройки расточной борштанги на станке с ЧПУ реализуется следующим образом.
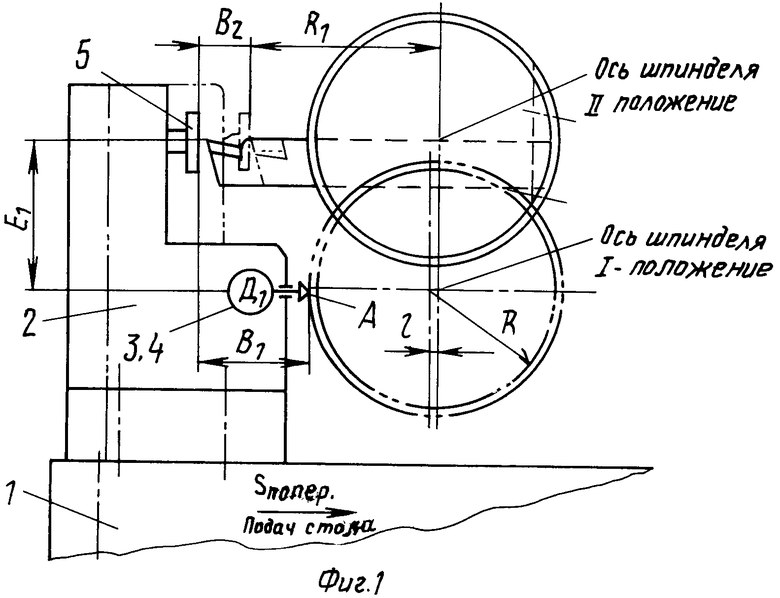
Устройство автоматической настройки расточной борштанги устанавливается на край стола обрабатывающего центра и закрепляется неподвижно на столе станка так, чтобы оно не мешало механической обработке и установке детали на столе станка. После установки расточной борштанги в шпинделе станка устройство со столом передвигается в направлении шпинделя по точно установленным координатам. Когда контактный датчик, который установлен в устройстве, касается цилиндрической базовой поверхности борштанги в точке А (базовая цилиндрическая поверхность получается при изготовлении борштанги с большой точностью на округлость с радиусом R, а точка А соответствует месту выхода инструмента из борштанги), стол останавливается на расстоянии В1 от точки А до неподвижного упора, который также находится в устройстве выше датчика. Затем вторым датчиком, находящимся рядом с первым датчиком в устройстве, на одном обороте шпинделя определяют несоосность оси симметрии базовой цилиндрической поверхности и оси вращения этой поверхности, т. е. несоосность оси борштанги и шпинделя. Полученные данные поступают через АЦП на систему управления ЧПУ и по подпрограмме для настройки расточного резца вычисляют величину хода стола В2 по формуле
B2= (B1+ R - e) -  , (1) где В1 - расстояние от вершины контактного датчика до упора;
, (1) где В1 - расстояние от вершины контактного датчика до упора;
D - диаметр получаемого отверстия при механической обработке;
R - радиус базовой цилиндрической поверхности;
е - несоосность оси шпинделя и борштанги, которая определяется по формуле
e =  , (2) где d1 - расстояние от второго датчика до точки А;
, (2) где d1 - расстояние от второго датчика до точки А;
d2 - расстояние от этого датчика до противоположного точке А при половине оборота шпинделя. После этого шпиндель поднимается вверх до уровня упора, который установлен в устройстве, т. е. на величину Е1, инструмент освобождается от зажима в борштанге и принимает крайнее положение с помощью пружины, вершина резца почти доходит до упора, затем стол передвигается в поперечном направлении в сторону шпинделя, и инструмент заходит в борштангу под нажимом упора на величину В2, стол останавливается, и инструмент закрепляется зажимным механизмом в борштанге. Таким образом, расточная борштанга будет настроена по диаметру D на станке. Диапазон вылета резца в борштанге зависит от диаметра самой борштанги, т. е. для различных по диаметру борштанг ход регулировки инструмента в борштанге будет различный.
На фиг. 1 представлена схема наладки расточной борштанги на станке с ЧПУ, вид спереди, R1 =  ; на фиг. 2 - вид сверху.
; на фиг. 2 - вид сверху.
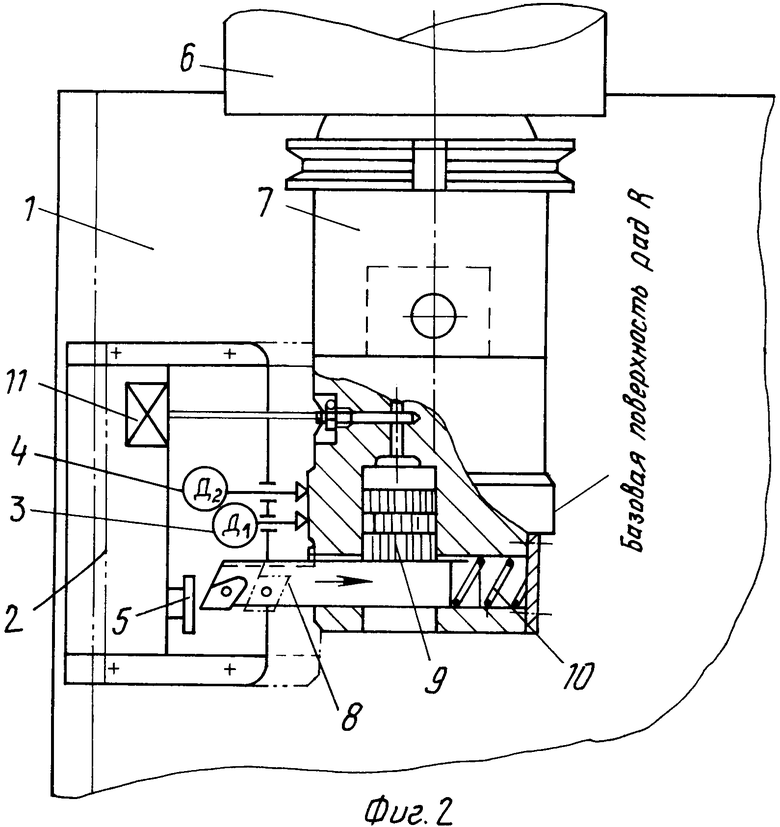
На столе станка 1 закреплено устройство автоматической наладки 2. В устройстве 2 установлен контактный датчик 3 и рядом бесконтактный датчик 4 и выше датчика упор 5. В шпинделе 6 установлена борштанга 7, в которой находится инструмент 8, закрепленный в борштанге 7 зажимным механизмом (пневмоцилиндром 9), а за инструментом в борштанге установлена пружина 10. В устройстве 2 установлен также механизм для выпуска и запуска воздуха 11.
Устройство работает следующим образом.
Устройство 2 закрепляют на краю стола 1 станка так, чтобы оно не мешало механической обработке. После установки расточной борштанги 7 в шпинделе 6, с помощью программного управления устройство 2 со столом 1 передвигается в поперечном направлении в сторону шпинделя 6 по установленным координатам и когда контактный датчик 3 касается борштанги 7 в точке А, стол останавливается и получаем расстояние В1 от точки А до упора 5. Затем на одном обороте шпинделя 6 бесконтактным датчиком 4 определяют расстояние до точки А и расстояние до точки, противоположной точке А на базовой цилиндрической поверхности, эти величины через АЦП передают на систему управления ЧПУ и по формуле (2) определяют несоосность оси шпинделя 6 и борштанги 7, далее по формуле (1) определяют величину В2. Затем шпиндель 6 поднимается строго вверх до уровня упора 5, т. е. на величину Е1, и инструмент 8 освобождается от зажима 9 и с помощью пружины 10 он достигает крайнего положения в борштанге 7, т. е. вершина инструмента 8 доходит до упора 5, затем устройство со столом 1 перемещается в поперечном направлении в сторону шпинделя 6, и инструмент 8 заходит в борштангу 7 под нажимом упора 5. После перемещения стола на величину В2 он останавливается, и инструмент 8 закрепляется зажимным механизмом 9, таким образом расточная борштанга 7 налажена на размер обработки отверстия по диаметру D.
Применение указанного способа наладки расточного инструмента значительно сокращает время наладки расточной борштанги, а также повышает точность настройки и эффективность использования на разных диаметрах обработки расточной борштанги, т. е. без смены борштанги ее можно быстро переналаживать на другой диаметр обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
| Способ ориентации шатуна на расточном станке | 1991 |
|
SU1816561A1 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ ОТНОСИТЕЛЬНОГО ПОЛОЖЕНИЯ И ЖЕСТКОСТИ ИНСТРУМЕНТАЛЬНОЙ ОСНАСТКИ В РАСТОЧНЫХ ОПЕРАЦИЯХ ПО ПОКАЗАТЕЛЯМ ТОЧНОСТИ ОБРАБОТАННЫХ ДЕТАЛЕЙ | 2011 |
|
RU2496611C2 |
| Резцовая наладка для расточки и подрезки торцов | 1987 |
|
SU1496933A2 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| Устройство для обработки отверстий | 1984 |
|
SU1230755A1 |
| Способ аттестации индикатора детали для размерной настройки сверлильно-фрезерно-расточных станков с ЧПУ и устройство для его осуществления | 1987 |
|
SU1521562A1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК КОЛЕЦ С ДВУМЯ СООСНЫМИ РАЗНОНАПРАВЛЕННЫМИ КОНИЧЕСКИМИ ОТВЕРСТИЯМИ И УСТРОЙСТВО ДЛЯ РАСТОЧКИ | 2006 |
|
RU2323066C2 |
| Способ изготовления внутреннего отверстия в трубе при помощи расточного устройства | 2024 |
|
RU2839745C1 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179091C1 |
Использование: станкостроение, в условиях безлюдной технологии, в частности для наладки и контроля положения расточной борштанги на станках с ЧПУ. Сущность: устройство для настройки расточной борштанги закрепляют непосредственно механической обработке. С помощью контактного датчика, который установлен в устройстве, определяют расстояние от точки, которая находится на борштанге на базовой цилиндрической поверхности, до упора, который также установлен в устройстве. Далее с помощью бесконтактного датчика, который находится в устройстве рядом с первым датчиком, определяют несоосность оси борштанги и шпинделя. Затем определяют величину хода стола. Далее шпиндель поднимается строго вверх до уровня упора, а зажимной механизм в борштанге освобождает инструмент и с помощью пружины принимает крайнее положение в борштанге. Затем упор с устройством и столом передвигается на величину хода стола в поперечном направлении к борштанге, инструмент заходит в борштангу под нажимом упора, стол останавливается, и зажимным механизмом инструмент закрепляется в борштанге на нужном размере. 2 с. п. ф-лы, 2 ил.
