Изобретение относится к литейному производству, в частности к литью намораживанием с использованием вакуумно-пленочной формовки (ВПФ).
Известен способ получения непрерывной полосы намораживанием слоя металла на вращающийся валок с перфорированным ободом, облицованным слоем огнеупорного песка методом ВПФ (прототип).
Однако, использовать этот способ для литья тонкостенных полых отливок (например, типа емкостей, ванн, баллонов, корпусов лодок) не представляется возможным.
Целью изобретения является расширение возможностей технологического процесса намораживания.
Указанная цель достигается тем, что в способе получения полых тонкостенных отливок, при котором каркас с перфорированной периферией облицовывают слоем огнеупорного песка по методу ВПФ, намораживают на песок слой металла и удаляют отливку, каркас с перфорированной периферией, облицованный слоем огнеупорного песка, применяют в качестве стержня, на который намораживают металл, а отливку освобождают, разрушая песчаную облицовку.
Металл могут намораживать на стержень послойно, причем затравкой для каждого последующего слоя служит предыдущий. Перед намораживанием последующего слоя предыдущий слой могут охлаждать потоком газа.
Для намораживания могут применять стержень в виде полуформы, выполненной по методу ВПФ.
Предложенный способ обеспечивает выполнение цели, так как позволяет намораживать на поверхности стержня слой металла (например, чугуна, при его ускоренном затвердевании до толщины 6-8 мм, как это указано в описании заявки-прототипа). На обычный песчаный стержень практически нельзя наморозить металл, так как кварцевый песок не смачивается расплавом, многих металлов. Однако, при использовании технологии ВПФ при сжигании металлом синтетической пленки на поверхности раздела "песок-расплав" воздействует вакуум с разрежением 20...80 кПа. Известное силовое воздействие перепада давления прижимает расплав к вакуумируемой поверхности песка и ускоряет затвердевание слоя металла. Интенсивность затвердевания регулируют температурой расплава, величиной вакуума, теплопроводностью материала песка, дополнительным охлаждением на воздухе первичной образующейся корки или при обдувании его газом и последующем повторном окунании в металл.
В последнем случае при вращении стержня, частично контактирующего с металлом, на нем образуется тонкая корка, аналогично прототипу. Поверхность корки охлаждается, а затем при продолжении вращения эта корка опять опускается в расплав, что продолжается многократно. Продолжительностью нахождения корки вне контакта с расплавом регулируют ее температуру. Обычно эта температура определяется возможностью сваривания горячей корки с последующими намораживаемыми слоями. Для интенсификации охлаждения используют обдув корки газом.
Таким образом обеспечивают намораживание корки различных толщин на фасонном стержне или полуформе. Возможно использование местного обдува для местного утолщения корки отливки.
После охлаждения отливки, в отличие от прототипа, стержень высыпают, прекращая его вакуумирование, так как не имеется возможности его повторного использования.
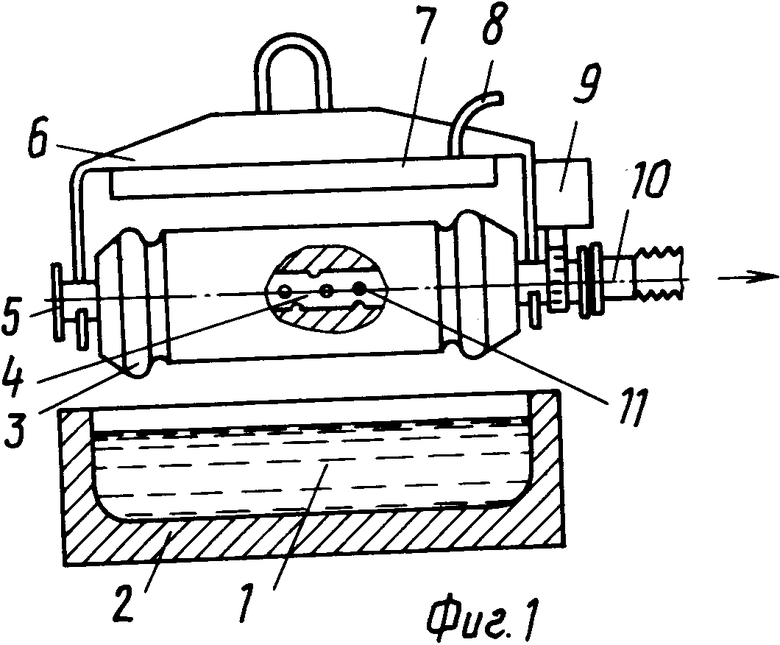
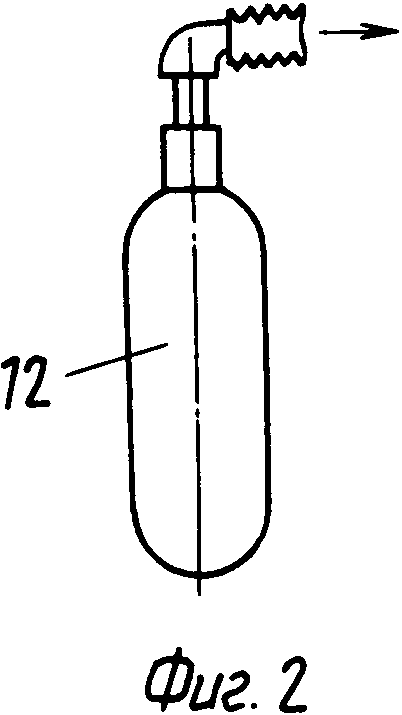
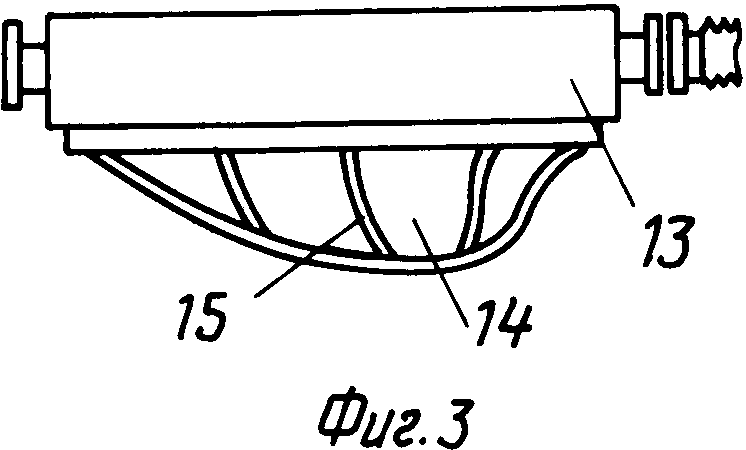
На фиг. 1 показан общий вид устройства для осуществления способа; на фиг. 2 - литейный стержень для получения намораживанием отливки баллона; на фиг.3 - литейная полуформа для получения отливки корпуса лодки.
Устройство для намораживания окунанием в расплавленный металл 1, находящийся в ванне 2, содержит литейный стержень 3, выполненный известными способами получения разовых литейных стержней по технологии ВПФ (покрывающая стержень 3 синтетическая пленка не показана). Стержень 3 имеет полый сердечник 4 с цапфами 5, за которые стержень крепят к траверсе 6, снабженной устройством 7 для обдува газом стержня 3. Устройство 7 сообщено шлангом 8 с источником газа. Траверса имеет двигатель с редуктором 9, с помощью которых передают вращение на стержень 3. Последний вакуумируют, подключая его полый сердечник 4 через клапан 10 к источнику вакуума (аналогично прототипу). Сердечник 4 перфорирован - имеет отверстия 11.
Для получения отливки баллона служит стержень 12, а для получения корпуса лодки используют полуформу 13 с выступающей частью - болваном 14, имеющим впадины 15 для получения армирующих отливку ребер.
Способ реализован при получении отливки трубы с фланцами. Отливки получают окунанием в расплав металла 1, находящемся в ванне 2 (печи или ковша). Стержень 3, полученный по ВПФ и имеющий полый сердечник 4, подвешивают за цапфы 5 на траверсу 6. Траверса имеет двигатель с редуктором 9, с помощью которых вращают стержень 3. Вакуумирование стержня 3 осуществляют при подключении полого сердечника 4 через клапан 10 (известной конструкции) к внешней вакуум-сети (вакуум-насосу). Вакуумирование песка осуществляют через отверстие 11. Для охлаждения корки используют обдув ее (или местный обдув участка корки) потоком газа из устройства 7, подключенного к источнику газа шлангом 8.
Для получения отливки баллона используют стержень 12, который окунают в ванну, например, индукционной печи. Возможно многократное окунание при охлаждении намороженной поверхности до температуры, не препятствующей свариванию последующих слоев. При повторном намораживании роль затравки каждого последующего слоя выполняет предыдущий.
Для получения отливки типа ванны или корпуса лодки используют полуформу 13 с болваном 14, который окунают в расплав. На болване (выступающей части) 14 выполнены отпечатки-впадины 15 армирующих корпус ребер шириной и глубиной 5-15 мм, которые аналогично вакуумному всасыванию заполняют расплав одновременно с намораживанием сплошной поверхности корпуса.
После затвердевания корки отливки и достижении ее требуемой температуры, стержень 3 из отливки выбивают (высыпают), а сердечник 4 извлекают и используют повторно. В отличие от прототипа вместо многократно используемого валка используют разовые стержни и формы.
Во избежание окисления намороженной корки в процессе многократного окунания можно использовать закрытую камеру с созданием в ней защитной атмосферы.
Способ совмещения намораживания с использованием технологии ВПФ расширяет область применения этих перспективных технологий литья.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОГО ЛИТЬЯ НАМОРАЖИВАНИЕМ | 1991 |
|
RU2017560C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2030950C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2027537C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1992 |
|
RU2022681C1 |
| СПОСОБ ИНВЕРСИОННОГО ЛИТЬЯ ПОЛОСЫ | 1992 |
|
RU2048244C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1991 |
|
RU2014939C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМ | 1992 |
|
RU2017561C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСЫ | 1991 |
|
RU2030957C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2029652C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ДЛЯ КРУПНЫХ ОТЛИВОК В ЯМЕ ПО МОДЕЛИ | 1991 |
|
RU2026126C1 |
Изобретение обеспечивает расширение технологических возможностей, что достигается применением в качестве стержня каркаса с перфорированной периферией облицованного слоем огнеупорного песка по методу ВПФ. На стержень намораживают слой металла, образующего отливку, которую освобождают, разрушая песчаную облицовку. 2 з. п. ф-лы, 3 ил.
| Форма по выплавляемым моделям для получения литья методом погружения | 1978 |
|
SU722655A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
