Изобретение относится к отрасли литейного производства, в частности к получению литья с использованием модельных масс на основе мочевины.
Наиболее близким к изобретению является форма для литья по удаляемым моделям, которая содержит чашу, рабочие полости. Они соединены сверху и снизу питателями со стояком.
Указанная форма не может обеспечить полное удаление остатков модельной массы в случае использования растворяемых моделей на основе мочевины и получения качественных отливок, так как не позволяет полностью удалить модельную массу.
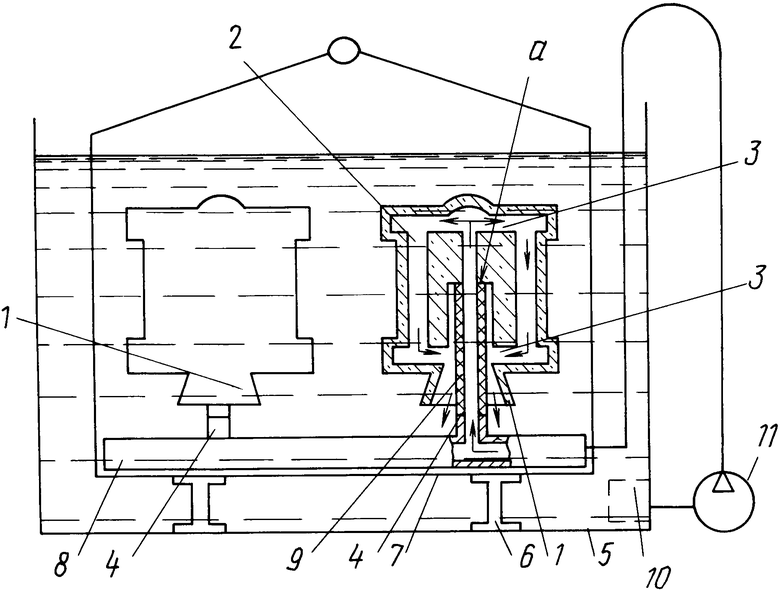
На чертеже показана предлагаемая форма.
Цель изобретения - повышение качества отливок за счет более полного удаления модельной массы из полости формы после предварительного ее растворения.
Форма содержит чашу 1, рабочие полости 2, соединенные сверху и снизу питателями 3 со стояком 4. Последний выполнен с двумя различными диаметрами с учетом того, что сечение стояка в верхней части соответствует сечению промывочного отверстия устройства. Оно содержит ванну 5 с подставкой для подъемной корзины 7. На нее устанавливают формы 1 коллектора 8, на конце которого укрепляется стояк 3 с насадкой 9 промывочного устройства, она выполнена из материала более мягкого, чем форма, например фторопласта.
Ванна 5 имеет подогреватель жидкости.
Система подачи промывной жидкости из ванны в форму содержит фильтр 10, насос 11 и трубопроводы.
После изготовления формы известными способами осуществляют удаление модельной массы в автоклаве при давлении 6-7 кгс/см2. Форму устанавливают на насадку 9 промывочного устройства, обеспечивающую уплотненное соединение с узким местом стояка, которая снизу превышает наружный диаметр насадки устройства.
Корзину 7 с формами опускают в ванну 5 с водой, которая может быть подогретой. При включении насоса 11 вода под давлением через фильтр 10 подается в коллектор 8, стояк 4, насадку 9 и по промывочным питателям поступают в рабочие полости 2 формы, вытесняя воздух, и стекает по зазору между насадкой 9 и чашей 1 в ванну 5. Постоянная циркуляция промывочной растворяющей жидкости обеспечивает полное удаление из полости 10 и пор формы всех солей мочевины. Стекающая из форм в ванну 5 жидкость (вода) за счет ее потока способствует дополнительной циркуляции, растворению и удалению с наружной поверхности и из пор формы остатков модельной массы. Время промывки под давлением 10-30 мин. После просушки формы при 180-200оС в течение 2 ч и после прокалки при 950-1050оС в течение 2 ч заливали сплавом ЖС-6У. Использование данного устройства позволяет снизить брак по засорным дефектам отливок на 10-30%.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОДЕЛЬНАЯ КОМПОЗИЦИЯ ДЛЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 1997 |
|
RU2123902C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| Способ получения крупногабаритных тонкостенных отливок по выплавляемым моделям | 1987 |
|
SU1567316A1 |
| Литниковая система | 1983 |
|
SU1138229A1 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Способ удаления легкоплавких моделей из оболочковых форм | 1990 |
|
SU1764771A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |
| МОДЕЛЬНЫЙ КОМПЛЕКТ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО РАЗОВЫМ МОДЕЛЯМ | 1991 |
|
RU2025193C1 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
Изобретение относится к отрасли литейного производства, в частности к получению литья с использованием модельных масс на основе мочевины. Форма, которая используется для получения литья по моделям, в частности, из мочевины, содержит стояк, выполненный с двумя различными диаметрами. Сечение стояка в верхней части соответствует сечению заливочного устройства. Диаметр стояка снизу превышает наружный диаметр насадки. Постоянная циркуляция промывочной растворяющей жидкости обеспечивает полное удаление из полости и пор формы всех солей мочевины. Стекающая из форм в ванну жидкость /вода/ за счет ее потока способствует дополнительной циркуляции, растворению и удалению с наружной поверхности и из пор формы остатков модельной массы. 1 ил.
ФОРМА ДЛЯ ЛИТЬЯ ПО УДАЛЯЕМЫМ МОДЕЛЯМ преимущественно к устройству растворения модельных составов, включающая чашу, рабочие полости, соединенные сверху и снизу питателями со стояком, отличающаяся тем, что, с целью повышения качества отливок за счет более полного удаления модельной массы из полости формы после предварительного ее растворения, стояк формы выполнен двумя различными диаметрами, причем сечение стояка в верхней части соответствует сечению промывочного отверстия устройства, а диаметр стояка снизу превышает наружный диаметр насадки устройства.
| Литье по выплавляемым моделям под ред.Я.И.Шкленника, М., Машиностроение, 1971, с.70, рис.62. |
