Изобретение относится к области литейного производства и может быть использовано в формовочном отделении или в составе литейных формовочно-заливочных автоматических линий.
Известен способ сборки форм непосредственно на литейном тележечном конвейере при производстве отливок купальных ванн (см. Халас, Й. Шашгай и др. История развития Кечкеметского и Шопронского литейных заводов. - Литейное производство, 1989, N 6, с.32-33 - прототип).
Способ состоит в том, что сборку форм ведут непосредственно на тележках литейного конвейера. Для этого осуществляют подачу нижних полуформ на тележки литейного конвейера, например, мостовыми кранами, а выше по направлению движения тележечного конвейера на них устанавливают с позиционированием верхние полуформы также, например, мостовым краном.
Способ сборки форм непосредственно на литейном тележечном конвейере имеет преимущество. Он более производителен, так как сборку форм ведут одновременно и параллельно с установкой нижних полуформ на тележечный конвейер. Исключается специальная позиция вне литейного конвейера, что позволяет уменьшить производственные площадки и снизить металлоемкость оборудования.
Однако способ сборки форм на тележечном конвейере также имеет недостатки. Основной из них - отсутствие гибкости процесса, так как при сборке форм задержка с подачей верхней или нижней полуформы также приводит к остановке всего литейного конвейера. Низка производительность процесса, так как время сборки форм, а сборка осуществляется по одной форме, входит в цикл работы литейного конвейера.
Цель изобретения - повышение производительности сборки, обеспечение гибкости процесса, сокращение цикла изготовления форм и снижение брака отливок.
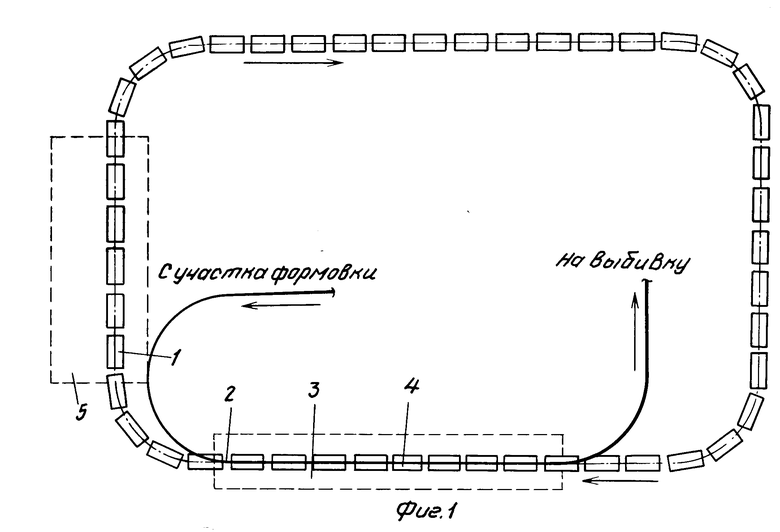
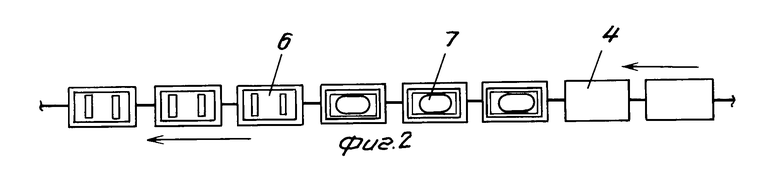
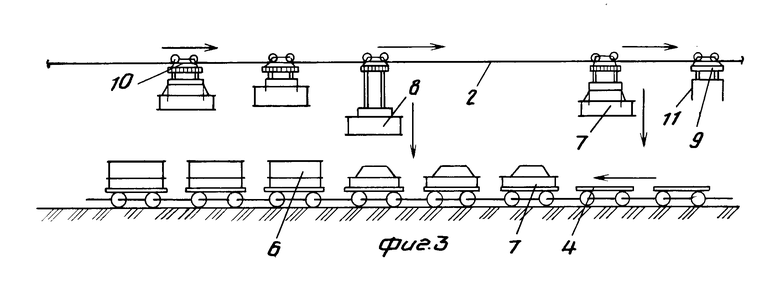
На фиг.1 изображен план литейного тележечного конвейера с указанием расположения позиции сборки форм; на фиг.2 - фрагмент литейного тележечного конвейера в плане (зона сборки форм) с расположенными на его тележках формами в сборе и нижними полуформами; на фиг.3 - то же, вид сбоку с изображением транспортного устройства для подачи полуформ.
Предлагаемый способ сборки форм на литейном тележечном конвейере рассматривается на примере технологии изготовления отливок купальных ванн. Эта технология предусматривает раздельное изготовление полуформ (верхней и нижней) в опоках, сборку форм, заливку и выбивку отливок.
Для осуществления этой технологии используется литейный тележечный конвейер 1 (фиг.1) для транспортирования форм на участок заливки и далее - охлаждения и выбивки. Подача полуформ с участка формовки от формовочных машин на позицию сборки осуществляется с помощью транспортных роботов, перемещающихся по монорельсовому пути 2, трасса которого проходит через зону сборки 3 соосно тележечному конвейеру, включающему столько позиций сборки, сколько тележек 4 литейного конвейера 1 заключено в этой зоне. Зона сборки 3 расположена перед позицией 5 заливки форм.
Формы 6 (фиг.2,3), собираемые из нижней полуформы 7 и верхней полуформы 8, подаются транспортными роботами: соответственно для нижней полуформы роботом 9 и для верхней полуформы роботом 10. Роботы 9 и 10 снабжены захватами 11 полуформ.
Способ сборки форм на тележечном конвейере состоит в следующем.
Нижние полуформы 7 подают транспортным роботом 9, двигающимся по монорельсовому пути 2, в зону сборки форм 3 над тележечным конвейером 1 и транспортируют их вдоль конвейера 1 над ним. Этим же транспортным роботом нижние полуформы 7 устанавливают на тележки 4 литейного конвейера 1. При этом устанавливают их последовательно на любую из тележек, находящихся в зоне сборки. Установку нижних полуформ 7 начинают с тележки, ближайшей к позиции заливки 5.
По тому же монорельсовому пути 2 транспортным роботом 10 с формовочного участка подают верхние полуформы 8 и транспортируют над тележечным конвейером 1 в пределах зоны сборки 3 форм. Этим же транспортным роботом 10 верхние полуформы 8 устанавливают на нижние полуформы 7, уже установленные на тележках 4 литейного конвейера 2. Транспортные роботы обеспечивают при установке позиционирование полуформ как верхних, так и нижних.
Полуформы 7 и 8 поступают и устанавливаются на тележки 4 литейного конвейера 2 непрерывно с приоритетной подачей по времени нижних полуформ 7. Освободившиеся транспортные роботы 9 или 10 двигаются по монорельсовому пути 2 на участок выбивки.
Принцип сборки форм не зависит от направления движения транспортных роботов. На приведенных схемах движение транспортных роботов 9 и 10 осуществляется в направлении, противоположном направлению движения литейного конвейера 2.
Использование предлагаемого технического решения позволяет:
увеличить гибкость процесса сборки за счет возможности сборки на многих позициях;
за счет этого повысить надежность процесса сборки;
сократить время сборки форм за счет одновременной и параллельной установки нижних полуформ на тележки конвейера и установки на них верхних полуформ (сборки);
повысить производительность литейной линии за счет сокращения времени сборки;
уменьшить капитальные затраты за счет ликвидации специального оборудования для сборки форм и уменьшения производственных площадей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ ЛИНИЯ | 1991 |
|
RU2029659C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2015836C1 |
| УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И ВИБРАЦИОННОЕ ВЫБИВНОЕ УСТРОЙСТВО | 1990 |
|
RU2015840C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ИЗДЕЛИЯ | 1991 |
|
RU2015798C1 |
| ВЫБИВНАЯ РЕШЕТКА ДЛЯ ОТЛИВОК | 1991 |
|
RU2015841C1 |
| СПОСОБ ПЫЛЕПОДАВЛЕНИЯ ПРИ ВЫБИВКЕ ФОРМ НА ВЫБИВНОЙ РЕШЕТКЕ И УКРЫТИЕ ВЫБИВНОЙ РЕШЕТКИ | 1991 |
|
RU2015839C1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Автоматическая линия вакуумной формовки | 1982 |
|
SU1096033A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| Автоматическая линия для производства отливок по вакуум-процессу | 1978 |
|
SU766744A1 |
Использование: в области литейного производства в формовочном отделении или в составе литейных формовочно-заливочных автоматических линий. Сущность изобретения: способ сборки форм на литейном тележечном конвейере включает подачу и установку с позиционированием нижних полуформ на тележки литейного конвейера, одновременную и параллельную подачу и установку с позиционированием верхних полуформ на нижние позиции сборки впереди по ходу конвейера. Новым в способе сборки является то, что подачу нижних и верхних полуформ производят вдоль литейного тележечного конвейера, а установку верхних полуформ на нижние ведут также вдоль литейного конвейера на всех позициях, где установлены нижние полуформы, установку нижних и верхних полуформ на тележки литейного конвейера производят в порядке, начиная с тележек, ближайших к позиции заливки по ходу движения конвейера. 3 ил.
СПОСОБ СБОРКИ ФОРМ НА ЛИТЕЙНОЙ АВТОМАТИЧЕСКОЙ ЛИНИИ, включающий подачу и установку с позиционированием с помощью транспортных роботов нижних полуформ на тележки литейного конвейера, подачу и установку с позиционированием верхних полуформ на нижние также с помощью транспортного робота, отличающийся тем, что, с целью обеспечения гибкости и повышения производительности путем сокращения цикла изготовления форм, подачу нижних и верхних полуформ производят вдоль литейного тележечного конвейера, при этом установку нижних полуформ на тележки и верхних на нижние ведут по мере поступления их в зону сборки на свободные позиции литейного конвейера, а установку верхних полуформ производят предпочтительно начиная с тележек, ближайших к участку заливки по ходу движения конвейера.
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
