4
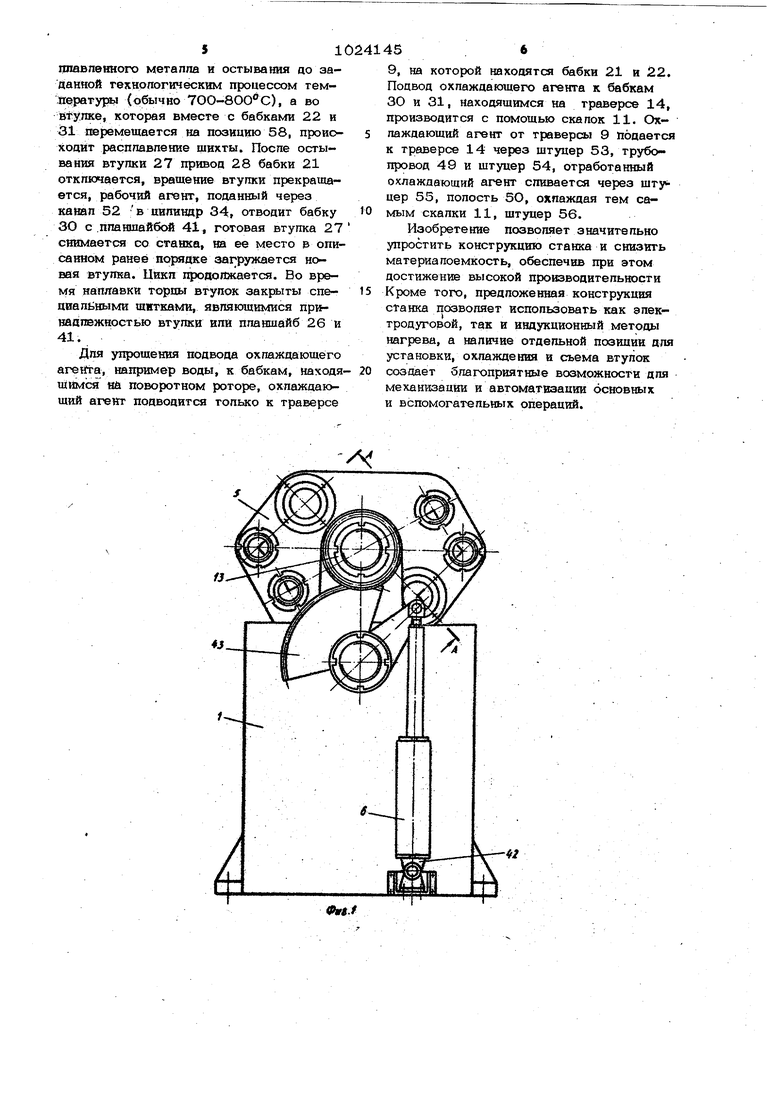
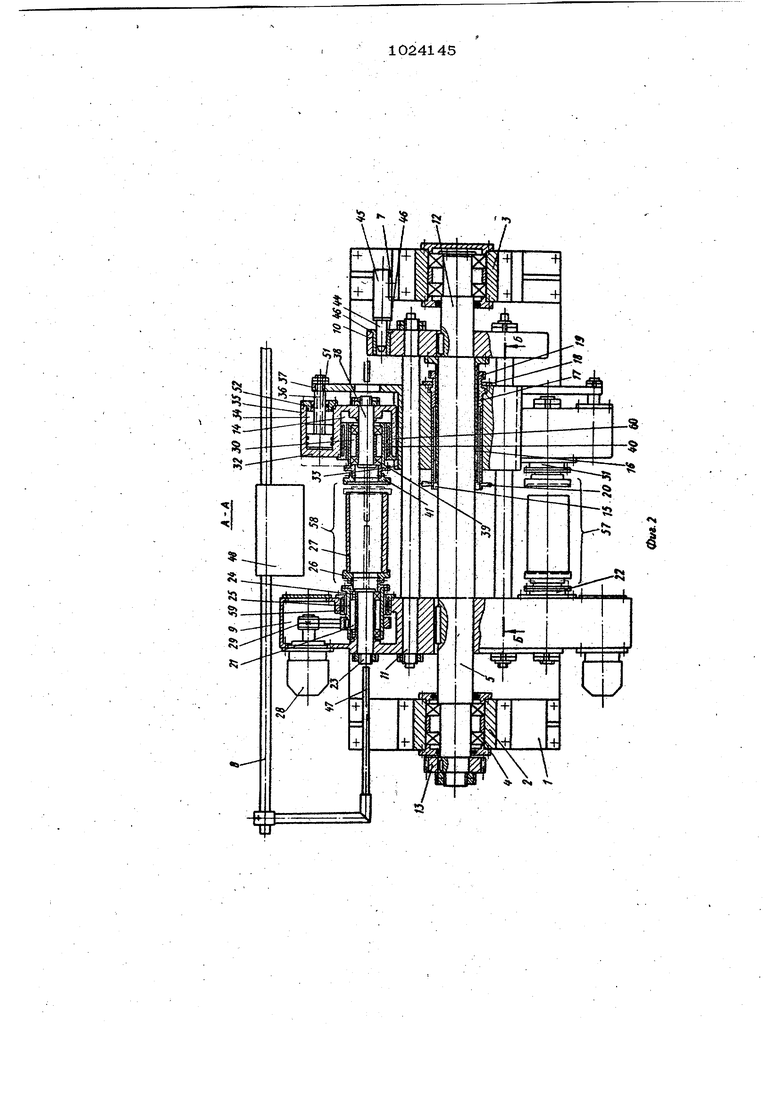
4аь СЛ ; Л:. --Г--. .-, ; i Изобретение относится к питейному пронзБОдству, в частноетн к оборудораюо дпя центробежной биметапдиэации втупок. Известна конструкция станка дпя биметаппизаций втупок центробежной наплавкойНаиболее близким к изобретению по технической сущности и достигаемс 4у результату является трехяозидионный ста нок модели 9Б83А дпй центробежвюй биметаппизации втугкж, содержащий станину, ротор с пвредт1ми приводными и задвими зажимнь1МИ бабакамн и ивптта.ппяемыми втулками, механизмы псдаорота и фиксации ротора, устройство дпя расппавпения наппавпяемого метаппа (эвектродуговое) и трубопроводы охпажг иия. Достоинством станка явпяется з ввпичвиная производительность в сравнении с однопозииионными станками 2J. Недостатком станка явпяется его большая С1кякность, закшочакяцая в наличии трехпозшшонного периодически вращающегося в направлении ротора в виде сложной дустотепой трехграи(юй отпивки с аяправшюшими типа лаоточкин хвост, по которым перемешаются переднее в задшю бабян. Вращение ротор в одном направ/юявя усложняет конструкцию привода, значительные трудности в поввоов еверговосвтепя и атюмевтов упрввпеизя к бабкам и щжвоДЕт к значите пьйому успожыеншо указа устройств. Кроме того, ставок обладает шоправдавно высхжой метаппоемкостью вспедствве валвчвя т ютьей оозишш. На позвашх ставка провзводятся операции Загрузка-разгрумса, Нагревание, Охлаждение. Навбопее длитель ной операшюй является Нагревание, операции Окгшяавявв и Загрузка-раэррузка по своему суъоларвому. ииклу зна чительно короче операции Нагтревание, что говорит о возмойшоств выпопвенвя операции Загрузка-разги аш в Охпеж дение на одной и соответствующвм снижении металлоемкости. Целью изобретения яв шется создание высокопроизводительного ставка для цент робежной биметаллизапив втупок, обладающего меньшей метаппоемкостыо. Поставленная цепь достигается тем, что в станке для бвметаллвзаови втулок центробежной направкой, содержащем станину, ротор с передними 111жводвымв и задними зажимными Юбками В напра& левнымв втупкамв, устровство ДЛЕЯ рао плавления наплавляемого мотапла меха. ввэмы поворота в фвкса«(вв ротора в тру t45..:,, 2 .,;., . I бопроводы охтаждейвя, задше зажимные бебкн снабжены иадивиду1апьными :приаода1 МИ осевого шремещешщ, а ротор выполнен в виде №ух неподвижных относительно друг друга траверс, яюстко соединенных скалками, и подвижной траверсы с приводс д, усташвлеиной между двумя негюдвижными траверсами на скалках,, при этом переднее приведшее бабки емок тироааны ш одной из веподвижных траверс и заднш зажимные бабки установл; ны на ПОДВИЖНОЙ траверсе, причем механизм поворота ротора выпопнен реверсивным. Кроме того, скалки исполнены пустотелыми и в них смонтированы трубопроводы охлаждения. На фиг. 1 показан станок, вид сбоку; на 4иг, 2 - разрез А-А на фиг. 1; иа фег. 3 - разрез Б-Б на фшг. 2. Станок содержит сборную станину 1, на которой смонтированы опоры 2 и 3, в которых Hia подшипниках 4 установлен ротор 5, механизм 6 поворота ротора 5, механикам 7 « сации ротора 5 и устройство 8 для расплавления наппавпяемого металла. Ротор 5 включает траверсы 9 н Ю, нвподвнжиые относительно друг друга, жестко соединенные скапаами 11 в д& крепленные на валу 12, качаютаемся в гюдшвпнйках 4. На валу 12 жестко закреплена шестерня 13, KHB@MatH4ecKa связанная с механизмом 6. На скалках 11 уставовлена с возмсжйостыо перемещения по ним подвижная траверса 14 с приводом 15 перемещенш, включающим пустотелый винт 16, охватывакядий вал 12 и жестко закреппенный, на траверсе 1О, гайку 17, смонтированную с возможностью поворота в расточке траверсы и удерживаемую от осевого перемещения флашем 18, прикрепленным траверсе 14, и |шксатор положения т{ 6версы 14, например контргайку 19. Винт 16 снабжен приспособлением для вращёг ноя в виде штурв. 20. В расточках траверсы 9 смонтированы передние приводные бабки 21 и 22, каждая Ез которых содержит закрепленную в траверсе 9 неподвижную полую ось 23, на которой на подшвпнВках 24 вращает ся полый шпиндель 25 с ведущей плавшайбой 26 хфвводящей во вращевве наптвпяемую втулку 27. Шпвндель 25 кввга тическв связан с приводом 28 врв шевш с помощью передаче 29 любого взвестщго твда, например клвворемюввЬй
j На. подвижной траверсе 14 смонтирсН ваны задние зажимные бабки 30 и 31, кажцая иа которых включает корпус 32, смонтированный с возможностью осевогй перемешения по направляющим 33 тра- . версы 14, и сйжжой иипиндр 34, например пневматический, гипьза 35 кото рого жестко закреппека или выпопшна заодно.с корпусом 32, а шток 36 жестк закреплен в крошытейне 37 траверсы 14 В расточке корпуса 32 неподвижно зак реппена попая ось 38, на которой на иоашинниках 39 братается попый шпиноепь 4О с ведомой ппашиайбой 41, поддери жйвающей и зажимающей наппавляемую втулку 27.
Механизм 6 поворот ротора 5 {в ко крет1юм варианте исполнения) содержит устааовленный на станине 1 качающийся силовой цилиндр 42, кинематически связашый с установпенным на той же станине 1 зубчатым сектором 43, кинематически, связанным, в свою очередь, с шестерней 13 вала 12 ротора 5. Мехаывзм 7 фиксации ротора 5 выпотюн (в конкретйом варианте) в виде попвнжвого в осевом иап1 впвтга штыря 44 с приво дом шремешения от силового пиггандра 45, установленного на стани«е 1, и йяксирующЕх гнезд 46, смонтированных в траверсе 10.
Устройство 8 расплавгюния ивптвпяемого металла (фиг. 2) содержит эяек- троды 47, проходящие во внутрь втулки 27 через полые оси 23 и 38, и механизм 48 возвратйо-посту1ютельного п&ре1«№щения электродов 47, а также дпя создания, поддержания и контроля етюктрической дуги (на показаны). Устройство 8 может быть выполн вево ив пюбом другом виде, например в виде воовижного индуктора, охватывак нюго наплавляемую втулку.
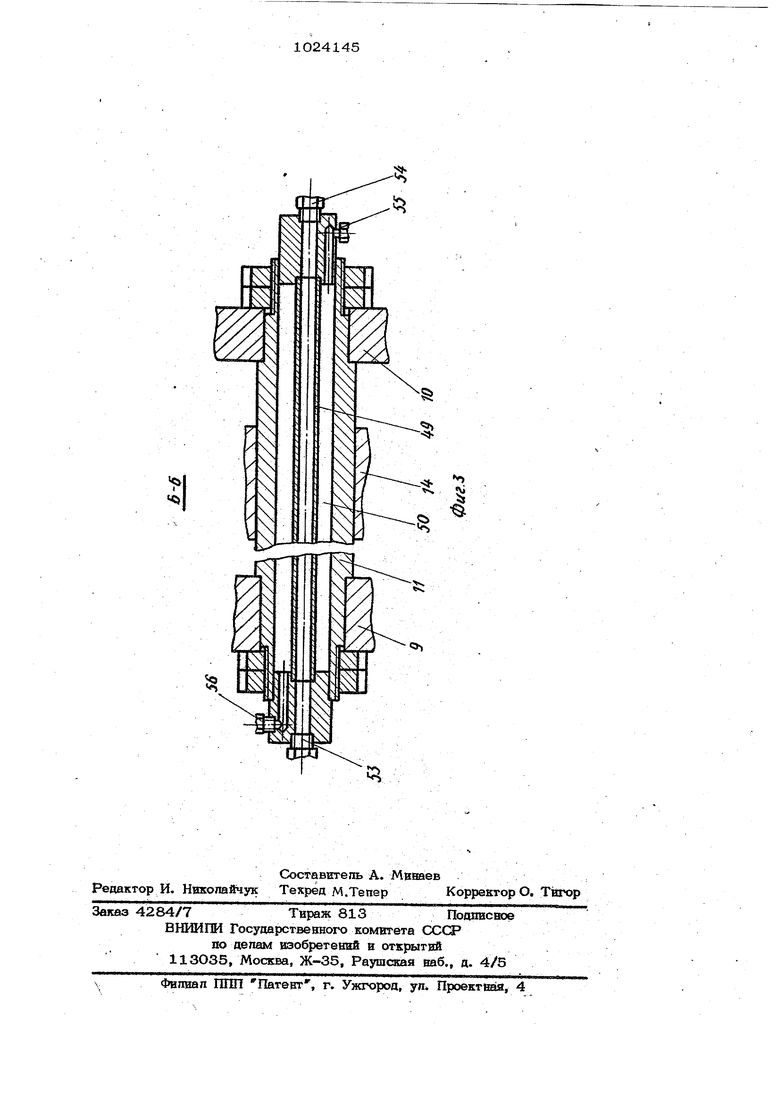
Скалки 11 выполнены пустотелыми, внутри каждой скалки с лонтироваи доЕюлнительный трубопровод 49, которой, вак и внутренняя полость 50 скапки 11, используется для подачи охлаждающего агента. . .
Подача рабочего агента в цилиндр 34 ос вствляется через каналы 51 И 52 в штоке 36, а подача и слив охлажлакидего агента - через скапки 11 с помошью штуцеров 53-56.
Станок имеет две позиции - 57 и 58 На позиции 57 производятся операции установки загртовки, охлаждения неппа& пенной втулки и ее съем, а на позшхв 58 - расплавление шихты и разогрев
ртурки. Бабки 21,22 и ЗО, 31 снабжены охладитепьнь1Мй кожухами 59 и 6О соот-, ветстввйно. „ ... /:. - . .
Стйнок работает сп эдующим образом. 5 Предварительно, вошчвм работы, вручную: п{юизводи ся ввстройка ста нка в соответствии с длиной направляемой втулки. Для этого отпускают контргайку 19 и с помошью штурвала 20 вра0щают винт 16 в иузккую сторону, перемещая траверсу 14 1К скалкам 11 таким образом, чтобы расстояние между торцами планшайб 26 и 41 быпо бопыае дпвны втулки 27, во меньше суммарной , ны втулки 27 и хода бабок ЗО ипи 31, определяемого ходом цнлинара 34, чем обеспечивается зажим втулки 27 между торцами планшайб 26 и 41. По окончании настройки траверсу 14 фиксируют
контргайкой 19.
Поапежашую иаппавке втугасу 27, пред «варительно заполненную шихтой, помещают на позицию 57 между планшайбами 26 и 41 соосно с ними, затем подают
рабочий агент в канал 51 цилиндра 34 бабки 30, перемещая тем самым бабку 30 и зажтлая втупку 27 ппашпайбамн 26 и 41 (показано пунктиром). После зажима втулки .включают привод 28 баб0 ки 21, который через-передачу 29 сообщает вращение шпинделю 25 с планшайбой 26, а через ввэе - втулке 27, ппа ншайбе 41 и шпинделю 4О.
Цилиндром 45 штырь 44 выводится
5 вз гнезда 46, ротор 5 с помош ю механизма 6 поворачивается иа 180, штырь 44 цилиндром 45 вводится во второе гнездо траверсы 10. Бабки 21 и ЗО с в втулкой 27 пер ьг{ещаются ва позицию
58 станка, а их место иа позиции 57 занимают бабки 22 в 31.
На позиции 57 производится устаИовка новой втулки, ее зажим и вращение с помощью бабок 22 н 31, а ва позиции 58
5 распшвпевве шихты, дпя чего электроды 47 с помощью механизма 48 вводятся через отверстия в осях 23 и 38 бабок 21 и ЗО во втупку 27, поспе чего меж ду электродами 47 зажигается электрическая дуга. По оковчаиии расплавления шихты эпектроды 47 выводятся из 27 и занимают исходное положение, втулка 27 продолжает вращаться. Затем :производится расфиксация ротора 5, пое ворота его ва 180 в обратном направпевви в фиксация. Наплавленная втулка - . с бабкама. 21 и ЗО вновь перемеща ется на поэшшю 57, где продолжает
вращаться вппоть до затвердевания наппавпенного метаппа и остывания до заданной гезснопогическим процессом темftepa-ryjaJ (обычно 700-800°С), а во втупке, которая вместе с бабками 22 и 31 перемещается на позицию 58, проиоходит расппавпение шихты. После остывания втупки 27 привод 28 бабки 21 отключается, вращение втупки прекращается, рабочий агент, поданный через кашп 52 в иипнндр 34, отводит бабку ЗО с .ппаншайбсЛ 41, готовая вгупка 27 снимается со станка, на ее место в описанном ранее порядке загружается новая втулка. Цикл 1фодоПжается. Во время наплавки торцы втупсж закрыты специал ными щитками, являющимися пр дадпежностью втулки или ппашиайб 26 и 41.
Для упрощения подвода охлаждающего агента, например воды, к бабкам, находя щимся ни поворотном роторе, охлаждающий агент подводится только к траверсе
9, на которой находятся бабки 21 и 22. Подвод охлаждающего агента к бабкам 30 и 31, находящимся на траверсе 14, производится с помощью скалок 11. Охлаждающий агент от траверсы 9 Подается к траверсе 14 через штуцер 53, трубопровод 49 и штуцер 54, отработанный охлаждающий агент сливается через шту цер 55, полость 5О, охлаждая тем самым скалки 11, штуцер 56.
Изобрете ние позволяет з начнте льно упростить конструкцию станка и снизить материалоемкость, обеспечив при этом достижение высокой производительности Кроме того, предложенная конструкция станка позволяет использовать как электродуговой, так и индукционный методы нагрева, а наличие отдельной позиции для установки, охлаждения и съема втулок создает благоприятные возможности для механизации и автоматизации основных и вспомогательных операций.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для центробежной биметаллизации втулок | 1982 |
|
SU1053957A1 |
| Кокильный станок | 1976 |
|
SU573255A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1988 |
|
SU1521552A2 |
| Токарный многоцелевой станок | 1988 |
|
SU1576241A1 |
| Фрезерный станок для обработки коленчатых валов | 1972 |
|
SU516476A1 |
| СТАНОК ДЛЯ БИМЕТАЛЛИЗАЦИИ ВТУЛОК | 1995 |
|
RU2093302C1 |
| Установка для центробежной биметаллизации втулок | 1984 |
|
SU1260110A1 |
| Токарный станок для одновременной обработки концов труб и валов | 1990 |
|
SU1798038A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2011475C1 |
| Переналаживаемая автоматизированная линия | 1983 |
|
SU1168378A1 |
1. СТАНОК ДЛЯ БИМЕТЙЛЛИЗАШИ втулск ЦЕНТРОБЕЖНОЙ НАПЛАВКОЙ, содержащий станину, ротор ,jD Шредкими приводными и задними за.ЖШУ1НЫМИ ба бкамИ| устройство для раопдавпеВИЯ наплавляемого металла, механизмы поворота и фвксацни ротора и трубопроводы охлаждения, отличающийся тем, что, о целью снижения металлоемкости станка и повышения произвoдиteпьнocтй, задние зажимные бабки снабжены иидивидуальмыми приводами .осевЪго перемещения, а ротор выполнен в в ввде двух неподвижных относительно друга траверс, жестко соединенныхскалками, и подвижной траверсы с приводом, установленной между двумя не1В движ№1ми траверсами на скалках, при этом 1юред1п1е п1Л1водные бабки смонтировань на одной аз неподвижных траверс а задние зажимные бабки установлены на подвижгой траверсе, причем механизм поворота ротора выполнен реверсивным. 2. Станок пр п. 1, от л и ч а ю тц и и с я тем, что скалки выполнены пустотелыми в в них смонтированы трубопроводы охлаждения.
ч&
o
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Юдин С | |||
| Б | |||
| и др | |||
| Центробежйре питье, М,, Машиностроение, 1972, с | |||
| Крутильный аппарат | 1922 |
|
SU233A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Истомин Н | |||
| М., Егоров Л | |||
| Н | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Труды Краснодарского политехнического института, вып | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
| Краснодар, 1972, с | |||
| Шкив для канатной передачи | 1920 |
|
SU109A1 |
