Изобретение относится к металлургии, а именно к получению заготовок из спокойных углеродистых, низколегированных и легированных сталей.
Известен способ получения заготовки из конструкционных марок сталей, включающий нагрев слитка до температуры деформации с температуры 900±50оС в течение 5,5-6 ч с последующей прокаткой на промежуточное сечение до суммарного обжатия 62-66% по каждой стороне слитка с обжатием в первых проходах 25-27% с последующими единичными обжатиями 19-20% от суммарного обжатия по стороне, кантовка раската на 90о и окончательную прокатку на требуемый размер с единичными обжатиями 8-9% от суммарного обжатия по стороне [1].
Однако этот способ получения заготовки характеризуется высоким расходом металла на прокат, низкой стабильностью прокатки и пригоден только для производства заготовок из низко- и среднеуглеродистых сталей.
Известен способ производства заготовок из спокойных углеродистых, низколегированных и легированных сталей, выбранный в качестве прототипа, включающий выплавку стали, разливку ее в изложницы, нагрев слитков перед прокаткой с температуры 400-965оС до температуры 1240-1310оС в течение 4,5-11,67 ч, последующую прокатку на промежуточное сечение с суммарным обжатием по стороне слитка 67-68%, с обжатием в первых проходах 14-23% при последующих единичных обжатиях 13-23% от суммарного обжатия, изменение положения раската в линии прокатки путем кантовки на 90о против часовой стрелки по ходу прокатки и окончательную прокатку на требуемый размер за 8-14 проходов с единичными обжатиями 3-14% от суммарного обжатия по стороне в условиях стесненного уширения металла во втором прохода [2].
Производство заготовок по известному способу имеет ряд недостатков: повышенный расход металла вследствие значительного брака заготовок по поверхностным дефектам и дополнительной обрези с головной части слитка; недостаточно высокая производительность вследствие низкой стабильности прокатки из-за необходимости кантовки раската на 90о перед окончательной прокаткой на требуемый размер и частых перевалок и переходов валков во втором проходе из-за повышенной выработки вследствие прокатки со стесненным уширением.
Задачей изобретения является уменьшение удельного расхода металла на прокат за счет снижения образования поверхностных дефектов и дополнительной обрези с головной части слитка, а также повышение производительности за счет стабилизации процесса прокатки.
Это достигается тем, что в способе производства заготовок из спокойных углеродистых, низколегированных и легированных марок сталей, включающем выплавку и разливку стали в изложницы, нагрев слитков перед прокаткой с температуры 400-965оС до температуры 1240-1310оС в течение 4,5-11,67 ч, последующую прокатку на промежуточное сечение с обжатием в первых проходах 14-23% при последующих единичных обжатиях 13-23% от суммарного обжатия и окончательную прокатку на требуемый размер за 8-14 проходов с единичными обжатиями 3-14% от суммарного обжатия по стороне слитка, согласно изобретению прокатку слитков на промежуточное сечение производят с суммарным обжатием 69-71%, а окончательную прокатку во втором проходе осуществляют в условиях свободного уширения.
Прокатка слитков на промежуточное сечение с суммарным обжатием 69-71% обеспечивает качественную проработку литой структуры и получение оптимальной конфигурации раската.
Выбор значений суммарного обжатия слитков менее 69% приводит к ухудшению условий свариваемости остаточных дефектов усадки, и как следствие, к повышенной головной обрези. Кроме того, не обеспечивается получение оптимальной конфигурации поперечного сечения раската, в результате чего возникает необходимость кантовки полосы на 90о перед окончательной прокаткой на требуемый размер. Это в свою очередь снижает стабильность прокатки и понижает производительность.
Суммарное обжатие слитков, превышающее 71%, приводит к перерасходу электроэнергии, затрачиваемой на прокатку, при неизменных условиях свариваемости дефектов усадки и стабильности прокатки.
Окончательная прокатка раската во втором проходе в условиях свободного уширения исключает получение поверхностного дефекта типа уса, который при дальнейшей прокатке трансформируется в закат, а также повышается стойкость валков, что обеспечивает повышение производительности.
Реализация предлагаемого способа производства спокойных углеродистых, низколегированных и легированных марок сталей осуществлялась следующим образом.
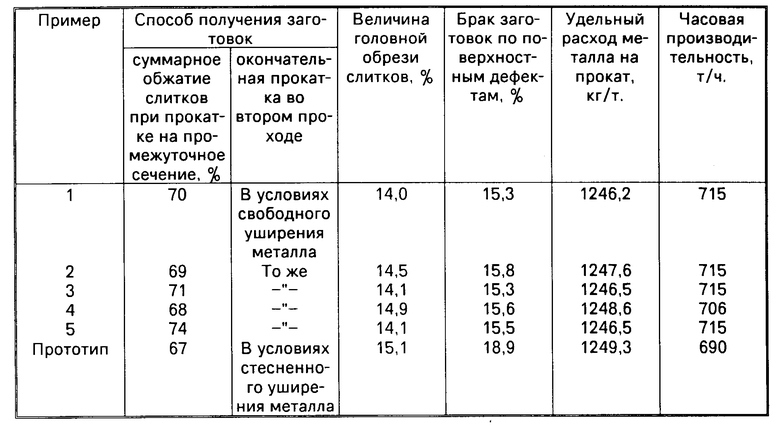
П р и м е р 1. В кислородно-конвертерном цехе N 1 Западно-Сибирского металлургического комбината выплавлена и разлита в изложницы плавка стали, например, марки 20. В обжимном цехе слитки нагревали с температуры 850оС до температуры 1300оС в течение 6 ч и прокатывали на промежуточное сечение с суммарным обжатием по стороне слитка 70%, с обжатием в первых проходах 19% при последующих единичных обжатиях 18% от суммарного обжатия, после чего производили окончательную прокатку на требуемый размер 100х100 мм за 14 проходов с единичными обжатиями 9% от суммарного обжатия по стороне в условиях свободного уширения металла во втором проходе.
Головная обрезь на слитках составила 14,0%, брак заготовок по поверхностным дефектам 15,3%, удельный расход металла на прокат 1246,2 кг/т при часовой производительности 715 т/ч.
П р и м е р 2. Заготовки сечением 100х100 мм из стали марки 20 были произведены аналогично примеру 1, однако прокатка на промежуточное сечение осуществлялась с суммарным обжатием 69%.
Головная обрезь на слитках составила 14,5%, брак заготовок по поверхностным дефектам равен 15,8% , удельный расход металла на прокат составил 1247,6 кг/т при часовой производительности 715 т/ч.
П р и м е р 3. Заготовки сечением 100х100 мм из стали марки 20 были получены аналогично примеру 1, однако прокатка слитков на промежуточное сечение производилась с суммарным обжатием по стороне слитка 71%.
Головная обрезь на слитках составила 14,1%. Брак заготовок по поверхностным дефектам равен 15,3% . Удельный расход металла на прокат составил 1246,5 кг/ч при часовой производительности 715 т/ч.
П р и м е р 4. Заготовки сечением 100х100 мм из стали 20 были получены аналогично примеру 1, однако прокатка слитков на промежуточное сечение осуществлялась с суммарным обжатием по стороне слитка 68%.
Головная обрезь на слитках составила 14,9%, брак заготовок по поверхностным дефектам составил 15,6% , удельный расход металла на прокат равен 1248,6 кг/т при часовой производительности 706 т/ч.
П р и м е р 5. Заготовки сечением 100х100 мм из стали марки 20 были получены аналогично примеру 1, однако прокатка слитков на промежуточное сечение осуществлялась с суммарным обжатием по стороне слитка 74%.
Величина головной обрези на слитках составила 14,1%, брак по поверхностным дефектам равен 15,5% , удельный расход металла на прокат составил 1246,5 кг/т при часовой производительности 715 т/ч.
Прототип.
Заготовки сечением 100х100 мм из стали марки 20 были произведены по способу, представленному в примере 1, только суммарное обжатие слитков при прокатке на промежуточное сечение составило 67%, а окончательная прокатка во втором проходе производилась в условиях стесненного уширения металла.
Величина головной обрези на слитках составила 15,1%, брак заготовок по поверхностным дефектам равен 18,9% , удельный расход металла на прокат составил 1249,3 кг/т при часовой производительности 690 т/ч.
Примеры конкретного выполнения производства заготовок из спокойной углеродистой стали марки 20 приведены в таблице. Из таблицы видно, что величина головной обрези металла на слитках снизилась по сравнению с прототипом с 15,1 до 14,0%, брак заготовок по поверхностным дефектам уменьшился с 18,9 до 15,3% , а удельный расход металла на прокат - с 1249,3 до 1246,2 кг/т часовая производительность повысилась с 690 до 715 т.
Предлагаемый способ производства заготовок обеспечивает величину головной обрези слитков 14,0-14,5%, брак заготовок по поверхностным дефектам 15,3-15,8%, удельный расход металла - 1246,2-1247,6 кг/т, часовую производительность 715 т и может быть реализован на предприятиях черной металлургии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА СЛЯБОВ ИЗ УГЛЕРОДИСТЫХ СПОКОЙНЫХ, ПОЛУСПОКОЙНЫХ И КИПЯЩИХ МАРОК СТАЛЕЙ | 1996 |
|
RU2111804C1 |
| Способ производства заготовок из кремнемарганцовистых марок сталей | 1991 |
|
SU1807897A3 |
| Способ прокатки заготовок из кипящих и полуспокойных марок сталей | 1990 |
|
SU1766546A1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ | 1997 |
|
RU2119394C1 |
| Способ прокатки на блюминге уширенных книзу слитков стали | 1990 |
|
SU1784288A1 |
| Способ получения заготовки | 1987 |
|
SU1423427A1 |
| СПОСОБ ПРОКАТКИ СЛИТКОВ НА ОБЖИМНЫХ, ЗАГОТОВОЧНЫХ И СОРТОВЫХ СТАНАХ | 2003 |
|
RU2243041C1 |
| Способ получения заготовок из кипящих и полуспокойных марок сталей | 1986 |
|
SU1340840A1 |
| Способ производства заготовки из высокоуглеродистых сталей | 1988 |
|
SU1567649A1 |
| Способ получения заготовок из кипящих и полуспокойных марок сталей | 1987 |
|
SU1488040A1 |
Изобретение относится к металлургии, а именно к получению заготовок из спокойных углеродистых, низколегированных и легированных марок сталей. Задача изобретения - уменьшение удельного расхода металла на прокат и повышение производительности. Способ включает выплавку и разливку стали в изложницы, нагрев слитков перед прокаткой с температуры 400 - 965°С до температуры 1240 - 1310°С в течение 4,5 - 11,67 ч, последующую прокатку на промежуточное сечение с обжатием в первых проходах 14 - 23% при последующих единичных обжатиях 13 - 23% от суммарного обжатия и окончательную прокатку на требуемый размер за 8 - 14 проходов с единичными обжатиями 3 - 14% от суммарного обжатия по стороне слитка. Прокатку слитков на промежуточное сечение производят с суммарным обжатием 69 - 71%, а окончательную прокатку во втором проходе осуществляют в условиях свободного уширения. 1 табл.
СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК ИЗ СПОКОЙНЫХ УГЛЕРОДИСТЫХ, НИЗКОЛЕГИРОВАННЫХ И ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ, включающий выплавку и разливку стали в изложницы, нагрев слитков перед прокаткой с 400 - 965 до 1240 - 1310oС в течение 4,5 - 11,67 ч, последующую прокатку на промежуточное сечение с обжатием в первых проходах 14 - 23% при последующих единичных обжатиях 13 - 23% от суммарного обжатия и окончательную прокатку на требуемый размер за 8 - 14 проходов с единичными обжатиями 3 - 14% от суммарного обжатия по стороне слитка, отличающийся тем, что прокатку слитков на промежуточное сечение производят с суммарным обжатием по стороне слитка 69 - 71%, а окончательную прокатку во втором проходе осуществляют в условиях свободного уширения.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Счетный сектор | 1919 |
|
SU107A1 |
