Изобретение относится к станкостроению и может быть использовано в системах автоматического управления точностью обработки на многоинструментальных станках с ЧПУ, например токарных,
Известна измерительная головка, содержащая установленный в корпусе диффв ренциальный датчик со щупом.
Недостатком известного устройства является ограниченная точность измерения из-за влияния как долгопериодных систематических погрешностей возникающих под действием изменения окружающей температуры, старения элементов и др., так и из- за влияния случайной составляющей погрешности, вызванной трением в зоне контакта измерительного наконечника и объекта контроля, случайными помехами др. Отсутствие автоматической поверки датчика, без его демонтажа со станка не позволяет осуществить автоматическую коррекцию погрешности измерений.
Целью изобретения является повышение точности измерений
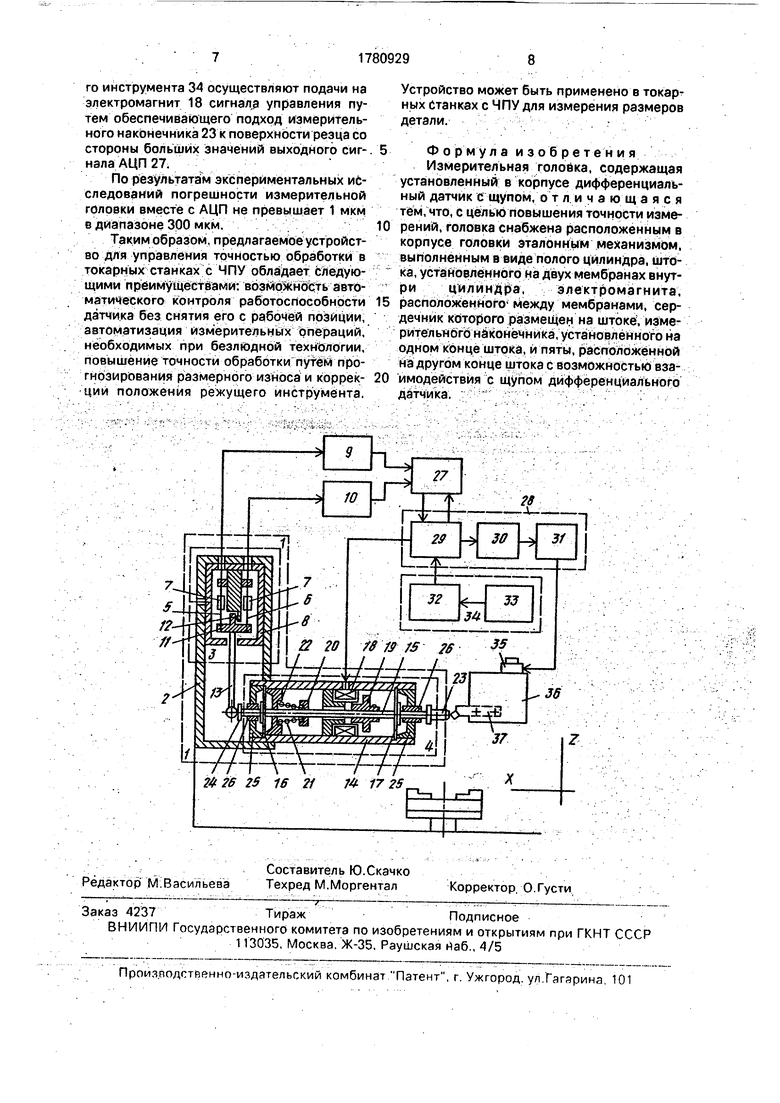
На чертеже приведена функциональная схема устройства.
Устройство содержит измерительную головку 1, в корпусе 2 которой установлен дифференциальный датчик 3 перемещений струнного типа и механизм образцового перемещения мер 4.
Дифференциальный датчик 3 перемещений состоит из двух струн 5, 6, размещен- ных в поле постоянных магнитов 7 возбуждения колебаний струн 5, 6. Неподвижные концы струн 5, 6 закреплены на корпусе 8 датчика 3 и электрически подключаются ко входам автогенераторов 9, 10 колебаний струн. Подвижные концы струн 5, б закреплены на корпусе 8 датчика 3 и электрически подключаются ко входам автогенераторов 9, 10 колебаний струн. Подвижные концы струн 5, 6 закреплены на рычаге 11, установленном на упругом шарнире 12. На рычаге 11 закреплен сферический измерительный наконечник 13.
Механизм 4 эталонного перемещения выполнен в виде полого цилиндра 14, штока 15, закрепленного на двух мембранах 16,17. Между мембранами 16, 17 установлены обмотка электромагнита 18, сердечник 19 и упор 20 с пружиной 21, поджатой к тарелке 22. Сердечник 19 электромагнита 18 закреп1Л
00
Ю ГО Ю
лен на штоке 15, снабженном с одной стороны прямоугольным наконечником 23, с другой стороны полярованной пятой 24, постоянно контактирующей со сферическим наконечником 13 датчика 2. Мембраны 16. 17 укреплены в цилиндрическом корпусе 14 с помощью стаканов 25. Для ограничения движения штока 15 в строго определенных пределах, например 0,3 мм, в корпусе 14 установлены втулки 26. Выходы автогенератора 9, 10 соединены с первым и вторым входами аналого-цифрового преобразователя 27 (АЦП), предназначенного для полученияцифровогосигнала, пропорционального отношению частот колебаний струн 5, 6. Выход АЦП 27 соединен с первым входом логического блока 28. Система ЧПУ 34 состоит из последовательно соединенных блока 33 коррекции и интерполятора 32, выход которого соединен со вторым входом логического блока 28, а первый выход логического блока 28 соединен с третьим входом АЦП 27. Логический блок 28 содержит последовательно соединенные блок 29 вычисления среднего значения, блок 30 вычисления корней системы линейных уравнений и блок 31 вычисления измерительной величины по градуировочной характеристике. Второй выход логического блока 28 соединен с обмоткой электромагнита 18, третий выход - с исполнительным механизмом 35 привода резцедержателя 36, в котором закреплен режущий инструмент 37. Резцедержатель установлен в суппорте (не показан). Блок 29 вычисления среднего значения, бл окЗО вычисления корней систем линейных уравнений в блок 31 вычисления измеряемой величины по градуировочной характеристике выполнены на базе связанных между собой центрального процессора оперативного запоминающего устройства (ОЗУ) и постоянного запоминающего устройства (ПЗУ). ОЗУ и ПЗУ могут быть выполнены, например, на базе цифровых микросхем серии К 745. Центральный процессор содержит последовательно соединенные арифметико-логические устройства, регистр аккумулятора и регистр общего назначения, образующих сверхоперативную память (СОП). В СОП входит также последовательно соединенные регистр состояния, регистр кода операции и регистр-счетчик команд, соединенный с адресным стеком.
Алгоритм выполнения вычислительных операций в блоках 29, 30, 31 соответствуют формулам (1), (2), (3), (4) и (5) вычисления среднего значения, вычисления корней систем линейных уравнений и вычисления величины по градуировочной характеристике,
Устройство работает следующим образом по следующим режимам:
Первый режим - автоматическая поверка дифференциального датчика перемещений.
Для поверки датчика 3 логический блок 28 выдает сигнал перемещения в исходное положение штока 15с сердечником 19 электромагнита 18. В корпусе 2 датчик 3 установлен таким образом, чтобы его наконечник 13 касался с пятой 24 штока 15 в положении, соответствующем нижнему пределу измерений (исходное положение штока 15).
АЦП 27 выдает сигнал Yi, соответствующий нижнему пределу изменения выходного сигнала датчика 3. Сигнал YI поступает в блок 29 вычисления среднего значения. Логический блок 28 снова выдает сигнал перемещения штока 15 в исходное положение. обеспечивая поступление 27 ряд последовательных значений YI и получение посредством блока 29 вычисления среднего значения
251 п
Y -UY
(D
где п - число усредняемых значений Yn (i 1,...,п) выходного сигнала АЦП 27.
Затем от логического блока 28 поступает п раз сигнал в обмотку электромагнита 18, обеспечивающий перемещение штока 15 с сердечником 19 влево до упора с левой упором 26 (фиг. 1). Это положение соответствует второй поверяемой точке характеристики датчика 3.
Блок 29 вычисления среднего значения выдает сигнал
40
.
(2)
где Yar - значение выходного сигнала при каждом крайнем левом положении штока 15Сигналы Yi и Y2 поступают в блок 30 вычисления корней N0 и S системы линейных уравнений
Noi-S Xi Yi,(3)
N02 - Y2 ,
где N01 - начальное значение выходного сигнала АЦП 27 при крайнем правом положении штока 15; S - чувствительность устройства; Xi - координаты исходного положения штока 15; Х2 - координаты штока
15 в крайнем левом положении.
Если принять исходное положение штока, соответствующее нулевому отклонению, т.е. Xi 0, то Х2 D, где D - диапазон перемещения штока 15 между упорами 26.
Блок 30 вычисления корней системы линейных уравнений выдает значения N01 и S, соответствующие различным условиям работы устройства при воздействии вибрации, изменение температуры окружающей среды и времени. На этом режим поверки заканчивается и начинается цикл измерения. В режиме измерения от АЦП 27 в логи- ческий блок 28 поступает ряд последовательных значений выходного сиг- нала YI, ,п. Блок 29 вычисления среднего значения выдает сигнал
,|v..M
Сигнал Y поступает в блок 31 вычисления измеряемой величины х согласно граду- ировочной характеристике устройства
N и
В случае расхождения нуля М01 и чувствительности S и действительной характеристики с нулем и чувствительностью номинальной характеристики логический блок 28 осуществляет автоматическую кор- рекцию систематической составляющей погрешности.
Для уменьшения случайной составляющей погрешности в п раз измерения параметров N01 и S при поверке осуществляют n раз, принимая за результат среднее из п значений. Среднее из п значений вычисляют посредством логического блока 28.
В результате пятидесятикратного перемещения штока 15. как показали экспериментальные исследования, сред- неквадратические значение погрешности перемещения не превышают 0,05 мкм.
Отсутствие бокового смещения штока 15 при его продольном смещении исключа- ет износ контактирующих поверхностей. Используемые в измерительной головке соленоидный и электромагнитный приводы в совокупности с микропроцессорной техникой входящих в состав логического блока обеспечивают высокое быстродействие, автоматический контроль работоспособности датчика, встроенного в устройстве.
Второй режим - контроль размерного износа режущего инструмента.
Для определения величины размерного износа резца 37 в программу работы станка включают программный цикл измерения износа резца 37 во время которого резцедержатель 36с резцом 37 по п рограмме перемещается на размер Хи из исходной точки к наконечнику 23 измерительной головки 1.
Xu XuD + 0.5-D,(6)
где Хц0 - номинальное перемещение, соот- ветствующее расстоянию в направлении
поперечной подачи от номинального положения вершины инструмента до измерительной плоскости наконечника 23.
Перед началом выполнения программного цикла измерения размерного износа резца 37, логический блок 28 подает сигнал на обмотку электромагнита 18, чтобы шток 15 находился в свободном (исходном) положении.
На первый вход АЦП 27 поступает сигнал с частотой, равной частоте колебаний струны 5, а на второй вход АЦП 27 поступает сигнал с частотой равной частоте колебаний струны 6. На выходе АЦП 27 получает цифровой сигнал, пропорциональный отношению частот колебаний струн. Логический блок 28 периодически, с интервалом менее 1 с, включает АЦП 27 и фиксирует начальное значение Мцо выходного сигнала АЦП 27. В течение времени одного измерения в АЦП 27 накапливается число импульсов:
NUO Пд - , (7)
где ng - коэффициент деления частоты колебаний струн 5.6, устанавливаемый в АЦП 27;
fi, h - частоты колебаний струн 5, б соответственно, зависящие от положения наконечника 13 относительно корпуса 8 датчика 3.
После завершения цикла обработки детали резец 34 повторно перемещается по командам системы ЦПУ в положение измерения износа Хц.
Управляющие импульсы поступают из интерполятора 32 через логический блок 28 на исполнительный механизм 35 привода перемещения по координате X. При касании резцом 37 наконечника 23 перемещается шток 15 налево, и приводит к перемещению наконечника 13 датчика 3, увеличивается натяжение струны 6 и уменьшается натяжение струны 5, что приводит к изменению отношения частот- fi/f2 пропорционального ему выходного сигнала АЦП 27. Логический блок 28 фиксирует изменение выходного сигнала NU1 после остановки перемещения суппорта в точке измерения Хц.
Размерный износ Дд
Лд NUO - Мц11
(8)
Последовательные циклы обработки выполняются до тех пор, пока износ резца 34 меньше запрограммированного, как только его величина достигает максимального значения логический блок 28 выдает сигнал о необходимости смены резца 34.
Для уменьшения случайной погрешности от вариации измерения износа режущего инструмента 34 осуществляют подачи на электромагнит 18 сигналу управления путем обеспечивающего подход измерительного наконечника 23 к поверхности резца со стороны больших значений выходного сиг- нала АЦП 27.
По результатам экспериментальных исследований погрешности измерительной головки вместе с АЦП не превышает 1 мкм в диапазоне 300 мкм.
Таким образом, предлагаемое устройство для управления точностью обработки в токарных станках с ЧПУ обладает следующими преимуществами: возможность автоматического контроля работоспособности датчика без снятия его с рабочей позиции, автоматизация измерительных операций, необходимых при безлюдной технологии, повышение точности обработки путем прогнозирования размерного износа и коррек- ции положения режущего инструмента.
Устройство может быть применено в токарных Станках с ЧПУ для измерения размеров детали.
Формула изобретения Измерительная головка, содержащая установленный в корпусе дифференциальный датчик с щупом, отличающаяся тем, что, с целью повышения точности измерений, головка снабжена расположенным в корпусе головки эталонным механизмом, выполненным в виде полого цилиндра, штока, установленного на двух мембранах внутри цилиндра, электромагнита, расположенного1 между мембранами, сердечник которого размещен на штоке, измерительного наконечника, установленного на одном конце штока, и пяты, расположенной на другом конце штока с возможностью взаимодействия с щупом дифференциального датчика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения размерного износа и положения режущего инструмента в токарных станках | 1987 |
|
SU1442370A1 |
| Измерительная головка | 1990 |
|
SU1780930A1 |
| Устройство для измерения износа и положения режущего инструмента в токарных станках | 1990 |
|
SU1757847A1 |
| Устройство для поверки преобразователей линейных перемещений | 1989 |
|
SU1684589A1 |
| Устройство дискретного контроля износа режущего инструмента станка | 1986 |
|
SU1510989A1 |
| Устройство автоматической коррекции размерной настройки токарных многоинструментальных станков с системой ЧПУ | 1985 |
|
SU1301647A1 |
| УСТРОЙСТВО ПРОГНОЗИРОВАНИЯ НА ОБОРУДОВАНИИ С ЧПУ КАЧЕСТВА ОБРАБОТАННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛИ | 2005 |
|
RU2325247C2 |
| Устройство высокоточной обработки деталей на токарных станках с числовым программным управлением | 2017 |
|
RU2677443C2 |
| УСТАНОВКА ПОВЕРОЧНАЯ ЛИНЕЙНЫХ ПЕРЕМЕЩЕНИЙ АВТОМАТИЗИРОВАННАЯ И СПОСОБ ПОВЫШЕНИЯ ТОЧНОСТИ ВЕРТИКАЛЬНЫХ УСТАНОВОК ДЛЯ МЕТРОЛОГИЧЕСКОЙ АТТЕСТАЦИИ ДВУХ УРОВНЕМЕРОВ ОДНОВРЕМЕННО | 2012 |
|
RU2495384C1 |
| Датчик перемещения | 2022 |
|
RU2783958C1 |
Использование: станкостроении, в системах автоматического управления точностью обработки на многоинструме нтальных станках с ЧПУ, например токарных. Сущность: используемый в измерительной головке механизм эталонного перемещения в совокупности с микропроцессорной системой обеспечивает высокое быстродействие и автоматический контроль точности и работоспособности измерительной головки. 1 ил,
| Устройство для измерения размерного износа и положения режущего инструмента в токарных станках | 1987 |
|
SU1442370A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
