Изобретение относится к способам двухсторонней доводки торцов деталей и может быть использовано преимущественно в подшипниковой промышленности в условиях массового производства при доводке торцов роликов подшипников качения, а также колец последних.
Известен способ двухсторонней доводки торцов деталей, при котором их размещают в кольце, устанавливают его свободно в гнезде сепаратора и сообщают последнему планетарное перемещение между двумя доводочными дисками [1].
Ввиду ограниченного количества движений, сообщаемых деталям при осуществлении известного способа, по качеству, а именно по величине неперпендикулярности торцов образующей цилиндрической поверхности, ролики подшипников качения не удовлетворяют требованиям, предъявленным к их точности по этому параметру, а именно для роликов I-й степени точности отклонение по указанному параметру качества не должно превышать 2 мкм, а известный способ обеспечивает отклонение не менее 6-12 мкм.
Целью изобретения является обеспечение заданной перпендикулярности торца к образующей цилиндрической поверхности при обработке роликов подшипников качения, а также колец последних.
Это достигается тем, что в способе двухсторонней доводки торцов деталей, при котором их размещают в кольце, устанавливают его свободно в гнезде сепаратора и сообщают последнему планетарное перемещение между двумя доводочными дисками, размещение роликов в кольце осуществляют группой, вписываемой в окружность, из условия контакта каждого ролика не менее чем с тремя соседними роликами, при этом группу роликов располагают в кольце с зазором, а доводочным дискам сообщают вращение в одном направлении при соотношении их скоростей v2 = (0,8-0,9)v1.
Кроме того, количество роликов в группе выбирают из ряда 7, 19, 37.
Размещение роликов в кольце группой, вписываемой в окружность, расположение группы в кольце с зазором и вращение дисков в одном направлении при определенном соотношении их скоростей, дают возможность, во-первых, привести во вращение каждый ролик вокруг собственной оси за счет разницы скоростей дисков при приводе ими во вращение всей группы роликов вокруг ее собственной оси, совпадающей с осью кольца, во-вторых, наложить эти два вновь полученных движения роликов на переносное планетарное движение группы роликов вместе с гнездом сателлита, так что ролики, в совокупности получая наибольшее количество вращательных и переносных движений в их сочетании, обрабатываются таким образом, что неперпендикулярность торцов образующей цилиндрической поверхности не превышает 2 мкм, таким образом по этому параметру качество роликов возрастает в 2-4 раза.
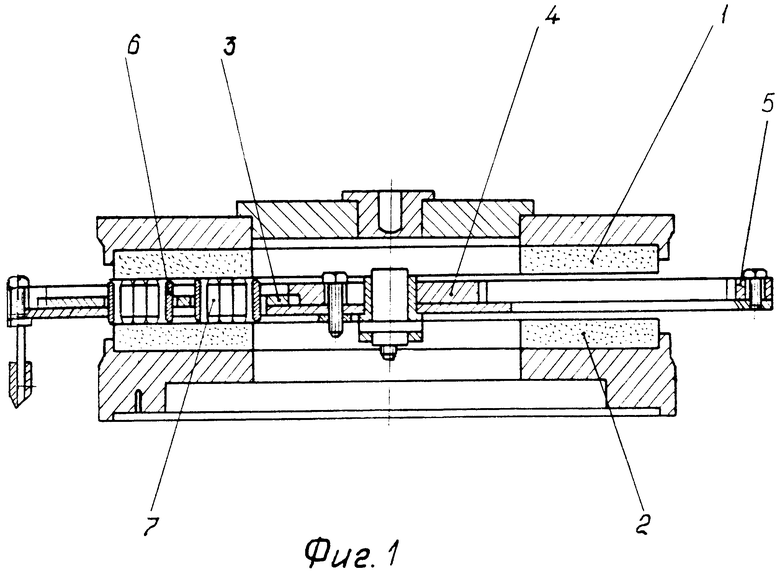
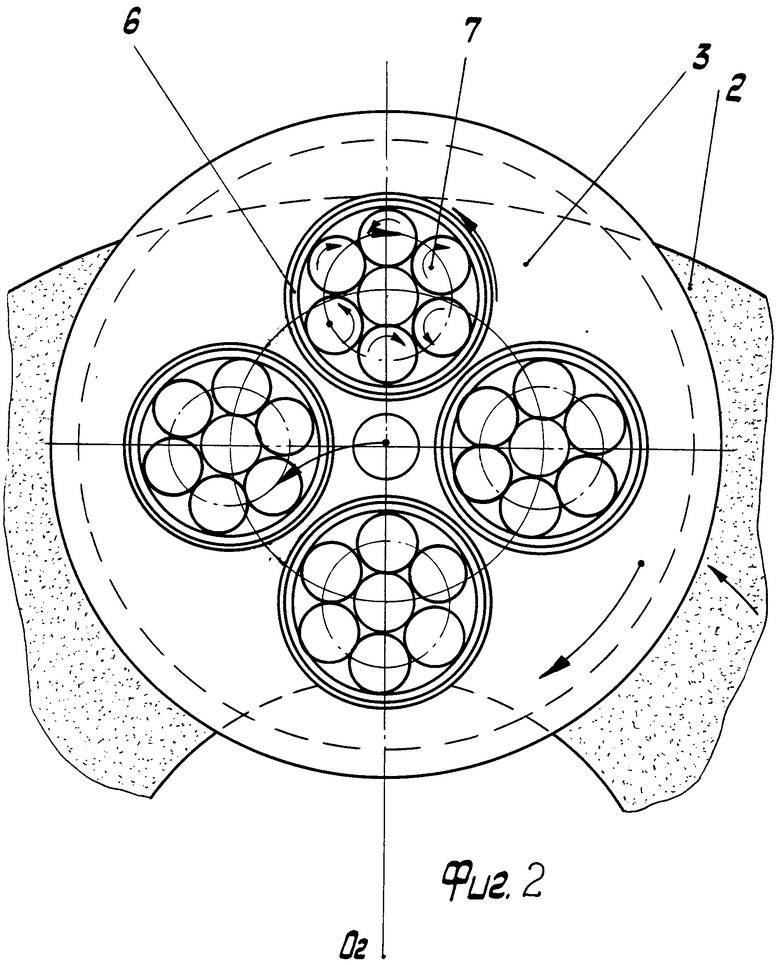
На фиг. 1 представлен схематически вариант осуществления способа, разрез в вертикальной плоскости; на фиг. 2 - вариант осуществления способа со снятым (условно) верхним диском.
Способ реализуют посредством станка, имеющего два доводочных диска 1 и 2 (оба приводные). Между ними размещен сепаратор-сателлит 3, взаимодействующий с приводным солнечным зубчатым колесом 4 и наружным неподвижным зубчатым колесом 5. В каждое гнездо сателлита помещено свободно (с зазором 0,4...1,0 мм) кольцо 6, предназначенное для размещения в нем роликов 7.
Способ осуществляют следующим образом.
Обработку роликов 7 производят группой, помещаемой в кольцо 6.
Количество роликов 7 в группе выбирают из ряда 7, 19, 37 исходя из соотношения диаметра к высоте (длине цилиндрической образующей) детали (ролика): при соотношении 1:1 - 7 шт, 1:2,5 - 19 шт, 1:5 - 37 шт.
На фиг. 2 изображен вариант с обработкой группы из семи роликов.
Внутренний диаметр кольца 6 выбирают из условия
Dвн = Dн + А, где Dн - диаметр описывающей окружности для группы проекций со стороны торцов роликов с номинальным диаметром, мм;
А - зазор 0,1...0,4 мм.
Таким образом за за счет указанного зазора А ролики имеют возможность вращения вокруг собственной оси и всей группой вокруг оси кольца 6. Так как кольцо 6 размещено с зазором 0,4...1 мм в гнезде сателлита, то оно также имеет возможность вращения.
Дискам 1 и 2 сообщают вращение в одну и ту же сторону, совпадающую с направлением вращения сателлита со своей осью (вокруг солнечного колеса), при этом соотношение скоростей вращения дисков выбирают из условия
v2 = (0,8-0,9)v1, где v1 - скорость первого диска;
v2 - скорость другого диска.
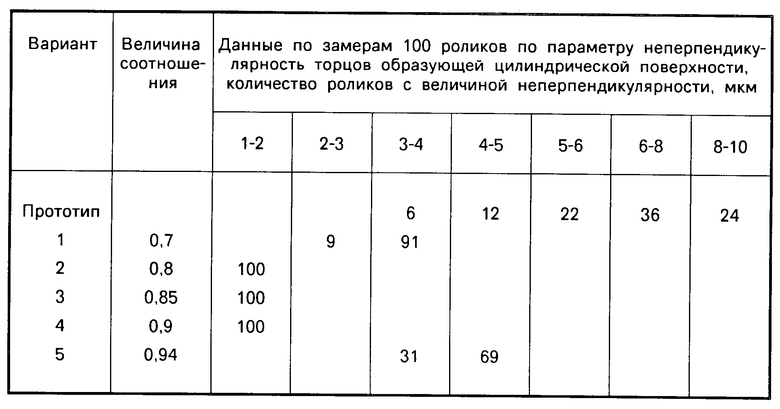
П р и м е р. Подвергали обработке шлифованные ролики с неперпендикулярностью торцов образующей цилиндрической поверхности от 7 до 20 мкм, выполненные из шарикоподшипниковой стали ШХ15, твердость HRC 63-65, габариты Dxl = 18х18 мм.
Группу роликов из семи штук помещали в кольцо 6 с зазором А = 0,3 мм.
В качестве обрабатывающего инструмента - доводочных дисков - были использованы абразивные круги с характеристикой 63СМ40М2-МЗК диаметром 900 мм.
Одному из дисков сообщали угловую скорость вращения 22 об/мин, т.е. максимально допустимую по критерию отсутствия прижогов, другому диску - скорость вращения в следующем соотношении со скоростью первого диска: 0,7; 0,8; 0,9; 0,94 скорости первого диска (т.е. соответственно 15,4; 17,6; 19.8; 20,7 об/мин). Время обработки составило 3 мин до достижения необходимой шероховатости торцов роликов.
Данные по вариантам осуществления способа и прототипа сведены в таблицу.
Выход за указанные соотношения скоростей дисков, вращающихся в одну сторону, приводит к ухудшению качества роликов по критерию величины неперпендикулярности торцов образующей цилиндрической поверхности, так как не обеспечивается привода группы роликов вокруг оси группы и каждого ролика вокруг своей собственной оси, а без этих вращений невозможно уменьшение указанной величины до 1-2 мкм.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ОБРАБОТКИ ПЛОСКИХ ДЕТАЛЕЙ | 1994 |
|
RU2094209C1 |
| ДВУСТОРОННИЙ ПЛАНЕТАРНЫЙ ПЛОСКОДОВОДОЧНЫЙ СТАНОК | 1992 |
|
RU2013198C1 |
| СПОСОБ ДВУСТОРОННЕЙ ФИНИШНОЙ ОБРАБОТКИ ТОРЦОВ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2003 |
|
RU2264904C2 |
| Станок для доводки торцов цилиндрических деталей | 1986 |
|
SU1421504A1 |
| Устройство для доводки плоских поверхностей деталей | 1987 |
|
SU1458187A2 |
| СПОСОБ ДОВОДКИ ДЕТАЛЕЙ НА ПЛОСКОДОВОДОЧНОМСТАНКЕ | 1971 |
|
SU294717A1 |
| Устройство для доводки плоских поверхностей деталей | 1988 |
|
SU1577944A2 |
| Устройство для доводки плоских поверхностей деталей | 1983 |
|
SU1126422A1 |
| Устройство для обработки плоских поверхностей | 1983 |
|
SU1119831A1 |
| Вертикальный доводочный двухдисковый станок планетарного типа | 1981 |
|
SU1187968A2 |
Использование: при двухсторонней доводке торцов цилиндрических деталей на плоскодоводочном станке, преимущественно в подшипниковой промышленности. Способ доводки торцов цилиндрических деталей на плоскодоводочном станке включает планетарное перемещение деталей между верхним и нижним доводочными дисками, которым сообщают вращение. Образуют группы роликов из условия контакта каждого ролика не менее чем с тремя соседними роликами и располагают их в кольце, внутренний диаметр которого выбирают из условия Dвн.= Dн+A, где Dн - диаметр описывающей окружности для группы проекций торцов роликов номинального диаметра, мм, А - зазор 0,1 - 0,4 мм. Кольцо с группой роликов размещают в гнезде сепаратора-сателлита и сообщают дискам вращение в одну сторону при соотношении скоростей V2= (0,9 ... 0,8)V1, где V1 - скорость первого диска; V2 - скорость другого диска. Количество роликов в группе при выполнении упомянутого требования выбирают из ряда 7,19,37, 1 з.п.ф-лы, 2 ил., 1 табл.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Двухдисковый доводочный станок | 1971 |
|
SU401106A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
