W
NU
ГчЭ
сл
о 4;
Изобретение относится к машиностроению и может быть использовано в подшипниковой и других отраслях промышленнос:ТИ.
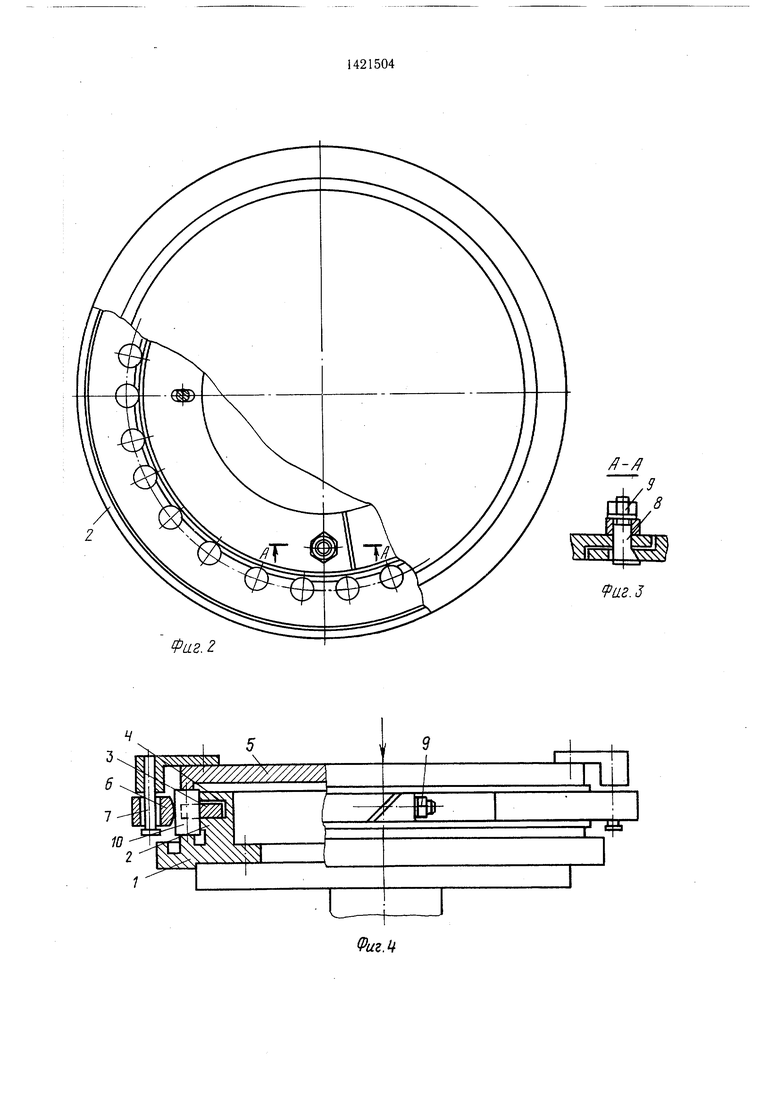
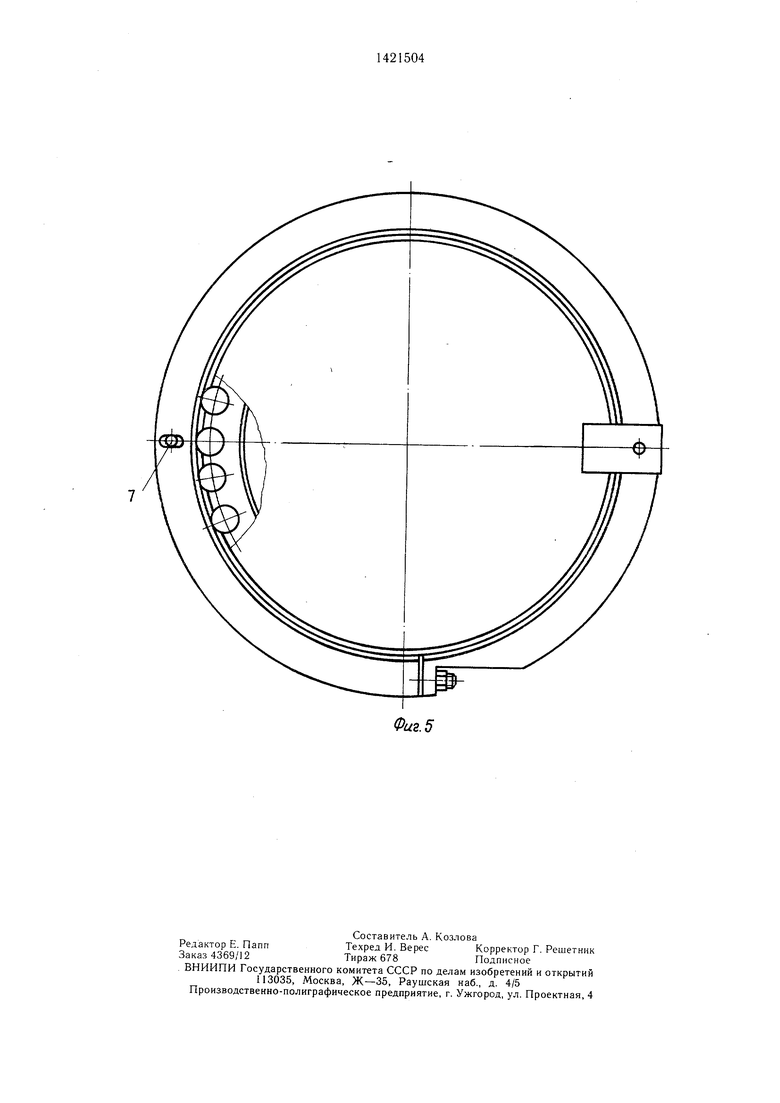
Цель изобретения - повышение точнос- п и обработки за счет совмешения конструк- :торской и технологической баз, а также сооб- Щения дополнительного врашения детали, i На фиг. I изображен станок, обш,ий вид; ня фиг. 2 - то же, вид сверху; на фиг. 3 - :разрез А-.А на фиг. 2 (разжимное устрой
ство); на фиг. 4 и 5 - варианты исполнения ттанка.
Станок содержит вращающийся доводочный диск 1 с цилиндрической закраиной 2, сепаратор 3, размещенный в выточке 4, неподвижный диск 5, разрезное кольцо 6, (удерживаемое от проворота пальцем 7, :и разжимное устройство, состоящее из кли- ;нового стержня 8 и гайки 9.
Станок работает следующим образом.
Обрабатываемые детали 10 устанавлива- ются в гнезда сепаратора 3. Верхний диск с разжи.миым устройством опускают вниз, с помощью гайки 9 и клинового стержня разрезное кольцо 6 разжимают, создавая некоторый натяг между обрабатываемыми деталями 10, цилиндрической закраиной 2 и кольцо.м 6; за счет опускания доводочного диска 5 создается требуемая рабочая нагрузка между торцами обрабатываемых деталей и доЕЮдочными дисками.
В зону обработки подается абразивная суспензия.
Доводочный диск 1 приводится во вращение, обрабатываемые детали совершают планетарное движение, обкатываясь по цилиндрической закраине 2 и кольцу 6, а от- носительпо рабочих кольцевых поверхностей доводочных дисков за счет зазора между сепаратором и доводочным диском совер0
0
5
шают плоско-параллельное и вращательное движения; благодаря чему происходит взаимная доводка торцов деталей и рабочих плоскостей доводочных дисков.
Таким образом, достигается высокая геометрическая точность по перпендикулярности торцов обрабатываемых деталей к их оси. Возможна работа станка без сепаратора.
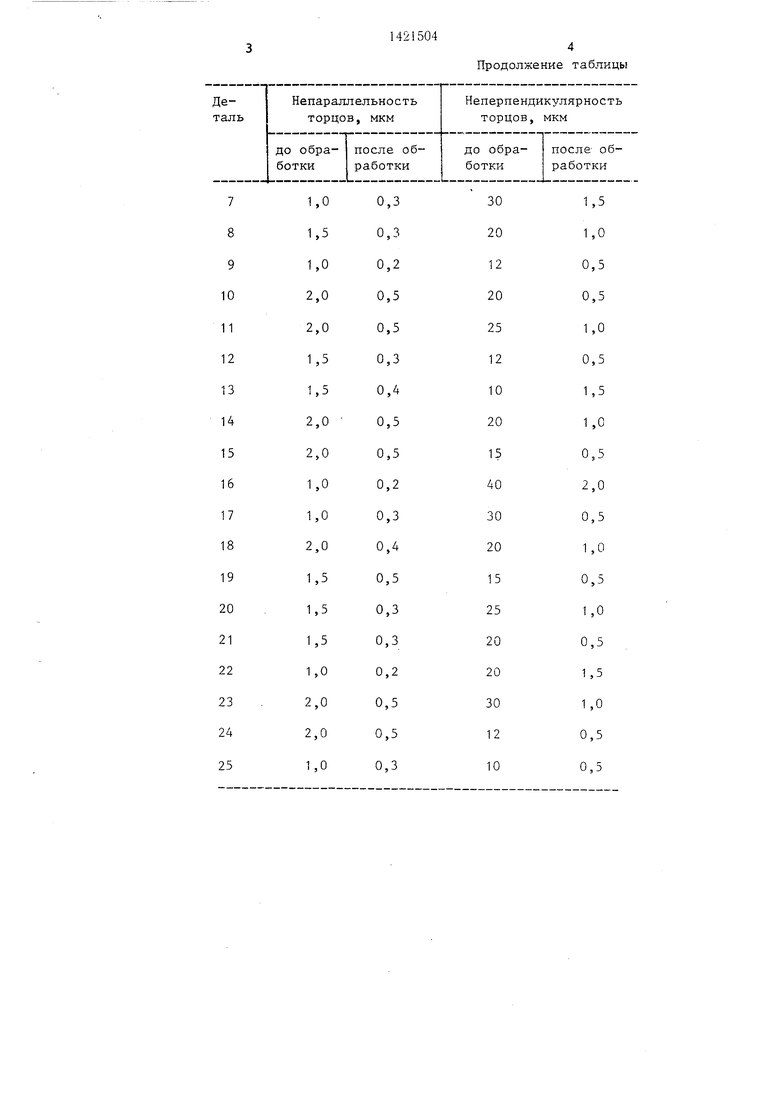
При испытаниях были обработаны втулки с наружным диаметром 15 мм и длиной 20 мм общим количеством 100 щт., 25 из них были подвергнуты контролю до и после обработки.
Результаты замеров приведены в таблице.
Как видно из таблицы, достигнуто повышение точности по параллельности до пяти раз и перпендикулярности в десять и более раз. Благодаря повышению точности обработки было получено увеличение выхода годных деталей на 15% по сравнению с известным станком модели ЗБ814.
Формула изобретения
1.Станок для доводки торцов цилиндрических деталей, содержащий верхний диск, нижний диск с закраиной и приводной элемент, установленный .между дисками концентрично им, отличающийся тем, что, с целью повышения точности обработки торцов деталей, приводной элемент выполнен в виде разрезного кольца с разжимным устройством, смонтирован на верхнем диске с возможностью осевого и радиального перемещения относительно него и предназначен для контакта с обрабатываемыми деталями.
2.Станок по п. 1, отличающийся тем, что в закраине нижнего диска выполнена проточка, в которой размещен введенный в станок сепаратор с открытыми гнездами со стороны разрезного кольца.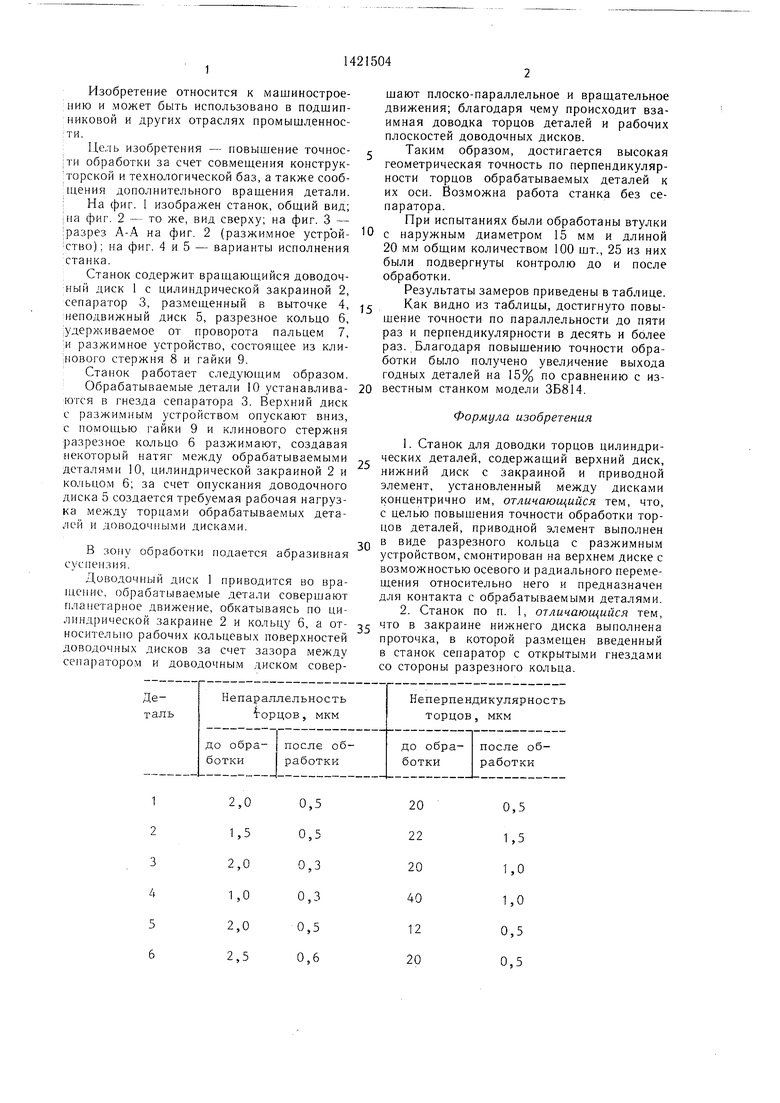
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для доводки торцов цилиндрических деталей | 1991 |
|
SU1808671A1 |
| СПОСОБ ДВУСТОРОННЕЙ ДОВОДКИ ТОРЦОВ ДЕТАЛЕЙ | 1989 |
|
RU2016747C1 |
| Способ плоской двусторонней обработки | 1984 |
|
SU1271725A1 |
| Станок для доводки плоских поверхностей деталей | 1976 |
|
SU648389A1 |
| Вертикальный доводочный двухдиско-Вый CTAHOK плАНЕТАРНОгО ТипА | 1979 |
|
SU831579A1 |
| Вертикальный доводочный двухдисковый станок планетарного типа | 1981 |
|
SU1187968A2 |
| Устройство для доводки плоских поверхностей деталей | 1987 |
|
SU1458187A2 |
| Станок для доводки плоских поверхностей деталей | 1980 |
|
SU891386A2 |
| Устройство для доводки плоских поверхностей деталей | 1988 |
|
SU1577944A2 |
| Станок для доводки наружных цилиндрических поверхностей деталей | 1981 |
|
SU956253A1 |
Изобретение относится к машиностроению и может быть использовано в подшипниковой и других отраслях манжнострое- ния. Целью изобретения является повышение качества обработки за счет сообш.ения дополнительного вращения детали и совмещения конструкторской и технологической баз. Детали 10 устанавливают в гнезда сепаратора 3. Разжимая разрезное кольцо 6, создают натяг между деталями, цилиндрической закраиной и кольцом 6. За счет опускания доводочного диска 5 создается требуемая рабочая нагрузка между торцами деталей. При врашении доводочного диска I детали 10 совершают планетарное движение, обкатываясь по цилиндрической закраине 2 и кольцу 6, а относительно рабочих кольцевых поверхностей доводочных дисков они совершают плоско-параллельное и вращательное движения. 1 з.п. ф-,чы, 5 ил., I табл.
2,0 1,5 2,0 1,0 2,0 2,5
0,5 0,5 0,3 0,3 0,5 0,6
0,5 1,5 1,0 1,0 0,5 0,5
Продолжение таблицы
Фаг. 2
fas.J
Физ.5
| Станок для плоско-параллельной притирки | 1943 |
|
SU63555A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
