Изобретение относится к литейному производству, в частности к устройствам для изготовления литейных форм.
Известно устройство для изготовления литейных форм, содержащее ресивер ежа- трго воздуха, быстродействующий клапан, полости.которых сЬе динёйы с источником сжафгр во йуха ф дрмоо бразующую ем- кост, ограниченную Модельным комплектом, бабкой и накопительной рамкой.
При импульсном уплотнении сжатый воздух из ресивера устремляется в формо- образующую емкость и воздействует в основном на свободную верхнюю поверхность формовочной смеси, Находя- щейся в наполнительной рамке.
При этом смесь, располагающаяся у стенок наполнительной рамки, остается приторможенной, т.е. зависает, что отрицательно сказывается на собственном процес- се уплотнения. Кроме того, в пристенных слоях смеси в наполнительной рамке не происходит аэрационного рыхления перед подачей импульса, что также ухудшает качество уплотнения из-за неравномерной ис- ходной плотности смеси по всему объему.
Наиболее близким по технической сущности и достигаемому эффекту является устройство для изготовления литейных форм, включающее ресивер сжатого воздуха быс- тродействующий клапан, полости которого соединены с источником сжатого воздуха и атмосферой, модельный комплекс, опоку и накопительную рамку. С целью создания равномерной исходной плотности смеси в объеме опока - наполнительная рамка в стенках наполнительной, рамки установлены венты, соединенные с магистралью, подключенной к источнику сжатого воздуха.
Такое выполнение устройства позволяет за счет воздействия на смесь сжатым воздухом при заполнении ею наполнительной рамки и опоки достичь равномерной плотности смеси по всему объему, от чего Существенно зависит качество уплотнения смеси..
Недостатком данного устройства является наличие специальной автономной системы вдува сжатого воздуха через венты и неэффективное его расходование.
Непроизводительные потери сжатого воздуха связаны со сбросом сжатого воздуха в атмосферу из поршневой полости выпускного клапана при ударном его открытии полости в момент импульса. Увеличение расхода сжатого воздуха вызывается необ- ходимостью его подачи в наполнительную рамку. .:
Кроме того, для осуществления острого .по характеристике импульса сжатого
воздуха необходимо обеспечить как можно более быстрое открытие клапана, что, в свою очередь, связано с ускоренным сбросом значительного объема воздуха из надпор- шневой полости в атмосферу, сопровождающееся шумом, превышающим предельно-допустимые санитарно-гигие- нические нормы.
Цель изобретения - повышение эффективности использования сжатого воздуха и уменьшение его расхода с одновременным снижением шума при работе.
Поставленная цель достигается тем, что в устройстве, содержащем ресивер сжатого воздуха, выпускной клапан, рабочие полости которых соединены с источником сжатого воздуха и атмосферой, модельный комплекс, опоку и наполнительную рамку, надпоршневая полость выпускного клапана соединена отводящей магистралью с вентами наполнительной рамки.
Сопоставительный анализ с прототипом показывает, что заявляемое устройство отличается тем, что полость быстродействующего клапана соединена отводящей магистралью с вентами наполнительной рамки.
Сущность предполагаемого изобретения иллюстрируется.
На чертеже изображено устройство для изготовления литейных форм.
Предлагаемое устройство содержит ресивер 1 сжатого воздуха, впускное отверстие 2 для подачи сжатого воздуха в ресивер 1, формообразующую емкость, ограниченную модельным комплектом 3, 4, опокой 5 и наполнительной рамой 6с вентами 7, и быстродействующий выпускной клапан 8, надпоршневая полость 9 которого соединена с вентами 7 наполнительной рамки 6 посредством отводящей магистрали 10. Для поддержания на вентах 7 при вдуве воздуха избыточного давления стенки наполнительной рамки 6 имеют коробчатое сечение, за- полненное, например, элементами шумопоглощения 11.
Устройство работает следующим образом.
Ресивер 1 импульсной головки через впускное отверстие 2 и обратный клапан 12 заполняется от цеховой магистрали сжатым воздухом, Одновременно через 2-х ходовой вентиль 13 надпоршневая полость 9 выпускного клапана 8 находится под давлением, чем обеспечивается надежное срабатывание выпускного клапана 8.
По достижении рабочего сжатого воздуха в ресивере 1, вентилем 13 надпоршневая полость 9 соединяется с отводящей магист- ралью 10, Находящийся в полости 9 сжатый воздух по кратчайшему пути через отводящую магистраль 10 сбрасывается в полую стенку наполнительной рамки 6, откуда через венты 7 или вентиляционную стенку другой конструкции вдувается по периметру уплотняемого объема формовочной смеси. ,
Подьем выпускного клапана 8 наступает после того, как в полости 9 упадет давление сжатого воздуха, т.е. это операции последовательные и осуществляются они автоматически, с разрывом в несколько де- сятых долей секунды.
Таким образом, импульсное давление заряда сжатого воздуха - энергоносителя, вытекающего через впускное отверстие 15, воздействует на свободную верхнюю по- верхность формовочной смеси в наполнительной рамке 6 тогда, когда через венты 7 уже осуществляется наддув воздуха, снижающий величину бокового трения формовочной смеси о стенки наполнительной рамки 6. аналогично известному в технике перемещению на воздушной подушке, чем достигается существенное перераспределение энергозатрат, идущих на уплотнение формы, что повышает эффективность использо- вания заряда сжатого воздуха.
Благодаря тому, что отводящая магистраль 10 по кратчайшему соединяется с полостью вент 7 и сбрасываемый воздух, расширяясь, дросселируется через элементы шумопоглощения 11, венты 7 и вытекает в объем наполнительной рамки 6, заполненной пористой формовочной смесью 16, уровень его импульсного шума при выхлопе снижается до пределов шумового фона работающего литейного цеха, который составляет 45-50 дБА.
Таким образом, предлагаемое устройство для изготовления литейных форм позволяет, по сравнению с устройством аналогичного назначения (см. прототип), обеспечить повышение эффективного- использования сжатого воздуха за счет утили- зации неиспользовавшегося ранее и сбрасываемого в атмосферу цеха объема воздуха из надпоршневой полости выпускного клапана. В свою очередь, утилизирующий воздух расходуется через венты или воздухопроницаемые стенки на обеспечение воздушной подушки на внутреннем периметре стенок наполнительной рамки, существенно снижая боковое трение формовочной смеси при импульсном прессовании литейной формы. Введение отводящей воздушной магистрали в корпус наполнительной рамки глушит импульсный шум, сопутствующий работе импульсных головок любых других конструкций.
Формула изобретения Устройство для изготовления литейных форм, содержащее ресивер, выпускной клапан, рабочая полость которого сообщена с источником сжатого воздуха и атмосферой, модельный комплект, опоку и наполнительную рамку с вентами, отличающееся тем, что, с целью повышения эффективности использования сжатого воздуха и уменьшения его расхода с одновременным снижением шума при работе, надпоршневая полость выпускного клапана соединена отводящей магистралью с вентами наполнительной рамки.. .

| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочная машина | 1988 |
|
SU1530325A1 |
| Формовочная машина для изготовления нижних полуформ | 1985 |
|
SU1276429A1 |
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1991 |
|
RU2026133C1 |
| Формовочная машина для изготовления литейных форм | 1984 |
|
SU1217561A1 |
| Импульсная головка | 1989 |
|
SU1643140A1 |
| Устройство для многоплунжерного прессования разовых песчано-глинистых литейных форм | 1990 |
|
SU1799665A1 |
| Способ уплотнения зернистых материалов и устройство для его осуществления | 1990 |
|
SU1791073A1 |
| Пескодувно-прессовая формовочная машинадля изгОТОВлЕНия лиТЕйНыХ фОРМ | 1979 |
|
SU831356A1 |
| Способ изготовления литейных форм и устройство для его осуществления | 1989 |
|
SU1752488A1 |
Использование: в литейном производстве, в частности в устройствах для изготовления литейных форм. Сущность изобретения: надпоршневая полость 9 выпускного клапана 8 соединена отводящей магистралью 10 с вентами 7 наполнительной рамки 6. 1 ил.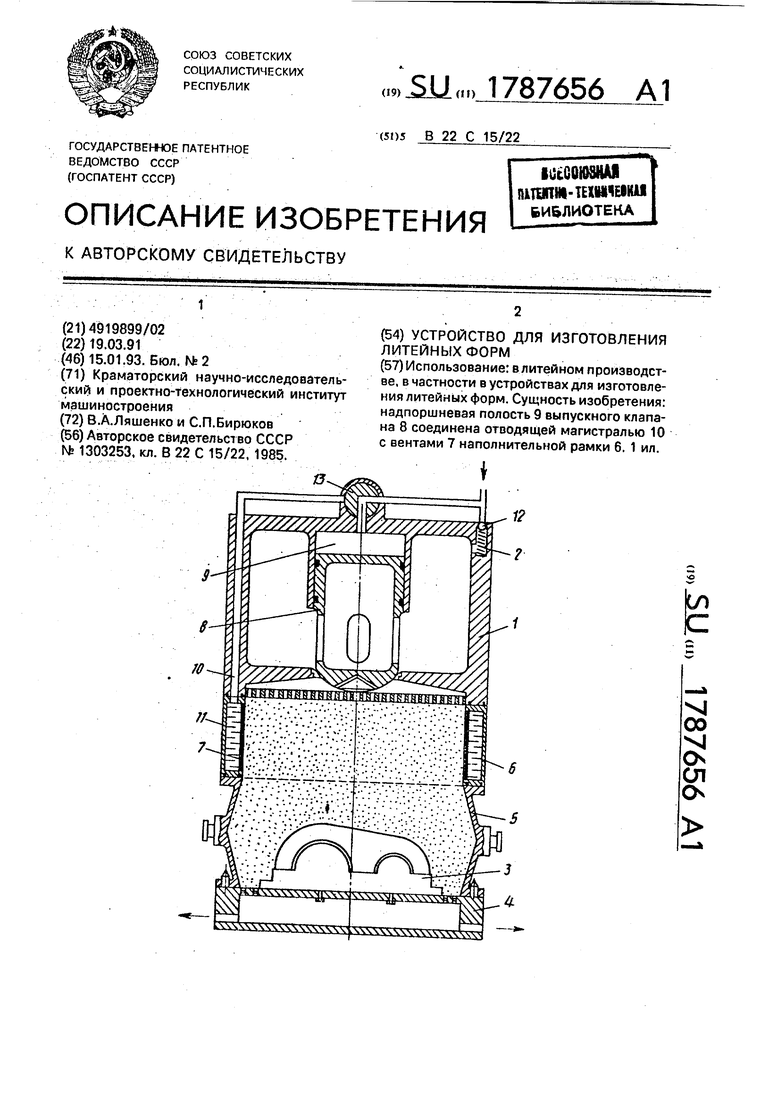
| Способ изготовления литейных форм | 1985 |
|
SU1303253A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
