/
СП
о
00
;0
-к
(X)
42.
Изобретение относится к литейному производству, в частности к уплотнению литейных форм импульсным способом.
Целью изобретения является снижение расхода сжатого воздуха и повышение производительности.
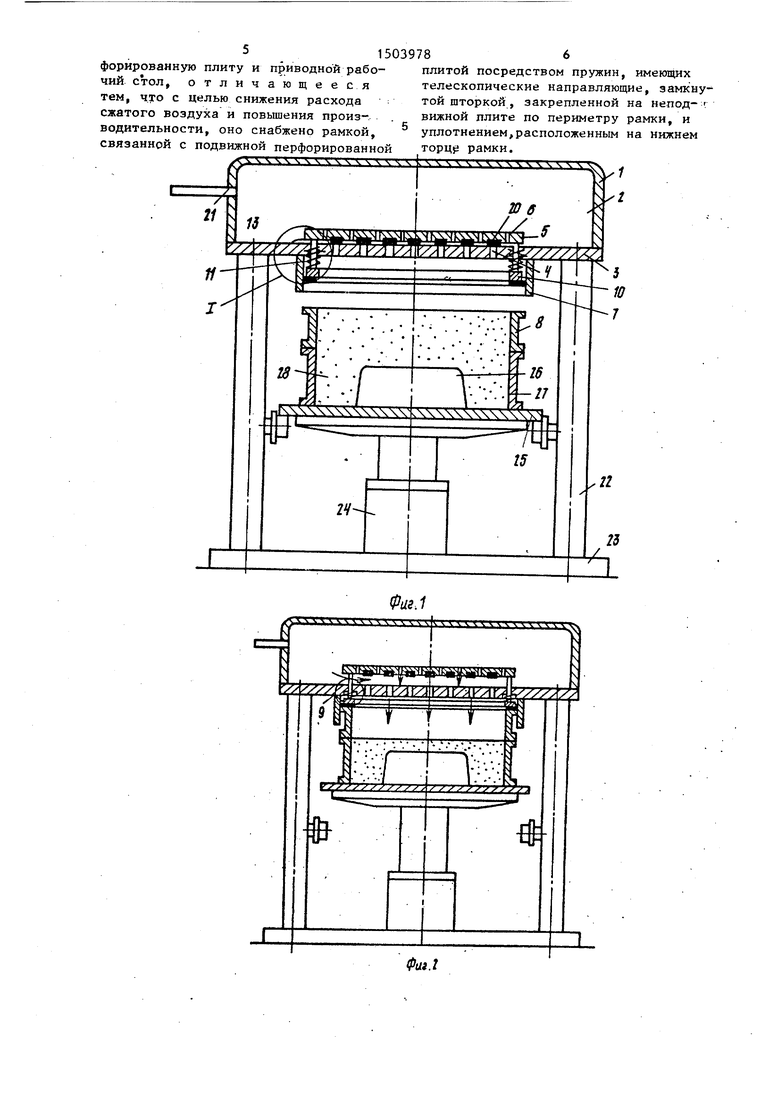
На фиг, 1 изображено импульсное формовочное устройство, исходное положение на фиг. 2 - то же, рабо150397R
10
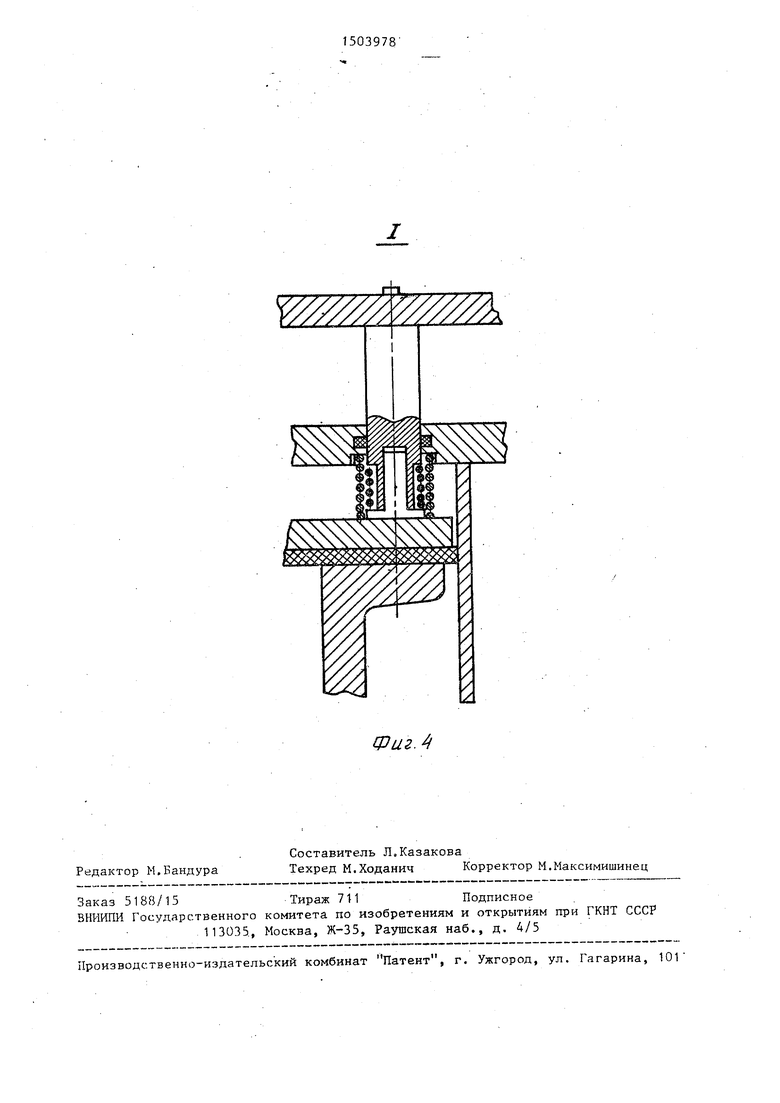
в ч
чее положениеi на фиг. 3 - узел I на фиг,1 (подпружиненные штоки, исходное положение)j на фиг. 4 - то же, рабочее положение.
Устройство содержит корпус 1 с рабочей полостью 2, неподвижную плиту 3 с выпускными отверстиями 4, подвижную плиту 5 с отверстиями 6. На неподвижной плите 3 закреплена замкнутая по периметру шторка 7, внутренние размеры которой соответствуют внешним габаритным размерам наполнительной рамки 8. Подвижная плита 5 соединяется с приводом 9, состоящим из подпружиненной раМки 10 с пружинами
11, которые закреплены своей верхней частью на неподвижной плите 3, а нижней - на рамке 10, и уплотне- : нием 12, подпружиненных штоков 13
с направляющими отверстиями 14, направляющими штоками 15с фланцами 16 которь е расположены на подпружиненно рамке 10, и пружинами 17,
Для перемещения штоков 13 в неподвижной перфорированной плите 3 изготовлены направляющие каналы 18 с уплотнителями 19. Выпускные отверстия 4 в неподвижной плите 3 перекрыты уплотнителями 20, установленными- в подвижной, плите 5. Воздух под давлением подводится в рабочую полость
2от источника сжатого воздуха (не показан) по трубопроводу 21. Корпус 1 установлен на стояках 22 и фундаменте 23, на котором размещен механизм 24 подъема с модельной плито 25, моделью 26, опокой 27 и наполнительной рамкой 8,
Устройство работает следующим об- разом.
Сжатый воздух по трубопроводу 21 подается в рабочую полость 2 до требуемого давления. Подвижная плита 5 поджимается к неподвижной плите 3 11ерез уплотнители -20, подвижная плита 5 находится в крайнем нижнем положении, так как площадь верхней ее по
10
15
20
25
30
50
35
40
45
55
верхности больше нижней из-за наличия на последней уплотнителей 20. Опоку 27 и наполнительную рамку 8 устанавливают на модельную плиту ,25 и засыпают формовочной смесью 28, Затем воздух или жидкость под давлением подается в поршневую полость (не показана) механизма 24, подъема, который перемещает модельную плиту 25 с опокой 27 и наполнительной рамкой 8 в крайнее верхнее положение. При этом верхняя плоскость наполнительной рамки 8 упирается в подпружиненную рамку 10 с уплотнением 12, которое герметизирует внутреннюю по- лост ь шторки 7 от атмосферы, В результате перемещения подпружиненной рамки 10 направляющие штоки 15 с- фланцами 16 поднимаются по направляющим отверстиям 14, причем верхние плоскости фланцев 16, взаимодействуя с пружинами 17, сжимают их. Одновременно с зтим сжимаются и пружины 11. Как только выбирается зазор между нижними плоскостями подпружиненных штоков 13 и верхними плоскостями фланцев 16, штоки 13 поднимаются одновременно с подвижной плитой 5, в следствие .чего открьшаются выпуск- , ные отверстия 4 неподвижней плиты - 3 и поток сжатого воздуха из рабочей полости 2 поступает в пространство над формовочной смесью 28, уплотняя ее. После окончания уплотнения механизм 24 подъема с модельной плитой 25, опокой 27 и наполнительной рамкой Ь опускаются в крайнее нижнее положение. При этом подвижная плита 5 под действием усилия пружин 11 и 17 опускается вниз. Уплотнители 20 перекрывают выпускные отверстия неподвижной плиты 3. .
Для изготовления следующей литейной формы цикл повторяется.
По сравнению с прототипом применение предлагаемого импульсного формовочного устройства позволяет уменьшить расход сжатого воздуха и.упростить его конструкцию путем исключения пневматических поршневых приводов, повысить производительность устройства за счет совмещения во времени операций подъема модельно-опочного комплекта и уплотнения формовочной смеси. Формула изобретения
Импульсное формовочное устройство, содержащее корпус с рабочей полостью, неподвижную перфорированную плиту и установленную над ней подвижную пер-.
форированную плиту и чий стол,
приводной рабо- отличающееся тем, чдго с целью снижения расхода сжатого воздуха и повышения производительности, оно снабжено рамкой, связанной с подвижной перфорированной
плитой посредством пружин, имеющих телескопические направляющие, замкнутой шторкой , закрепленной на непод- г вижной плите по периметру рамки, и уплотнением,расположенным на нижнем рамки.
/
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2022684C1 |
| Устройство для изготовления литейных форм | 1986 |
|
SU1411095A1 |
| Способ уплотнения формовочной смеси и устройство для его осуществления | 1988 |
|
SU1637937A1 |
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
| Устройство для многоплунжерного прессования разовых песчано-глинистых литейных форм | 1990 |
|
SU1799665A1 |
| Импульсная головка | 1990 |
|
SU1764776A1 |
| Трехпозиционный формовочный блок литейной линии | 1987 |
|
SU1685591A1 |
| Устройство для изготовления литейных форм | 1991 |
|
SU1822361A3 |
| ИМПУЛЬСНАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1991 |
|
RU2024346C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
Изобретение относится к литейному производству , в частности, к уплотнению литейных форм импульсным способом. Целью изобретения является снижение расхода воздуха и повышение производительности. Устройство содержит корпус с рабочей полостью, подвижную перфорированную плиту 5, неподвижную перфорированную плиту 3, на которой закреплена замкнутая по периметру шторка с уплотнением 12. Открытие выпускных отверстий осуществляется механизмом подъема опоки посредством рамки 10, подпружиненной относительно нижней поверхности неподвижной плиты и штоков 14, 15, подпружиненных относительно верхней поверхности рамки. Изобретение позволит совместить во времени операции подъема модельно-опочного комплекта и уплотнения формовочной смеси. 4 ил.
Фиг.1
У///////Ж
Фиг.
| Импульсное формовочное устройство | 1982 |
|
SU1046000A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
