Изобретение относится к термической обработке конструкционных сталей при помощи концентрированных источников энергии, а именно лазерного излучения, и может быть использовано в машиностроении при локальной модификации поверхности изделий.
Известны способы термической обработки сплавов, в основе которых лежат различные варианты использования электрического тока, лазерного излучения, электронных и ионных пучков. Наиболее близким по технической сущности к предлагаемому является способ лазерной технологии, при использовании которого для обработки массивных деталей из стали и чугуна перед облучением производят предварительный нагрев всего изделия до температуры начала мартенситного превращения, следствием чего является уменьшение скорости охлаждения и снижение твердости металла.
Этот способ, принятый в качестве прототипа, имеет определенные недостатки, основным из которых является возможность обработки только массивных изделий. Кроме того, поскольку температура начала мартенситного превращения для сталей при вариации содержания углерода 0,1 - 1,6% лежит в интервале 100-350оС, то подогрев сплавов до таких температур (небольших) не обеспечивает достаточно активного протекания диффузионных процессов, связанных со структурными превращениями. Таким образом указанный способ имеет определенные ограничения при использовании, что не позволяет достаточно дифференцированно влиять на свойства металла в зоне облучения.
Исслевадования с лазерным облучением образцов, нагреваемых различными способами от 20 до 800-1000оС, показатели, что за счет повышения температуры нагрева сталей сверх указанных температур, приводящего к уменьшению скорости охлаждения, можно существенно влиять на формирование структуры и свойств зоны термического влияния после воздействия лазерного излучения. Это приводит к значительному повышению пластичности этой зоны.
Целью изобретения является улучшение качества изделия путем повышения пластичности зоны термической обработки и регулирования ее толщины. Это достигается путем обработки поверхности материала лазерным лучом после предварительного нагрева изделия до температур выше начала мартенситного превращения в пределах 400-600оС. Обработка проводится на любой промышленной установке, способной генерировать импульс с плотностью потока до 106 Вт/см2 при миллисекундной длительности. Указанная длительность импульса характерна для многих промышленных установок, а верхний предел мощности импульса обосновывается тем, что при q > 106 Вт/см2 начинается заметное эрозионное разрушение поверхности обрабатываемого материала. В случае же q < 106 Вт/см2, процесс распространения тепла сосредоточенного источника Q, выделяющегося на поверхности полубесконечного тела, как известно, выражается уравнением
T(R,t) =  e
e +To , где T - температура в рассматриваемой точке; P - расстояние от источника тепла до рассматриваемой точки; t - время, отсчитываемое с момента введения тепла; a, c - коэффициенты температуропроводности и теплоемкости; γ - плотность металла; To - начальная температура металла перед обработкой.
+To , где T - температура в рассматриваемой точке; P - расстояние от источника тепла до рассматриваемой точки; t - время, отсчитываемое с момента введения тепла; a, c - коэффициенты температуропроводности и теплоемкости; γ - плотность металла; To - начальная температура металла перед обработкой.
Анализ этой формулы приводит к заключению, что путем повышения температуры изделия при обработке импульсами, можно регулировать скорость охлаждения зон термического влияния, влиять на протекание структурных превращений, пластичность металла и внутренние напряжения.
Таким образом, нагрев изделий в указанном выше интервале температур перед лазерной обработкой приводит к существенному положительному эффекту. За счет повышения температуры нагрева оказывается возможным вести обработку не только массивных, но и миниатюрных деталей массой в 2-3 г, поскольку их предварительный нагрев позволяет обеспечить охлаждение слоев, нагретых лазерным импульсом, со скоростью меньшей критической, т.е. избежать снижения пластичности за счет исключения закалочных явлений. По существу речь может идти о реализации процесса скоростного отжига, при котором закалочные процессы в зонах металла, нагретого до высоких температур лазерным лучом, нивелируются замедленной скоростью отвода тепла вследствие значительного снижения градиента температур.
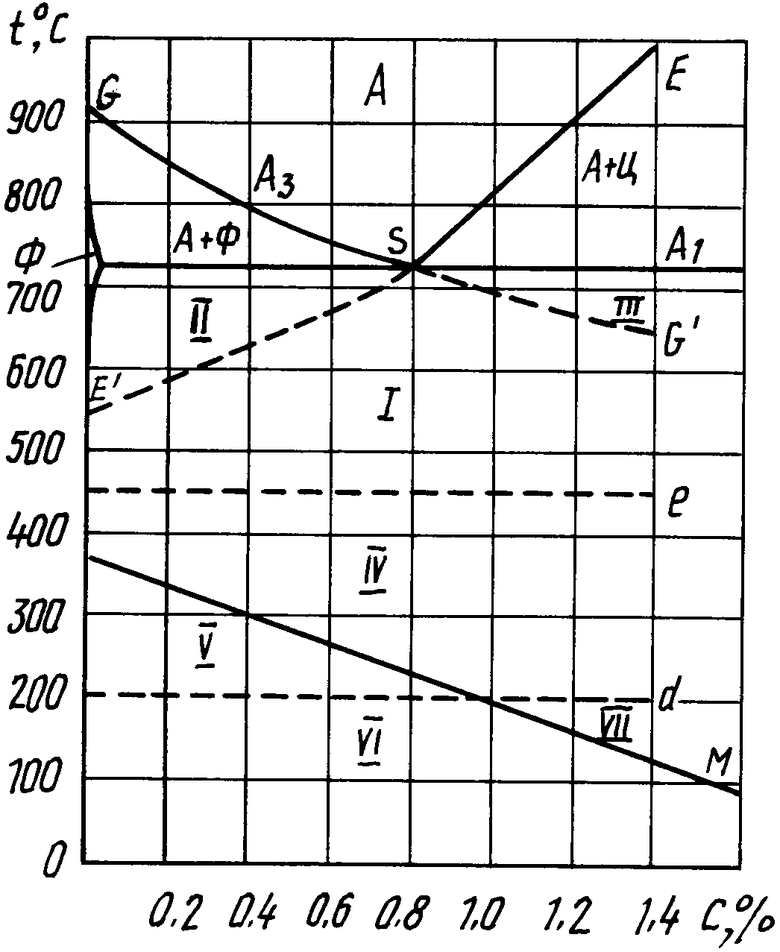
На чертеже приведена обобщенная диаграмма превращения переохлажденного аустенита в углеродистой стали; где I - превращение аустенит-перлит; II - превращение аустенит-перлит с предварительным выделением феррита; III - предварительное выделение цементита и затем превращение аустенит-перлит; IV - превращение аустенит-бейнит; V - превращение аустенит-мартенсит и распад остаточного аустенита с образованием бейнита; VI - превращение аустенит-мартенсит; VII - переохлажденный аустенит сохраняется без превращения; линия М характеризует температуру начала матенситного превращения.
Нижний предел интервала температур предварительного нагрева изделий определяется реализацией соответствующих фазовых превращений (см. чертеж, линия "е"), а верхний - началом образования на изделии оксидной пленки.
Использование этого способа приводит к облученной зоне к более полному протеканию диффузионных процессов, выравниванию фазового состава и микроструктуры, снижению микротвердости и релаксации внутренних напряжений.
Таким образом, предлагаемый способ имеет следующие преимущества перед прототипом. Повышение температуры обрабатываемой детали до 400-600оС приводит к более полному протеканию структурных превращений. Поскольку диффузионные процессы, развивающиеся в интервале температур 200-450оС (см. чертеж, между линиями "d" и "e") достаточны лишь для обеспечения диффузии углерода, то нагрев выше линии "e" обеспечивает протекание диффузии как железа, так и легирующих элементов, что способствует более полному выравниванию состава и структуры. Более высокий нагрев детали обеспечивает меньшую скорость охлаждения, что исключает закалочные процессы, вследствие чего реализуется возможность обработки миниатюрных (2-3 г и менее) деталей. Опыты показали, что при нагреве образца массой 1,7 г до 600оС получены следующие данные для стали, содержащей 0,96% углерода, Интервал Скорость охлаждения, температур, оС град/с
700-600 43,5
600-500 37,0
500-400 14,9
400-300 20,0
300-200 14,2
200-100 7,7 а для стали с 0,1% углерода Интервал Скорость охлаждения, температур, оС град/с
700-600 16,7
600-500 13,3
500-400 9,1
400-300 6,9
300-200 4,2
200-100 2,4
Возможно регулирование толщины зоны термического влияния, включая получение структуры и свойств исходного металла, что особенно важно, например, при лазерной пробивке отверстий.
П р и м е р 1. Образцы отожженной и закаленной стали 40Х размерами 30х30х20 мм нагревались до разных температур в интервале 20-600оС. Нагрев осуществлялся в специальной термопечи. Основная часть печи - корпус из нержавеющей стали, в котором находится микропечь с нихромовой обмоткой. Печь обеспечивает нагрев образца до нужной температуры, которая контролируется термопарами. Вся система нагрева вместе с образцом помещалась на плато установки типа "Луч-1М", система фокусировалась на поверхность образца и проводилось облучение одиночными импульсами.
Обработка нагретых образцов проводилась лазерными импульсами на воздухе. Лазерная установка работала в режиме свободной генерации, плотность потока излучения 105-106 Вт/см2, длительность импульса 2 ˙ 10-3 с (длительность определяется конструктивными особенностями установки, возможность варьирования в широких пределах отсутствует).
После обработки образцы остывали на воздухе до комнатной температуры, изготавливались металлографические шлифы, травление их осуществлялось в 4% -ном растворе азотной кислоты в этиловом спирте (4 мл кислоты на 96 мл спирта). Фотографирование микроструктуры проводили на оптическом микроскопе МИМ-8.
Для оценки механических свойств в облученной зоне применялся метод измерения микротвердости на приборе ПМТ-3 (нагрузка 100 г).
Металлографическое излучение шлифов отожженных образцов показало, что лазерное облучение образцов после нагрева приводит к существенному изменению микроструктуры зоны облучения, повышению пластичности, характеризуемому падением микротвердости в зоне облучения.
Изменения микротвердости после облучения отожженных образцов характеризуются следующими значениями: Tмишени, оС H, кгс/мм2 20 (прототип) 650 300 550 400 250 Tмишени, оС H, кгс/мм2 500 210 600 (Появляется оксидная пленка) 190
В случае облучения закаленных образцов этой стали также имеет место существенное изменение микроструктуры зоны облучения. Изменения микротвердости после облучения закаленных образцов характеризуются следующими значениями: Tмишени, оС H, кгс/мм2 20 (прототип) 750 300 670 400 350 500 310
600 (Появляется оксидная пленка) 280
П р и м е р 2. Образцы низкоуглеродистой стали (0,2% С) в состоянии поставки размерами 60х5х2 мм (масса около 2 г) нагревались до разных температур в интервале 20-600оС с использованием установки. Обработка лазерными импульсами производилась на приборе "Квант-12". Обработка и исследование образцов производились в условиях, аналогичных указанным в примере 1.
Применение предлагаемого способа позволяет повысить пластичность зоны термического влияния, а также снизить внутренние напряжения в зоне облучения. Способ отличается относительной простотой и эффективен в случае локальной обработки стальных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки стальных изделий | 1988 |
|
SU1523578A1 |
| СПОСОБ ЛАЗЕРНО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ УГЛЕРОДИСТЫХ СТАЛЕЙ | 1996 |
|
RU2121004C1 |
| Способ формирования упрочненного поверхностного слоя в зоне лазерной резки деталей из легированных конструкционных сталей | 2019 |
|
RU2707374C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ КОНСТРУКЦИЙ С КОНЦЕНТРАТОРАМИ НАПРЯЖЕНИЙ | 2001 |
|
RU2204615C2 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СТАЛИ | 2005 |
|
RU2274674C1 |
| Способ роботизированного лазерного упрочнения изделий из штамповой стали | 2023 |
|
RU2820138C1 |
| СПОСОБ УПРОЧНЕНИЯ РАЗДЕЛИТЕЛЬНОГО ШТАМПА | 2014 |
|
RU2566224C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ИЗ МАРТЕНСИТНО-СТАРЕЮЩИХ СТАЛЕЙ | 2002 |
|
RU2241047C2 |
| Способ получения упрочненных заготовок крепежных изделий из нержавеющей аустенитной стали | 2020 |
|
RU2749815C1 |
| СПОСОБ НАПЛАВКИ КОРРОЗИОННО-ЭРОЗИОННОГО ПОРОШКА ПРИСАДОЧНОГО МАТЕРИАЛА НА СТАЛЬНУЮ ПОВЕРХНОСТЬ ДЕТАЛИ | 2010 |
|
RU2478028C2 |
Изобретение относится к термической обработке конструкционных сталей при помощи концентрированных источников энергии. Сущность: обрабатывают поверхность материала лазерным лучом после предварительного нагрева изделия до температур выше начала мартенситного превращения в пределах 400 - 600 °С. 1 ил.
СПОСОБ ЛАЗЕРНО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ, включающий нагрев обрабатываемой поверхности до заданной температуры и нагрев лазерными импульсами, отличающийся тем, что, с целью улучшения качества изделия путем повышения пластичности зоны термической обработки, релаксации внутренних напряжений и регулирование ее толщины за счет уменьшения скорости охлаждения, производится предварительный нагрев металла до 400 - 600oС при плотности мощности излучения 105 - 106 Вт / см2.
| Григорьянц А.Г., Сафонов Л.Н | |||
| Методы поверхностной лазерной обработки | |||
| М.: Высшая школа, 1987. |
