Изобретение относится к способам закалки при термической обработке изделий на предприятиях металлургической, машиностроительной и других отраслях промышленности.
Известен способ закалки в подогреваемой печи с кипящим слоем изделий из легированных сталей, заключающийся в нагреве до температуры аустенизации и охлаждении в среде твердых частиц A2O3, псевдоожиженных потоком воздуха или азота с пересыщенным водяным паром при 90-95оС, что снижает коробление и поводки изделий.
Известны также способ и устройство для закалки бунтов проволоки, в котором для обеспечения равномерного охлаждения с помощью специального крана-манипулятора бунт проволоки загружается в нагретую до заданной температуры колпаковую печь. После выдержки в течение заданного времени манипулятор выгружает бунт из печи и опускает его в закалочную ванну, сообщая ему колебательное и вpащательное движение.
Известен способ термической обработки постоянных магнитов, включающий нагрев до 1100-1200оС и охлаждение, в котором с целью достижения стабильной однородности свойств, повышения их уровня и производительности способа, процесс охлаждения магнитов проводят путем их перемешивания с одновременным обдувом воздухом. Недостатком этого способа является невозможность использования его для термообработки игл, т.к. перемешивание их в садке при охлаждении неизбежно приведет к короблению.
Целью изобретения является снижение коробления игл. Это достигается тем, что охлаждение игл при их свободном падении в закалочной среде осуществляется до Мн-(5-10)оС.
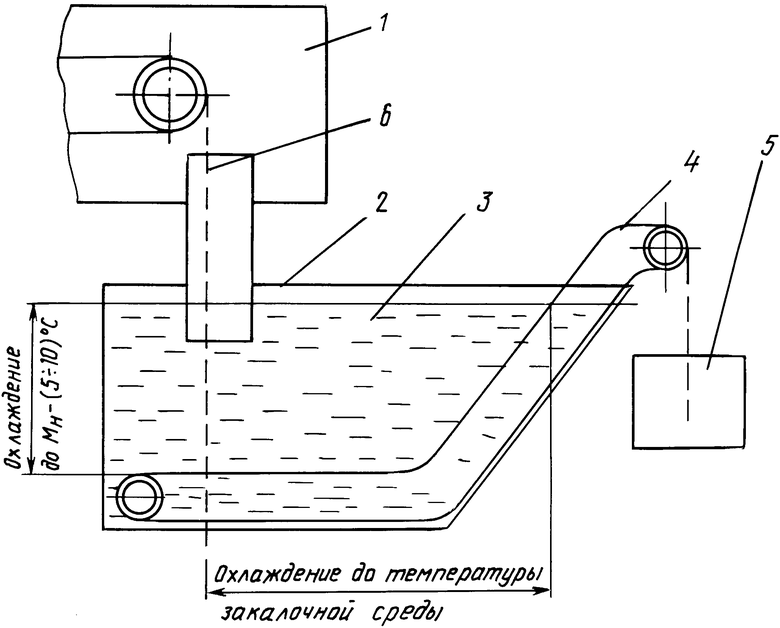
На чертеже представлена схема устройства, реализующего предлагаемый способ.
Устройство для осуществления способа закалки игл включает печь 1, закалочный бак 2, закалочную среду 3, конвейерную ленту 4 закалочного бака 2, сменную корзину 5, а также объект закалки - иглы 6.
Способ закалки швейных и бытовых игл осуществляется следующим образом.
Нагретые в печи 1 иглы 6 падают в закалочный бак 2 с закалочной средой 3 и, охлаждаясь при свободном падении в закалочной среде 3 до температуры на (5-10)оС ниже начала мартенситного превращения (Мн), попадают на конвейерную ленту 4 закалочного бака 2, где продолжают охлаждаться до температуры закалочной среды. Конвейерная лента 4 перемещает охлаждающиеся иглы 6 в баке 2 и выгружают их при температуре закалочной среды в сменную корзину 5. Охлаждение в заданных температурных пределах от Т Ас3 до Мн-(5-10)оС обеспечивается высотой падения игл в закалочной среде 3 от уровня ее в баке 2 до конвейерной ленты 4. Уровень закалочной среды 3 в баке 2 может быть по желанию либо увеличен, либо уменьшен для создания заданных условий охлаждения игл. Охлаждение игл при свободном падении до Мн-(5-10)оС создает равномерные и одинаковые условия охлаждения для каждой иглы, что снижает их коробление.
П р и м е р. Закалка игл проводилась при температуре нагрева до 800оС с последующим охлаждением в закалочной среде (масле) при высоте свободного падения в закалочной среде 1600 мм, обеспечивающих охлаждение игл до Мн-(5-10)оС. По сравнению с существующими способами закалки игл брак уменьшился на 50%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВЫСОКОПРОЧНЫХ КОРРОЗИОННО-СТОЙКИХ ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ МАРТЕНСИТНОГО КЛАССА | 2001 |
|
RU2176674C1 |
| СПОСОБ ЗАКАЛКИ ПЛОСКИХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2105822C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ТИПА ВАЛОВ | 1991 |
|
RU2012600C1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ПЛАСТИН ШИН ПИЛЬНЫХ АППАРАТОВ | 1991 |
|
RU2031148C1 |
| МАЛОДЕФОРМАЦИОННАЯ ЗАКАЛКА АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2574928C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2004 |
|
RU2265066C2 |
| Способ закалки изделий | 1987 |
|
SU1497238A1 |
| Способ закалки деталей,изготовленных из высоколегированных марок сталей | 1983 |
|
SU1215361A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОЛУФАБРИКАТОВ ИЗ ДЕФОРМИРУЕМЫХ АЛЮМИНИЕВО-ЛИТИЕВЫХ СПЛАВОВ | 1994 |
|
RU2048591C1 |
| СПОСОБ ТЕРМОЦИКЛИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ СВАРНЫХ КОНСТРУКЦИЙ МАГНИТОПРОВОДОВ ИЗ НЕРЖАВЕЮЩИХ ФЕРРИТНЫХ СТАЛЕЙ | 1992 |
|
RU2034047C1 |
Изобретение относится к способам закалки при термической обработке изделий и может быть использовано при закалке швейных и бытовых игл на предприятиях металлургической, машиностроительной и других отраслей промышленности. Сущность: процесс охлаждения игл в закалочной среде проводят в две стадии. Первая стадия - охлаждение при свободном падении игл в закалочной среде до температуры ниже начала мартенситного превращения Мн - (5 10)°С, вторая стадия - охлаждение до температуры закалочной среды на движущейся ленте конвейера закалочного бака. 1 ил.
СПОСОБ ЗАКАЛКИ ШВЕЙНЫХ И БЫТОВЫХ ИГЛ, включающий нагрев выше Ac3, охлаждение в две стадии, сначала при свободном падении в закалочную среду, а затем до температуры охлаждающей среды на движущейся конвейерной ленте закалочного бака, отличающийся тем, что, с целью снижения коробления, при свободном падении иглы охлаждают до Мн - (5 - 10)oС.
| АГРЕГАТ ДЛЯ ЗАКАЛКИ ИЗДЕЛИЙ | 0 |
|
SU207950A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
