Изобретение относится к термообработке сталей, а именно к способам - закалки методом погружения, и может быть использовано во всех отраслях машиностроения, в частности в знер- гетическом машиностроении, при закалке роторов, дисков турбин, турбинных лопаток.
Цель изобретения - упрощение способа и расширение технологических возможностей среды.
Сущность изобретения заключается в том, что перед погружением в закалочную среду нагретого образца изменяют плотность среды, насыщая ее-негорючим газом.
Пузыри газа, находящиеся во взвешенном состоянии в жидкости, изменяют
ее теплоемкость. К тому же пузыри воздуха создают теплоизолирующий слой вследствие своей низкой теплопроводности, что также понижает охлаждающую способность закалочной среды, особенно на стадии мартенситных превращений, что предотвращает растрескивание при закалке.
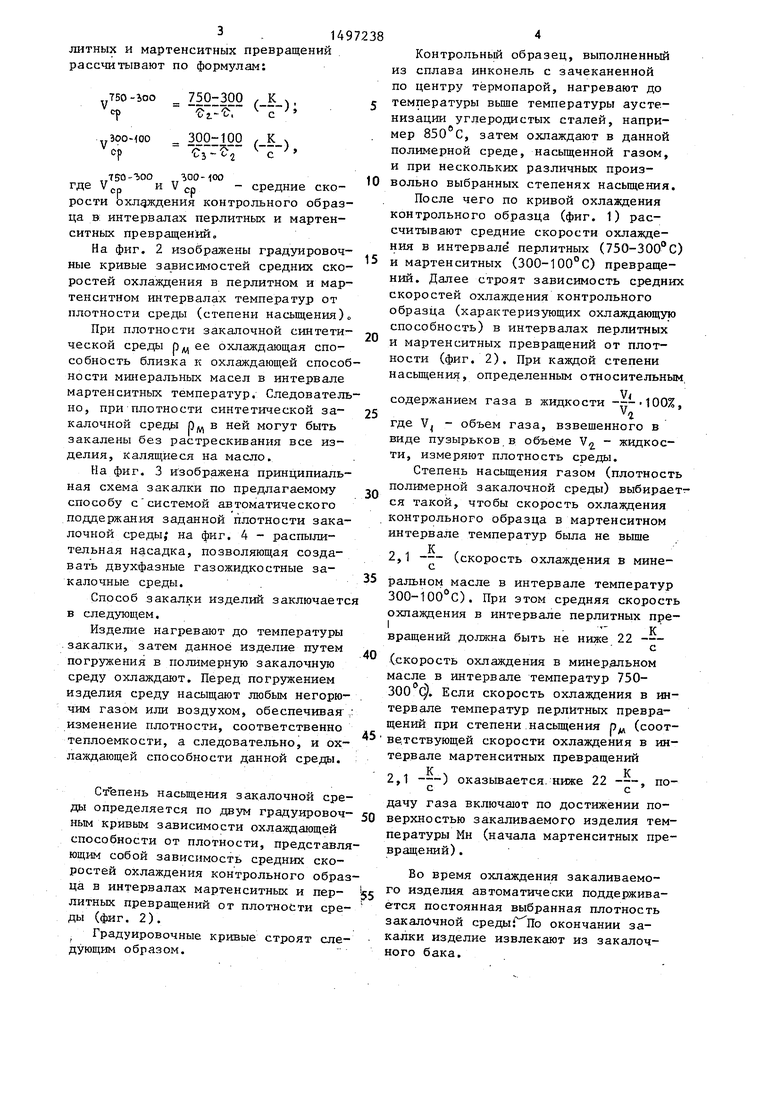
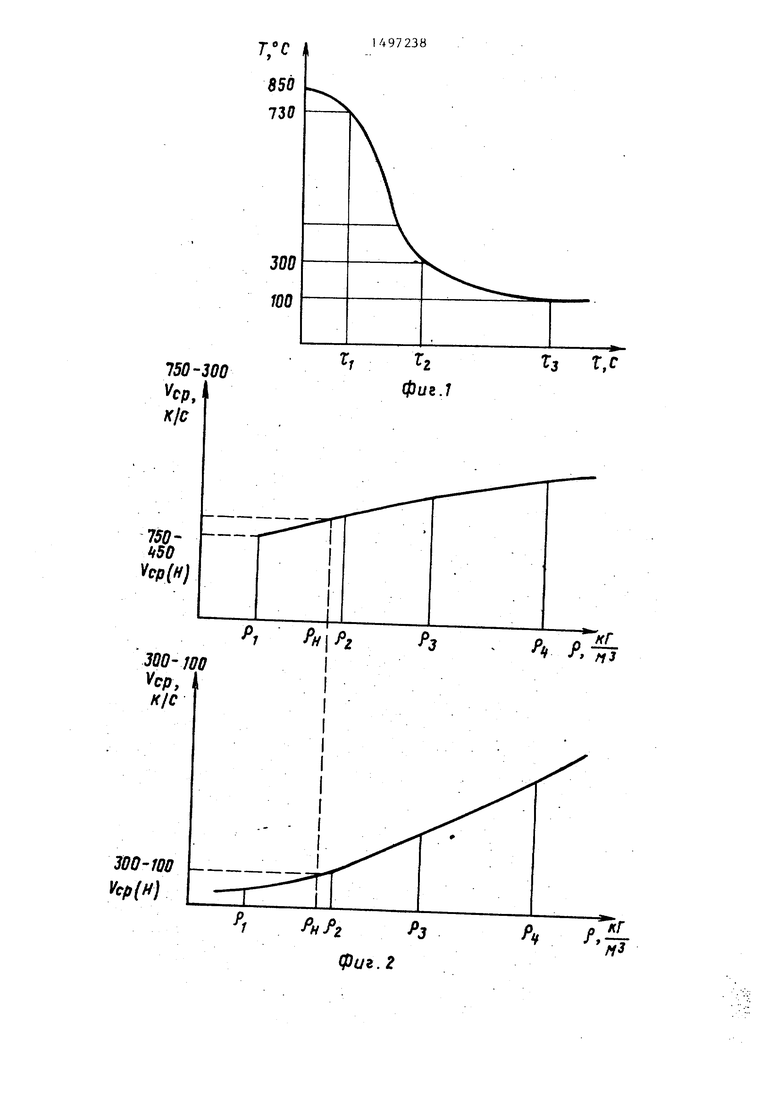
На фиг. 1 схематически изображена кривая охлаждения контрольного образца - зависимость температуры в центре цилиндрического образца от времени где . , г2., времена охлаждения центра образца до температуры 750, 350, 100°С соответственно. Средние скорости охлаждения, характеризующие охлаждающую способность закалочной среды, в интервалах температур перлитных и мартенситных превращений рассчитывают по формулам:
750-300 f ),
K с
300-100 , К . J
Сз-с-2 с
„750-300ЯОО-100
где Vи V ср- средние скорости охл дения контрольного образца в; интервалах перлитных и мартен- ситных превращений.
На фиг. 2 изображены градуировоч- ные кривые зависимостей средних скоростей охлаждения в перлитном и мартен ситном интервалах температур от плотности среды (степени насыщения)
При плотности закалочной синтетической среды рд;, ее охлаждающая способность близка к охлаждающей способности минеральных масел в интервале мартенситных температур. Следовательно, при плотности синтетической за- калочной среды pv, в ней могут быть закалены без растрескивания все изделия. Калящиеся на масло.
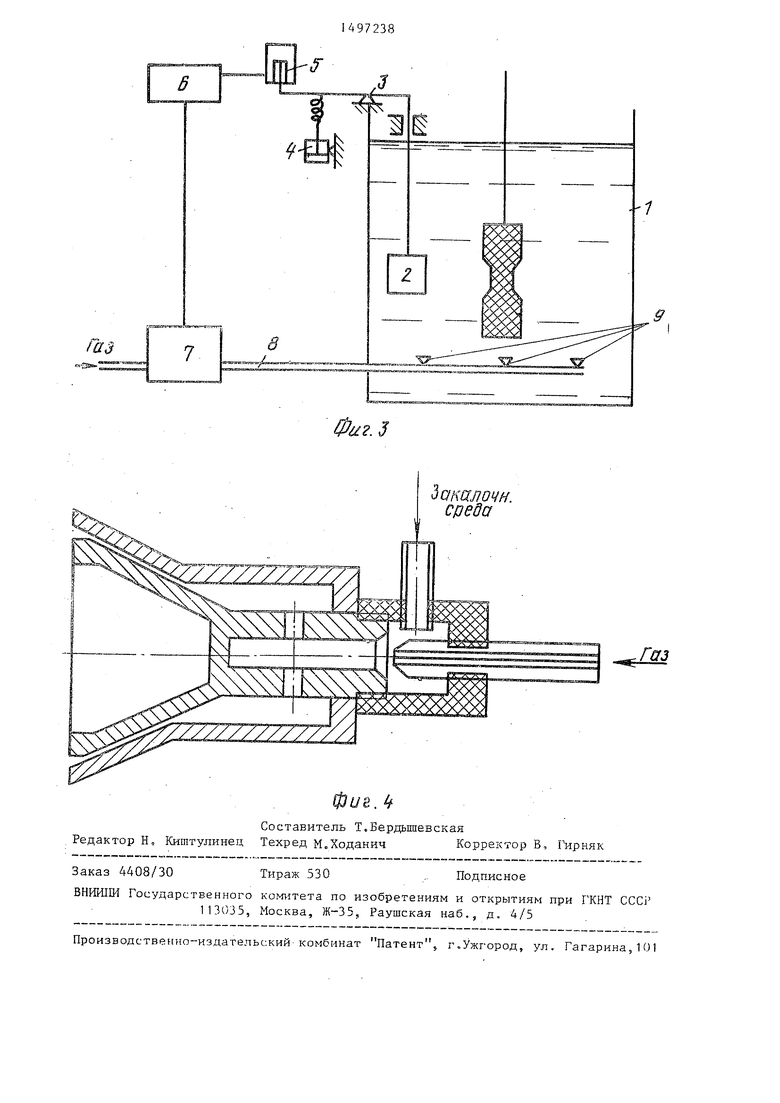
На фиг. 3 изображена принципиальная схема закалки по предлагаемому способу с системой автоматического поддержания заданной плотности закалочной среды, на фиг. 4 - распылительная насадка, позволяющая создавать двухфазные газожидкостные закалочные среды..
Способ закалки изделий заключаетс в следующем.
Изделие нагревают до температуры .закалки, затем данное изделие путем погружения в полимерную закалочную среду охлаждают. Перед погрз жением изделия среду насыщают любым негорючим газом или воздухом, обеспечивая изменение плотности, соответственно
теплоемкости, а следовательно, и охлаждающей способности данной среды.
Ст епень насыщения закалочной среды определяется по двум градуировоч- ным кривым зависимости охлаждающей способности от плотности, представляющим собой зависимость средних скоростей охлаждения контрольного образца в интервалах мартенситных и пер- литных превращений от плотности ере- ды (фиг. 2).
Градуировочные кривые строят следующим образом.
0
5
0
5
0
5
0
5
0 55
Контрольньй образец, выполненный из сплава инконель с зачеканенной по центру термопарой, нагревают до температуры выше температуры аусте- низации углеродистых сталей, например , затем охлаждают в данной полимерной среде, насыщенной газом, и при нескольких различных произвольно выбранных степенях насыщения.
После чего по кривой охлаждения контрольного образца (фиг. 1) рассчитывают средние скорости охлаждения в интервале перлитных (750-300 С) и мартенситных (300-100°С) превращений. Далее строят зависимость средних скоростей охлаждения контрольного образца (характериззтощих охлаждающую способность) в интервалах перлитных и мартенситных превращений от плотности (фиг. 2). При каждой степени насыщения, определенным относительным
Vt содержанием газа в жидкости ----100%,
г где V - объем газа, взвешенного в
виде пузырьков в объеме V - жидкости, измеряют плотность среды.
Степень насыщения газом (плотность полимерной закалочной среды) выбирается такой, чтобы скорость охлаждения контрольного образца в мартенситном интервале температур была не выше
2,1 -- (скорость охлаждения в минеральном масле в интервале температур 300-100 С). При этом средняя скорость охпаждения в интервале перлитных преI. - к
вращений должна быть не ниже 22
с
(скорость охлаждения в минеральном масле в интервале температур 750- 300 с). Если скорость охлаждения в интервале температур перлитных превращений при степени насьш1ения (соответствующей скорости охлаждения в интервале мартенситных превращений
2,1) оказывается, ниже 22, подачу газа включают по достижении поверхностью закаливаемого изделия температуры Мн (начала мартенситных превращений) .
Во время охлаждения закаливаемого изделия автоматически поддерживается постоянная выбранная плотность закалочной средыГ По окончании закалки изделие извлекают из закалочного бака.
Приме p. Закалку по предлагаемому способу проводили -в полимерной среде состава, %: полимер Na - КМЦ 2; NaCl 20; Na,, 0,5; вода
Остальное.
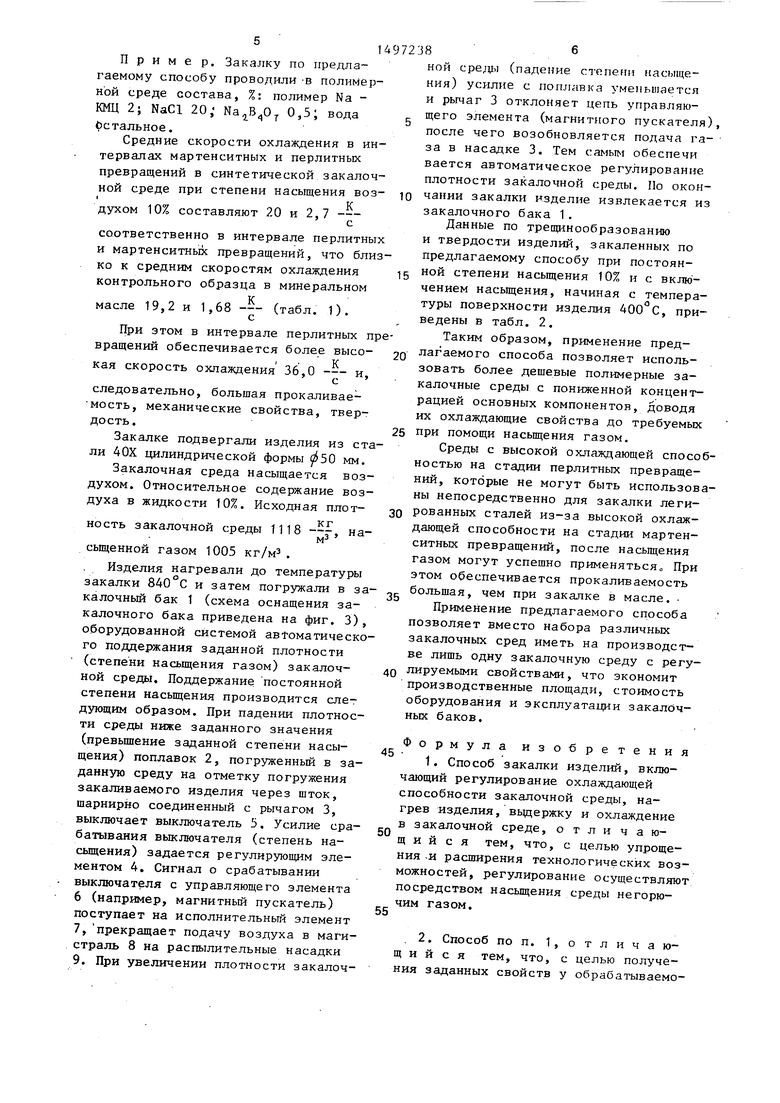
Средние скорости охлаждения в интервалах мартенситиых и перлитных превращений в синтетической закалочной среде при степени насыщения возIт/
духом 10% составляют 20 и 2,7
соответственно в интервале перлитных и мартенситных превращений, что близко к средним скоростям охлаждения контрольного образца в минеральном
масле 19,2 и 1,68 --- (табл. 1).
При этом в интервале перлитных превращений обеспечивается более высоI К
кая скорость охлаждения 36,0 и,
с
следовательно, большая прокаливае- мость, механические свойства, твердость.
Закалке подвергали изделия из стали 40Х цилиндрической формы мм.
Закалочная среда насыщается воздухом. Относительное содержание воздуха в жидкости 10%. Исходная плотТС Т
ность закалочной среды 1118 -j-, насыщенной газом 1005 кг/мз .
Изделия нагревали до температуры закалки 840 С и затем погружали в за- калочньш бак 1 (схема оснащения закалочного бака приведена на фиг. 3), оборудованной системой автоматического поддержания заданной плотности (степени насыщения газом) закалочной среды. Поддержание постоянной степени насьщения производится следующим образом. При падении плотности среды ниже заданного значения (превьшение заданной степени насыщения) поплавок 2, погрз енный в заданную среду на отметку погружения закаливаемого изделия через шток, шарнирно соединенный с рычагом 3, выключает выключатель 5. Усилие срабатывания выключателя (степень насыщения) задается регулирующим элементом 4, Сигнал о срабатывании выключателя с управляющего элемента 6 (например, магнитный пускатель) поступает на исполнительньп элемент 7, прекращает подачу воздуха в магистраль 8 на распылительные насадки 9. При увеличении плотности закалоч5
0
ной сре;;ы (падение степенм насыщения) усилие с поплавка уменьшается и рьмаг 3 отклоняет цепь управляющего элемента (магнитного пускателя), после чего возобновляется подача газа в насадке 3. Тем самым обеспечи вается автоматическое регулирование плотности закалочной среды. По окон- 0 чании закалки изделие извлекается из закалочного бака 1.
Данные по трещинообразованию и твердости изделий, закаленных по предлагаемому способу при постоянной степени насьш1ения 10% и с включением насыщения, начиная с температуры поверхности изделия 400 С, приведены в табл. 2.
Таким образом, применение предлагаемого способа позволяет использовать более дешевые полимерные закалочные среды с пониженной концентрацией основных компонентов, доводя их охлаждающие свойства до требуемых 5 при помощи насыщения газом.
Среды с высокой охлаждающей способностью на стадии перлитных превращений, которые не могут быть использованы непосредственно для закалки леги- 0 рованных сталей из-за высокой охлаждающей способности на стадии мартен- ситных превращений, после насьщения газом могут успешно применятьсяс При этом обеспечивается прокаливаемость большая, чем при закалке в масле.
Применение предлагаемого способа позволяет вместо набора различных закалочных сред иметь на производстве лишь одну закалочную среду с регу- 0 лируемыми свойствами, что экономит производственные площади, стоимость оборудования и эксплуатации закалочных баков.
5
45
50
55
Формула изобретения
1.Способ закалки изделий, включающий регулирование охлаждающей способности закалочной среды, нагрев изделия, вьщержку и охлаждение в закалочной среде, о тли чающийся тем, что, с целью упрощения -И расширения технологических возможностей, регулирование осуществляют посредством насыщения среды негорючим газом.
2.Способ по п. 1,отлича ю- щ и и с я тем, что, с целью получения заданных свойств у обрабатываемого изделия путем выбора оптимальной степени насьпцения среды негорючим газом, предварительно строят экспериментальные кривые, характеризующие охлаждающую способность среды в зависимости от ее степени насыщения.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Закалочная среда | 1986 |
|
SU1341221A1 |
| Способ закалки стальных изделий | 1986 |
|
SU1375661A1 |
| СПОСОБ ТЕРМООБРАБОТКИ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2001 |
|
RU2178004C1 |
| Способ закалки стальных изделий | 1987 |
|
SU1537696A1 |
| Закалочная среда | 1987 |
|
SU1463772A1 |
| СПОСОБ ЗАКАЛКИ КРУПНОГАБАРИТНЫХ СТАЛЬНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2219251C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ТИПА ВАЛОВ | 1991 |
|
RU2012600C1 |
| Закалочная среда | 1983 |
|
SU1157084A1 |
| ЗАКАЛОЧНАЯ СРЕДА | 1993 |
|
RU2067120C1 |
| Закалочная среда | 1984 |
|
SU1257102A1 |
Изобретение относится к термообработке сталей, а именно к способам закалки методом погружения, и может быть использовано во всех отраслях машиностроения ,в частности, в энергетическом машиностроении, при закалке роторов, дисков турбин, турбинных лопаток. Целью изобретения является упрощение способа и расширение технологических возможностей закалочной среды. Перед погружением изделия, нагретого до закалочных температур, в закалочную среду ее насыщают любым негорючим газом, обеспечивая ей соответствующую охлаждающую способность. Применение способа позволяет вместо набора закалочных сред иметь на производстве лишь одну закалочную среду с регулируемыми свойствами. 1 з.п.ф-лы, 4 ил., 2 табл.
Закалка в полимерной среде Na-ШЦ 2,0% NaCl . 20,0% Na,,5%, насыщенной воздухом до плотности 1005кг/мЗ Закалка в синтетической среде, насыщенной воздухом, начата при температуре поверхности 400°С
Т а б л и ц а 2
750-300
Р. К/С
750- 50
Р(Н)
300-JOO
ср,
к/с
300-WO VcplH
1497238
мз
fej
атлочн. среда
ui. 4
| Способ вакуумной закалки стальныхиздЕлий | 1977 |
|
SU840145A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
