Изобретение относится к обработке металлов давлением и может быть использовано при обработке деталей типа тел вращения из прутковой заготовки методом поперечно-клиновой прокатки.
Известен накатный станок, содержащий подвижную и неподвижную головки шпинделей с рабочими инструментами и расположенный между ними механизм подачи заготовок, а также узел зажима заготовки с полой втулкой [1]
В случае поперечно-клиновой прокатки совмещение холостых участков клиновых инструментов соответствует моменту подачи заготовки. При обработке деталей из прутка заготовка подается в зону обработки через пустотелую штангу и удерживается цанговым захватом.
Недостатком известного станка является невозможность контроля прохождения заготовки в зону обработки.
Известно также устройство для прокатки штучных заготовок типа тел вращения, содержащее прокатные валки, механизм подачи заготовок, а также средство для контроля прохождения заготовки [2]
Средство для контроля прохождения прутка выполнено в виде профильного копирного диска, установленного на одном из валков и подпружиненного рычага, один конец которого свободно установлен на другом валке, а другой с возможностью взаимодействия с профильным копирным диском.
При вращении валков пpофильный копирный диск поворачивает рычаг, который пропускает подаваемую заготовку.
Недостатком известного устройства является то, что прутковая заготовка подается механизмом подачи до упора в рычаг. Упершись в рычаг, она должна преодолеть инерцию покоя сравнительно массивного рычага и сопротивление пружины, что для прутков малого диаметра, обладающих малой жесткостью, бывает непреодолимым препятствием и, теряя устойчивость, они загибаются.
В случае, если у прутка достаточная жесткость, то он преодолевает силы сопротивления рычага и перемещая его, вводит в контакт с профильным копировальным диском, который в свою очередь поднимает рычаг и одновременно воздействует на датчик, управляющий механизмом подачи. Датчик отключает механизм подачи и доподача прутка от рычага до зоны обработки осуществляется за счет сил инерции механизма подачи. Таким образом возможен отказ из-за недоподачи прутка в зону прокатки.
Также в процессе ведения прокатки возможен случайный обрыв заготовки, в результате происходит сбой подачи прутка в зону прокатки. Этот сбой в технологическом процессе поперечно-клиновой прокатки при использовании данного устройства не контролируется.
В данном устройстве поперечно-клиновой прокатки, содержащем механизм загрузки прутковой заготовки, приводные прокатные валки, механизм подачи прутковой заготовки в зону прокатки, средство контроля наличия заготовки выполнено в виде датчика, установленного в механизме подачи прутковой заготовки в зону прокатки и электрически связанного с приводными прокатными валками и с механизмом подачи прутка.
Надежная работа данного устройства для поперечно-клиновой прокатки обеспечивается за счет снабжения его средством контроля наличия заготовки в зоне обработки.
Средство контроля наличия заготовки выполнено в виде датчика, установленного в механизме подачи заготовки в зону прокатки и электрически связанного с приводными прокатными валками и с механизмом подачи прутка.
Благодаря взаимосвязи датчика с прокатными валками и с механизмом подачи прутка становится возможным контролировать наличие прутка в зоне обработки и тем самым повышается надежность работы устройства для поперечно-клиновой прокатки.
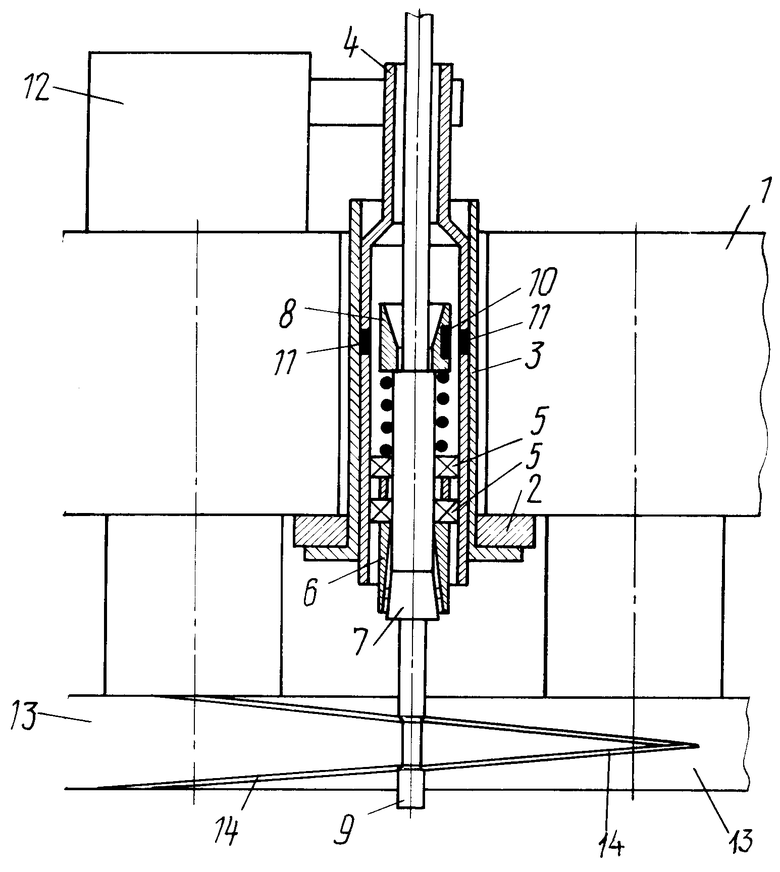
На чертеже показано устройство для поперечно-клиновой прокатки, общий вид.
Устройство для поперечно-клиновой прокатки содержит корпус 1, на котором установлена с возможностью перемещения в двух взаимно-перпендикулярных направлениях планка 2. Устройство для поперечно-клиновой прокатки содержит также механизм подачи прутковой заготовки в зону прокатки, включающий полую гильзу 3, с установленным в ней пустотелым патроном 4, в котором посредством подшипников 5, обеспечивающих свободное вращение, установлена конусная втулка 6. В конусной втулке 6 размещен подпружиненный (не показана) цанговый захват 7 с конусным направляющим ловителем 8.
Устройство содержит также датчик, позволяющий контролировать наличие прутка 9 в зоне прокатки, выполненный в виде постоянного магнита 10, установленного в ловителе 8, а также двух магнитоуправляемых микросхем 11, установленных в патроне 4. Подача прутка 9 осуществляется механизмом подачи 12 прутковой заготовки через цанговый захват 7 до входа в зону прокатки приводных (привод не показан) прокатных валков 13.
Устройство работает следующим образом. При помощи планки 2, расположенной на корпусе 1, устанавливаем ось прутка относительно прокатных валков 13. Механизм подачи 12 прутковой заготовки подает пруток 9 через цанговый захват 7, находящийся в конусной втулке 6, соединенной с конусным ловителем 8, на поверхности которого установлен постоянный магнит 10.
Пруток 9, попав в зону прокатки, вступает в контакт с клиновыми элементами 14 вращающихся валков 13, в результате чего пруток 9 получает вращение. Пруток 9 в свою очередь передает вращение через подшипники 5, установленные в патроне 4 цанговому захвату 7 с конусным ловителем 8 и установленному на нем постоянному магниту 10.
Силовое поле постоянного магнита 10 поочередно пересекает магнитоуправляемые микросхемы 11, расположенные на поверхности патрона 4. Выработанный микросхемами 11 сигнал отключает механизм подачи 12 прутковой заготовки и одновременно включает реле времени (не показано), установленное на время выработки прутка 9, когда цанговый захват 7 освободит конец прутка 9, его вращение прекратится. Одновременно с этим или на 1-2 с раньше (в зависимости от установки) реле времени закончит отсчет. Сигнал об отсутствии прутка 9 поступает на механизм подачи 12 прутковой заготовки, и новый пруток поступает в зону прокатки. Далее цикл работы повторяется.
В случае сбоя подачи заготовки в зону прокатки в процессе выработки прутка в результате случайного разрыва заготовки либо по другим причинам, реле времени блокирует команду на подачу нового прутка и подается команда на отключение автомата и включение аварийного сигнала.
Данная конструкция устройства для поперечно-клиновой прокатки позволяет контролировать наличие прутка в зоне обработки, тем самым повышая надежность работы устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРУТКОВОЙ ЗАГОТОВКИ | 1991 |
|
RU2019355C1 |
| Накатный автомат | 1990 |
|
SU1794569A1 |
| Устройство для прокатки изделий из прутка | 1988 |
|
SU1662732A1 |
| Устройство для прокатки цилиндрических заготовок | 1991 |
|
SU1782184A3 |
| Узел стана для поперечно-клиновой прокатки штифтов | 1986 |
|
SU1459795A1 |
| Автомат для поперечной прокатки | 1988 |
|
SU1588472A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЛИННОМЕРНОГО МАТЕРИАЛА В ЗОНУ ОБРАБОТКИ | 1990 |
|
RU2028855C1 |
| Накатный станок | 1980 |
|
SU996020A1 |
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| Устройство для прокатки штучных заготовок типа тел вращения | 1985 |
|
SU1379002A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при обработке деталей типа тел вращения из прутковой заготовки методом поперечно-клиновой прокатки. Сущность изобретения: устройство для поперечно-клиновой прокатки содержит приводные прокатные валки, механизм подачи заготовки в зону прокатки, средство контроля наличия заготовки. Средство контроля наличия заготовки выполнено в виде датчика, установленного в механизме подачи заготовки в зону прокатки и электрически связанного с приводными прокатными валками и с механизмом подачи прутка. 1 ил.
УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ, содержащее приводные прокатные валки, механизм подачи заготовки в зону прокатки, средство контроля наличия заготовки, отличающееся тем, что средство контроля наличия заготовки выполнено в виде датчика, установленного в механизме подачи заготовки в зону прокатки и электрически связанного с приводными прокатными валками и механизмом подачи прутка.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для прокатки штучных заготовок типа тел вращения | 1985 |
|
SU1379002A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
