29
/
30
/ 7 31 28
15
/
/ //
73
7
72
Ю
N5
00
О5
00
фиг. 5
N
Изобретение относится к обработке Металлов давлением, а именно к накатным станкам, и может быть использовано при обработке деталей типа тел . вращения из прутковой заготовки методом поперечно- клиновой прокатки.
Цель изобретения - повышение надежности и увеличение коэффициента использования материала.
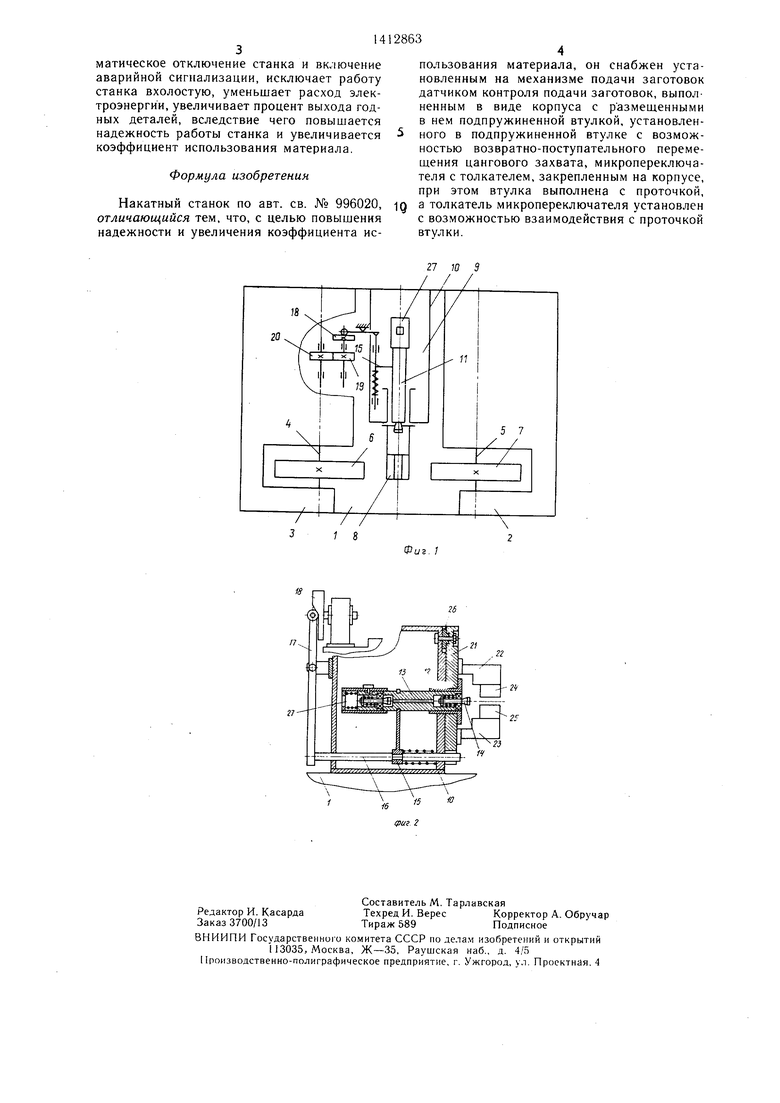
На фиг. 1 изображен накатный станок; на фиг. 2 - механизм подачи прутковой заготовки; на фиг. 3 - датчик кон- троля.
Накатный станок содержит смонтирован- ные на станине 1 приводные (основной привод станка не показан) подвижную 2 п неподвижную 3 головки с установленными IB них шпинделями 4 и 5, на которых iзакреплены инструменты 6 и 7, проводку 8, i размешенный между подвижной 2 и непод- I вижной 3 головками механизм 9 подачи ; заготовок, включаюш,ий корпус 10 с раз- ; мещенным в нем узлом 11 зажима, в по- : лой втулке 12 которого установлена с возможностью возвратно-поступательного пе- 1 ремещения пустотелая штанга 13 с цанговым захватом 14.
Пустотелая штанга 13 связана через кронштейн 15 с подпружиненной тягой 16 кулачково-рычажного привода. Последний выполнен в виде двуплечего рычага 17, одно плечо которого контактирует с торцовым кулачком 18, сидящем на одном валу с шестерней 19, находящейся в зацеплении с шестерней 20 шпинделя 4 неподвижной головки 3, а другое - с подпружиненной тягой 16.
Полая втулка 12 узла 11 зажима жестко соединена с основанием 21 проводки 8 соосно оси симметрии ее верхней 22 и нижней 23 направляющих, снабженным опора- м и 24 и 25. Причем проводка 8 основанием 21 прикреплена к корпусу 10 механизма 9 подачи посредством крестообразной шпонки 26 с возможностью перемещения ее в двух взаимно перпендикулярных направлениях. На пустотелой штанге 13 закреплен датчик 27 контроля подачи заготовки, выполненный в виде корпуса 28, в котором расположена с возможностью возвратно- поступательного перемещения, запертая гайкой 29 и контактирующая с ней посредством пружины 30, втулка 31 с установленным в ней цанговым захватом 32 На корпусе 28 установлен микропереключатель 33, толкатель 34 которого контактирует с выполненной по радиусу проточкой 35 на втулке 31. Микропереключатель 33 находится в цепи управления (не показана) накатным станком.
Накатный станок работает следующим образом.
Произведя настройку положения рабочих инструментов 6 и 7 на диаметр обрабатываемой детали, с помощью крестообраз0
ной шпонки 26 выставляют проводку 8, перемещая ее в двух взаимно перпендикулярных направлениях по пазам корпуса 10 механизма 9 подачи и основания 21 проводки 8.
При обработке деталей из прутка за готовка подается в зону обработки через пустотелую штангу 13 с датчиком 27 контроля и удерживается цанговым захватом 14 узла 11 зажима. Зона обработки образуетQ ся верхней 24 и нижней 25 опорами проводки 8 и профилями рабочих инструментов 6 и 7.
При совмещении холостых участков клиновых инструментов 6 и 7 производится подача прутковой заготовки в зону обра5 ботки при помощи цангового захвата 14 совместно с пустотелой штангой 13 и датчиком 27 контроля подачи заготовки.
Если подача осуществлена на заданный размер, т. е. отсутствует проскальзывание в цанговом захвате 14 или заклинивание в зоне обработки заготовки, втулка 31 с цанговым захватом 32 датчика 27 контроля под действием пружины 30 находится в крайнем правом положении (фиг. 3), и толкатель 34 микропереключателя 33 кон5 тактирует с поверхностью проточки 35 на втулке 31.
Клиновые инструменты 6 и 7 захватывают заготовку и формуют требуемый профиль детали. При этом срабатывает кулач- ково-рычажный привод, т. е. движение от
0 шпинделя 5 неподвижной головки 3 через зубчатое зацепление шестерен 20 и 19, торцовой кулачок 18 передается двуплечему рычагу 17, который, взаимодействуя с подпружиненной тягой 16 посредством кронштейна 15, возвращает в исходное поло5 жение пустотелую щтангу 13. Цанговые захваты 14 и 32, разжимаясь, проскальзывают по поверхности заготовки, которая зажата между инструментами 6 и 7. Затем прокатанная деталь отрезается в размер но0 жами (не показаны) инструментов 6 и 7, при очередной подаче прутка готовая деталь выталкивается из зоны обработки.
Если во время подачи происходит заклинивание в зоне обработки или проскальзывание в цанговом захвате 14 прут5 ковой заготовки, то перемещение цангового захвата 14 совместно с пустотелой щтангой 13 и датчиком 27 приводит к срабатыванию микропереключателя 33, который с корпусом 28 перемещаются относительно втулки 31 с цанговым захватом 32, ос- тавщихся неподвижными относительно заготовки. При срабатывании микропереключателя 33, находящегося в цепи управления (не показано) накатным станком, происходит отключение станка и включение аварийной
0
сигнализации.
В предлагаемом накатном станке исполь зование в механизме подачи датчика контроля подачи заготовки обеспечивает автомагическое отключение станка и включение аварийной сигнализации, исключает работу станка вхолостую, уменьшает расход электроэнергии, увеличивает процент выхода годных деталей, вследствие чего повышается надежность работы станка и увеличивается коэффициент использования материала.
Формула изобретения
Накатный станок по авт. св. № 996020, отличающийся тем, что, с целью повышения надежности и увеличения коэффициента использования материала, он снабжен установленным на механизме подачи заготовок датчиком контроля подачи заготовок, выполненным в виде корпуса с р азмещенными в нем подпружиненной втулкой, установленного в подпружиненной втулке с возможностью возвратно-поступательного перемещения цангового захвата, микропереключателя с толкателем,закрепленным на корпусе, при этом втулка выполнена с проточкой,
3 толкатель микропереключателя установлен с возможностью взаимодействия с проточкой втулки.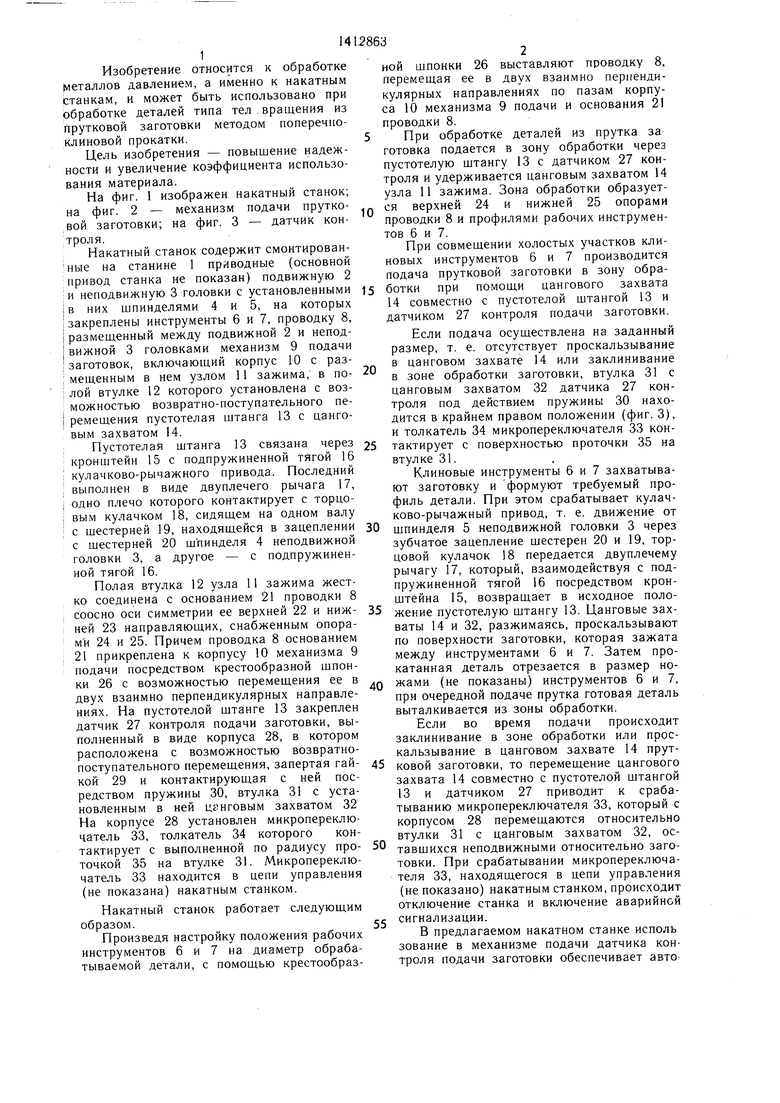
| название | год | авторы | номер документа |
|---|---|---|---|
| Накатный станок | 1985 |
|
SU1362555A2 |
| Накатный станок | 1980 |
|
SU996020A1 |
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1992 |
|
RU2041004C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРУТКОВОЙ ЗАГОТОВКИ | 1991 |
|
RU2019355C1 |
| Устройство для подачи прутка | 1986 |
|
SU1430164A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЛИННОМЕРНОГО МАТЕРИАЛА В ЗОНУ ОБРАБОТКИ | 1990 |
|
RU2028855C1 |
| Узел стана для поперечно-клиновой прокатки штифтов | 1986 |
|
SU1459795A1 |
| Накатный автомат | 1990 |
|
SU1794569A1 |
| Автоматизированный участок | 1987 |
|
SU1530412A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
Изобретение относится к обработке металлов и может быть использовано при обработке деталей типа тел вращения из прутковой заготовки. Цель изобретения - повышение надежности и увеличение коэффициента использования материала. Прутковая заготовка подается в зону обработки через пустотелую штангу 13 с датчиком контроля и удерживается цанговым захватом (ЦЗ) 14. Если подача осуществляется на заданный размер, т. е. отсутствует проскальзывание в ЦЗ 14 или заклинивание в зоне обработки заготовки, то втулка 31 с ЦЗ 32 датчика контроля под действием пружины 30 находится в крайнем правом положении, и толкатель 34 микровыключателя 33 контактирует с поверхностью проточки 35 на втулке 31. Клиновые инструменты захватывают заготовку и формуют требуемый профиль детали. Если в процессе подачи происходит заклинивание в зоне обработки или проскальзывание в ЦЗ 14 прутковой заготовки, то перемещение последнего с пустотелой штангой 13 и датчиком контроля приводит к срабатыванию микропереключателя 33. Происходит отключение станка и включение аварийной сигнализации. 3 ил. сл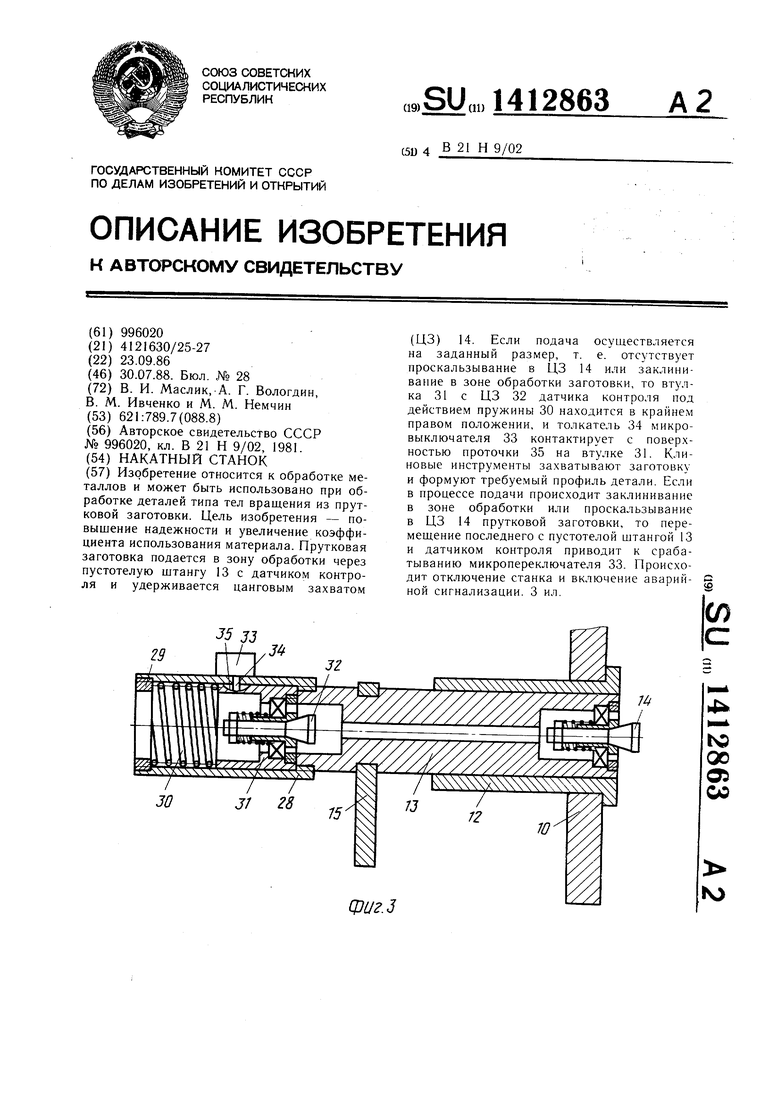
27 Ю 3
26
| Накатный станок | 1980 |
|
SU996020A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
