)
i-vvy/j ;; -u-.- L: zzzzzz
(GO
..
U
ОС
о
OS 4
j
| название | год | авторы | номер документа |
|---|---|---|---|
| Накатный станок | 1980 |
|
SU996020A1 |
| Накатный станок | 1985 |
|
SU1362555A2 |
| Накатный станок | 1986 |
|
SU1412863A2 |
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1992 |
|
RU2041004C1 |
| Плоскопрокатный автомат | 1979 |
|
SU837523A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРУТКОВОЙ ЗАГОТОВКИ | 1991 |
|
RU2019355C1 |
| Узел стана для поперечно-клиновой прокатки штифтов | 1986 |
|
SU1459795A1 |
| Механизм подачи пруткового материала | 1979 |
|
SU1040697A1 |
| Многошпиндельный токарный автомат | 1974 |
|
SU567554A1 |
| Цанговый патрон | 1984 |
|
SU1184614A1 |

/ /
hr
cpuc.l
Изобретение относится к обработке металлов давлением и может быть использовано в станках для поперечно-клиновой прокатки при изготовлении ступенчатых деталей типа тел вращения малого диаметра.
Цель изобретения - повышение надежности работы устройства.
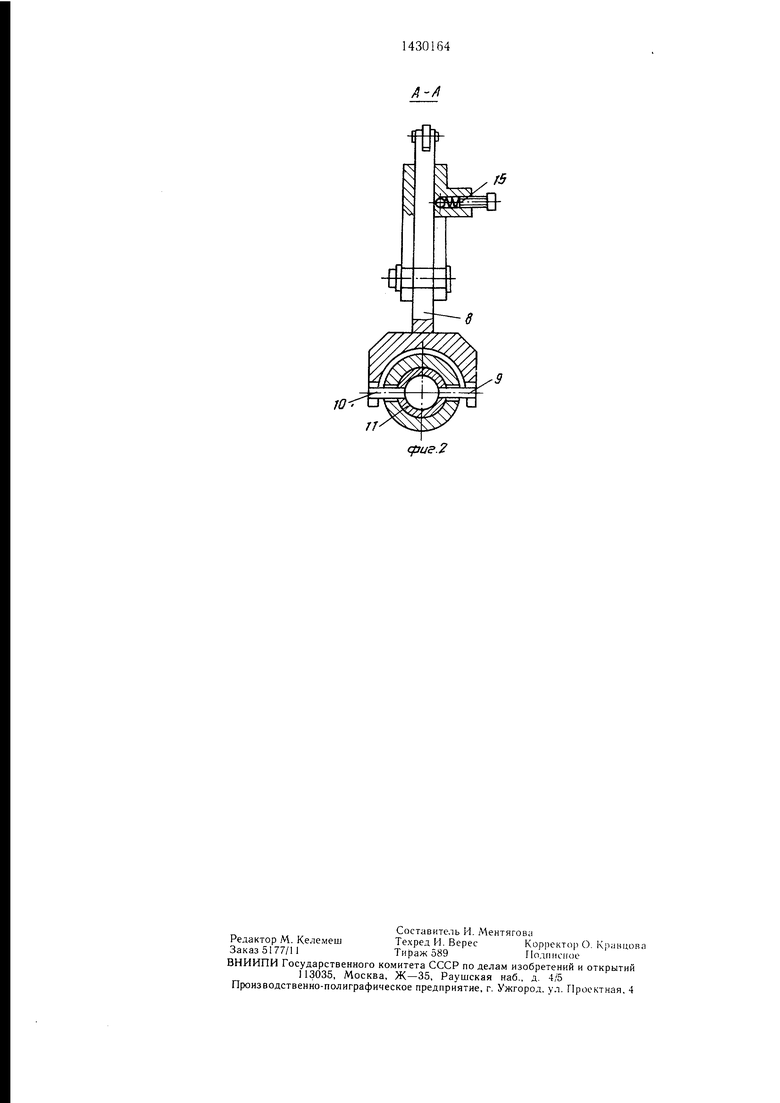
На фиг. 1 изображено устройство для подачи прутка, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство для подачи прутка содержит корпус , на котором установлено с возмож- : костью перемещения в двух взаимно перпендикулярных направлениях основание 2 с подлой втулкой 3. В полой втулке 3 установлена : пустотелая штанга 4 с возможностью воз- : вратно-поступательного перемещения. В конусной расточке пустотелой штанги 4 разме- щен цанговый захват 5, взаимодейстЕ ующий с пружиной 6. В качестве зажимного элемента может быть использован и шариковый захват вместо цангового. На кронштейне 7, за- крепленном на пустотелой штанге 4, установлен двуплечий рычаг 8, одним плечом взаимодействующий через штифты 9, 10 и втулку 11 с цанговым захватом 5, а другим - с регулируемыми упорами 12, 13, размещенными на штанге 14. Штанга 14 закреплена на основании 2. На кронштейне 7 также установлен фиксатор 15 (например, шариковый).
Устройство работает следующим образом.
Перемещением основания 2 производят настройку устройства так, чтобы ось цанго- вого захвата 5 совпадала с осью обработки а регулируемым упором 13 производят настройку на необходимую величину подачи прутка. При поперечно-клиновой прокатке пруток 16 подается в зону обработки при совмещении холостых участков клиновых инструментов (клиновые инструменты, имеющие холостые формующие, отрезные, калибрующие участки, не показаны), при движении пустотелой и танги 4 вправо цанговым
захватом 5. При этом лепестки цангового
U
захвата поджаты пружиной 6 к стенкам пустотелой штанги 4 и к прутку 16, заклинивая его, осуществляют подачу его в зону обработки до тех пор, пока рычаг 8 своим верхним окончанием не встретит упор 13. Рычаг 8 поворачиваясь, через штифты 9 и 10, втул- ку 11, преодолевая сопротивление пружины 6
освобождает лепестки цанги захвата 5 от воздействия конуса пустотелой штанги 4 и пруток 16 от зажимных .усилий. При этом рычаг 8 фиксируется фиксатором 15. К моменту окончания холостых участков на клиновых инструментах цанговый захват 5 разжат и пруток 16 подан в зону обработки на необходимую величину.
Клиновые инструменты захватывают пруток 16 и формуют требуемый профиль детали при этом момент сил трения полностью используется для прокатки. Таким образом, в начальный момент прокатки исключается проскальзывание заготовки в повышается качество деталей.
На калибрующем участке клиновых инструментов (не показаны) после отрезки детали ножами клинового инструмента пустотелая штанга 4 отводится в заднее исходное положение. При этом цанговый захват 5 разжат и скользит по неподвижному прутку 16, не зажимая его, так как рычаг 8 при этом зафиксирован. В заднем положении пустотелой штанги 4 рычаг 8 встречает упор 12 и, поворачиваясь, освобождает цанговый захват 5 от осевого усилия и выводит шарик фиксатора 15 из лунки на рычаге 8. Пружина 6 прижимает лепестки цанги захвата 5 к прутку 16. При рабочем ходе пустотелой штанги 4 производится очередная подача прутка 16 в зону обработки.
Конструкция предложенного устройства для подачи прутка позволяет повысить надежность работы узла зажима заготовки и повысить качество прокатываемых деталей.
Формула изобретения
Устройство для подачи прутка, содержа- шее корпус, на котором установлено основание, внутри которого смонтирована с возможностью возвратно-поступательного перемещения пустотелая штанга с размещенным в ней подпружиненным захватом, отличающееся тем, что, с целью повышения надежности работы устройства, оно снабжено кронштейном, закрепленным на пустотелой штанге, и двуплечим рычагом, один конец которого установлен с возможностью взаимодействия с захватом, а другой - с регулируемыми упорами и фиксатором положения двуплечего рычага.
