Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей типа тел вращения из прутковой заготовки методом холодной поперечно-клиновой прокатки двумя клиновыми валками.
Известен стан для поперечно-клиновой прокатки изделий типа ступенчатых валов, содержащий установленные в станине вер- хний и нижний валки, привод валков, имеющий редуктор с входным и выходным валами, устройство для загрузки заготовок, выполненное в виде установленной на одном выходном валу редуктора кулачка, взаимодействующего с толкателем и упором, установленном на нижнем валке.
В известном стане осуществляется прокатка только штучных заготовок и при настройке стана для прокатки изделий других
размеров производится смена кулачка, что требует значительных затрат времени.
Известен также деталепрокатный автомат, содержащий загрузочное устройство станину с установленными на ней двумя приводными рабочими валками, имеющими редуктор с двумя выходными валами, устройство подачи прутковой заготовки содержащее две пары дисков, расположенных на валах, связанных между собой клиноремен- ной передачей. Одна пара дисков выполнена профильными. При работе автомата обе пары дисков начинают вращаться. Сначала первая пара дисков, вращаясь, а затем и вторая захватывает и перемещает пруток на величину подачи к рабочим валкам.
При переналадке автомата на прокатку деталей другой длины необходима смена дисков, при этом настойка профильных дисков вызывает определенные трудности и требует значительной затраты времени. Кроме того, при наладке накатных валков после перешлифовки настройка проводки на ось прокатки затруднена, т.к. загрузочное устройство находится впереди автомата поперечно-клиновой прокатки.
Настоящий автомат позволяет без смены кулачков быстро производить настройку автомата на величину подачи с минимальным концевым отходом, а также сократить время наладки проводки на ось прокатки. Кроме того обеспечивается снижение трудоемкости и времени настройки автомата.
Данный автомат, содержит загрузочное устройство, установленные на станине накатные валки, привод их вращения, имеющий редуктор с двумя выходными валами, проводку, устройство подачи прутковой заготовки в зону обработки, которое выполнено в виде зажимного патрона, расположенного на основании проводки, установленного на направляющей с возможностью перемещения перпендикулярно оси прокатки, и шарнирно соединенного с ползушкой, установленной с возможностью возвратно-поступательного перемещения от кулисы, взаимодействующей с кулачком, установленным на одном из выходных валов редуктора.
В данном автомате механизм регулировки величины подачи прутка.в зону обработки выполнен в виде зажимного патрона, расположенного на основании проводки, и шарнирно соединенного с ползушкой, установленной с возможностью возвратно-поступательного перемещения от кулисы, взаимодействующей с кулачком, установленным на одном из выходных валов редуктора, а также средства регулировки величины подачи прутка.
Средство регулировки величины подачи прутка предназначено для подачи прутковой заготовки в зону обработки при минимальном концевом отходе. Настройка
автомата на прокатку различных по длине деталей производится без смены кулачков, что сокращает трудоемкость настройки автомата, также сокращается время на настройку, положения проводки относительно
0 валков.
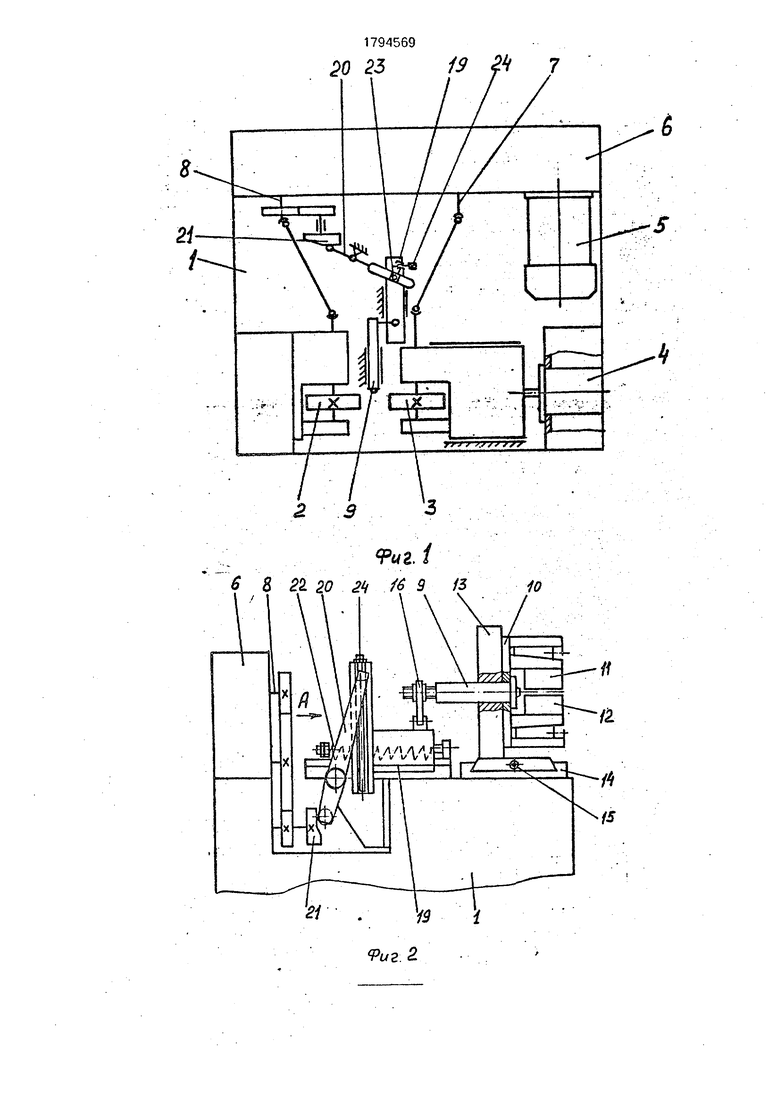
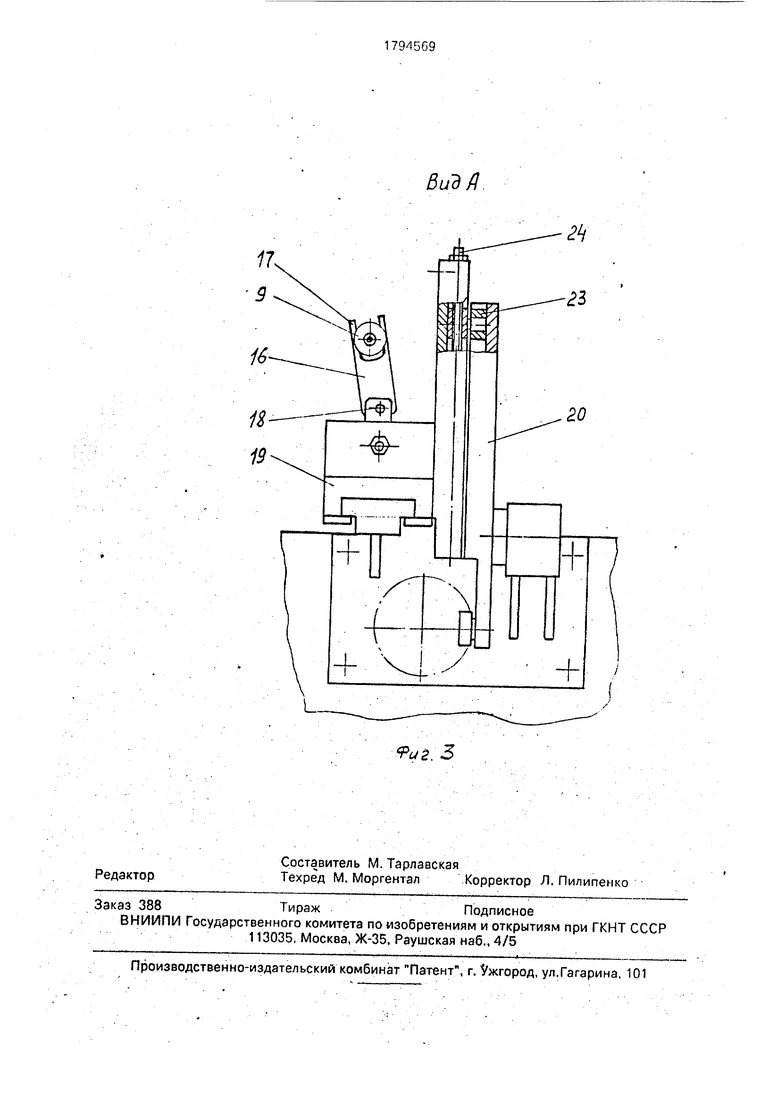
На фиг. 1 изображен накатный автомат, общий вид; на фиг.2 - устройство подачи прутковой заготовки в зону обработки, общий вид; на фиг.З - вид по стрелке А на
5 фиг.2.
Накатный автомат содержит загрузочное устройство (не показано), включающее механизмы для подготовки и загрузки прутков из бухты или загрузочное устройство,
0 выполненное в виде магазина прутков, осуществляющих подачу прутка в устройство подачи заготовки в зону обработки накатного автомата. Накатный автомат содержит также станину 1, накатные валки 2 и 3, кото5 рые могут быть расположены как в горизонтальной, так и вертикальной плоскостях, Один из валков, например, валок 3, имеет привод перемещения, например, электрогидравлический следящий привод переме0 щения 4 с обратной связью через датчик положения (не показан) для настройки на размер прокатываемых изделий и стабилизации межвалкового расстояния. Кроме того оба накатных валка 2 и 3 могут иметь
5 привод перемещения для настройки на прокатку деталей разного диаметра. Привод вращения валков содержит электродвигатель 5, редуктор 6 с выходными валами 7 и 8.
0 Автомат содержит также устройство подачи прутковой заготовки в зону обработки, включающее в себя патрон зажимной 9, установленный на основании 10 проводки сх поддерживающими направляющими 11 и
5 12. Основание 10 проводки расположено на стойке 13, имеющей возможность перемещения по направляющей 14, установленной на станине 1, от винта 15, в направлении перпендикулярном оси прокатки, что позво0 ляет производить настройку проводки и зажимного патрона 9 на ось прокатки.
Патрон зажимной 9 через рычаг 16с вилкой 17 шарнирно соединен через ось 18 с ползушкой 19, которая получает возврат5 но-поступательное движение от кулисы 20, взаимодействующей с кулачком 21. Кулачок 21 при вертикальном расположении валков 2, 3 установлен непосредственно на одном из выходных валов 7 или 8 редуктора 6. При расположении накатных валков 2, 3 в горизонтальной плоскости кулачок 21 кинематически связан с выходным валом 8 редуктора 6. Усилие, подающее ползушку 19 вместе с зажимным патроном 9 и прутковой заготовкой в зону обработки создается пружиной 22, которая постоянно, прижимает нижний конец кулисы 20 к профилю кулачка 21. Регулировка величины подачи прутка производится путем перемещения камня 23 кулисы 20 в пазу ползушки 19 винтом 24.
Накатный автомат работает следующим образом.
Перёд началом работы, перемещая с помощью винта 15 стойку 13с установленными на нем основанием 10 проводки с направляющими 11, 12 и зажимным патроном 9, производят настройку их на ось прокатки. Затем производят настройку валков 2, 3 на диаметр прокатываемых деталей приводом перемещения 4. При помощи винта 24 камнем.23 кулисы 20 устанавливается величина подачи прутковой заготовки такая. чтобы при прокатке деталей был минимальный концевой отход.
Прутковая заготовка из загрузочного устройства (не показано) подается в зажимной патрон 9, который на холостых участках накатных валков 2 и 3 подает прутковую заготовку на заданную величину. Валки 2 и 3
захватывают заготовку и формируют требуемый профиль детали. При этом движение от кулачка 21 через кулису 20, камень 23 передаётся ползушке 19, которая через рычаг 16 возвращает зажимной патрон 9 в исходное положение.
После окончания прокатки и отрезки концевого отхода, прокатанная деталь выталкивается при очередной подаче прутковой заготовки зажимным патроном 9. В
дальнейшем цикл работы повторяется.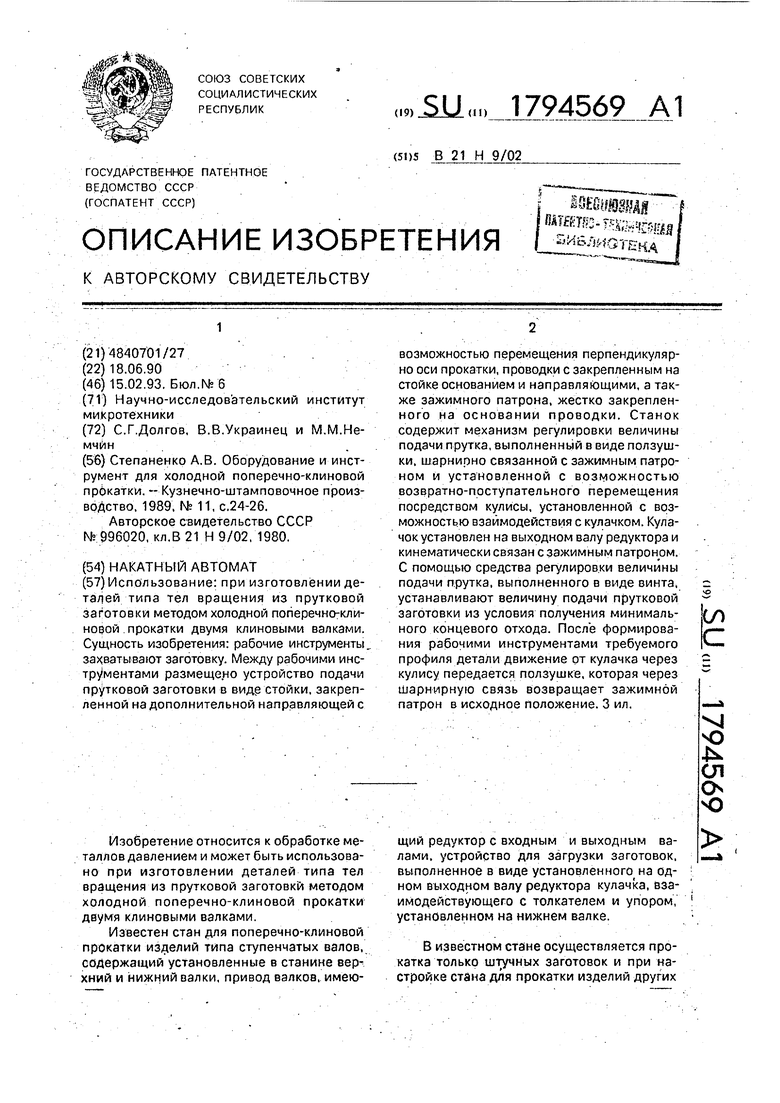


| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЛИННОМЕРНОГО МАТЕРИАЛА В ЗОНУ ОБРАБОТКИ | 1990 |
|
RU2028855C1 |
| Накатный станок | 1980 |
|
SU996020A1 |
| Автомат для поперечной прокатки | 1988 |
|
SU1588472A1 |
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| Накатный станок | 1985 |
|
SU1362555A2 |
| Линия для поперечно-клиновой прокатки изделий | 1988 |
|
SU1540915A1 |
| Узел стана для поперечно-клиновой прокатки штифтов | 1986 |
|
SU1459795A1 |
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1992 |
|
RU2041004C1 |
| Стан поперечно-клиновой прокатки | 1990 |
|
SU1722670A1 |
| Устройство для прокатки цилиндрических заготовок | 1991 |
|
SU1782184A3 |
Использование: при изготовлении деталей типа тел вращения из прутковой заготовки методом холодной поперечно-клиновой . прокатки двумя клиновыми валками. Сущность изобретения: рабочие инструменты, захватывают заготовку. Между рабочими инструментами размещено устройство подачи прутковой заготовки в виде стойки, закрепленной на дополнительной направляющей с возможностью перемещения перпендикулярно оси прокатки, проводки с закрепленным на стойке основанием и направляющими, а также зажимного патрона, жестко закрепленного на основании проводки. Станок содержит механизм регулировки величины подачи прутка, выполненный в видеползуш- ки, шарнирно связанной с зажимным патроном и установленной с возможностью возвратно-поступательного перемещения посредством кулисы, установленной с возможностью взаимодействия с кулачком. Кулачок установлен на выходном валу редуктора и кинематически связан с зажимным патроном. С помощью средства регулировки величины подачи п.рутка, выполненного в виде винта, устанавливают величину подачи прутковой заготовки из условия получения минимального концевого отхода. После формирования рабочими инструментами требуемого профиля детали движение от кулачка через кулису передается ползушке, которая через шарнирную связь возвращает зажимной патрон в исходное положение. 3 ил. ел С vj ю 4 ел о ю
Формула изобретени я Накатный автомат, содержащий установленные на станине рабочие инструмен ты с приводом их вращения и редуктором, размещенное между рабочими инструментами устройство подачи прутковой заготовки в виде корпуса, проводки с установленным на корпусе основанием и направляющими, а также зажимного патрона, жестко закрепленного на основании проводки, кулачок, установленный на выходном валу редуктора и кинематически связанный с зажимным патроном, отличающийся тем, что, с целью снижения трудоемкости и
времени настройки, он снабжен механизмом регулировки величины подачи прутка, выполненным в виде ползушки, urap- нирно связанной с зажимным патроном и установленной с возможностью возвратно-поступательного перемещения посредством кулисы, установленной с возможностью взаимодействия с кулачком, и средства регулировки величины подачи прутка, при этом корпус выполнен в виде стойки, установленной в закрепленной яа- станине дополнительной направляющей с возможностью перемещения перпендикулярно оси прокатки.
йиВД.
Фи 2,3
| Степаненко А.В | |||
| Оборудование и инструмент для холодной поперечно-клиновой прбкатки | |||
| - Кузнечно-штамповочное производство | |||
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Накатный станок | 1980 |
|
SU996020A1 |
