Изобретение относится к конвейерному транспорту, в частности к контролю при эксплуатации целостности стыковых соединений.
Известен разрушающий способ контроля вулканизированного стыка резинотканевой конвейерной ленты, заключающийся в изготовлении контрольных образцов стыка малой или полной ширины, помещению их в захваты разрывной машины и полном разрушении [1].
Известен неразрушающий ультразвуковой способ контроля конвейерных лент, заключающийся в пропускании через ленту УЗ-колебаний, при этом передатчик и приемник УЗ установлены по обе стороны ленты. При проходе через поврежденную ленту УЗ-сигнал ослабляется по сравнению с сигналом, проходящим через неповрежденную ленту [2], [3].
Наиболее близким к предлагаемому является способ контроля [4].
Недостатком способа является недостаточная эффективность из-за малой толщины ленты, которая является прозрачным для излучения материалом, в результате чего изображение получается недостаточно четким, что снижает необходимую точность контроля.
Целью изобретения является повышение эффективности контроля и расширение технологических возможностей его применения при эксплуатации.
Достигается это тем, что способ контроля вулканизированного стыка резинотканевой конвейерной ленты осуществляется следующим образом: стык многократно равномерно по площади прокалывают полой иглой, в которую в период прохождения тела стыка каждый раз под давлением подают диагностическую жидкость, после чего стык подвергают действию диагностического устройства, бесконтактного взаимодействующего с компонентом диагностической жидкости, определяют площадь заполнения пустот в зонах расслоения состыкованных лент и сравнивают ее с эталонными значениями. Стык вулканизированный резинотканевой ленты не поддается никаким видам неразрушающего контроля. Для рентгеновских лучей, электрических и магнитных полей резина и ткань в стыке являются инертными прозрачными элементами. Предлагаемый способ позволяет вначале стык ленты сделать контролепригодным для известных методов диагностирования рентгеновский или магнитный, а затем уже включает элементы диагностики. В основе осуществления предлагаемого способа лежит постепенное разрушение вулканизированного стыка. Он заключается в том, что по истечении времени работы от местных перенапряжений, от постоянных изгибов ленты под грузом или только от собственного веса на барабанах и роликах в стыке происходит в определенных зонах потеря связи между слоями резины, между резиной и тканью. Эти зоны постепенно расширяются и по достижении критического значения площади происходит разрушение стыка. Полости местного расслоения являются удобными резервуарами для заполнения их диагностической жидкостью и выявления опасных зон уже с помощью известных и отработанных средств диагностики. Способ позволяет контролировать стык практически на всех этапах эксплуатации, что невозможно достигнуть известным разрушающим способом. Особенно актуально решение задачи контроля стыка резинотканевых лент для подземных конвейеров угольных шахт, которые в настоящее время потребляют половину выпуска лент в стране и на которых перевозят к рабочим местам и обратно основную часть миллионного коллектива шахтеров страны. Данный способ решает эту проблему, начиная с момента окончания вулканизации стыка перед пуском конвейера в работу и периодически при эксплуатации. При этом в способе используются операции и применение средств, которые являются взрывобезопасными и могут использоваться в любом месте в шахте.
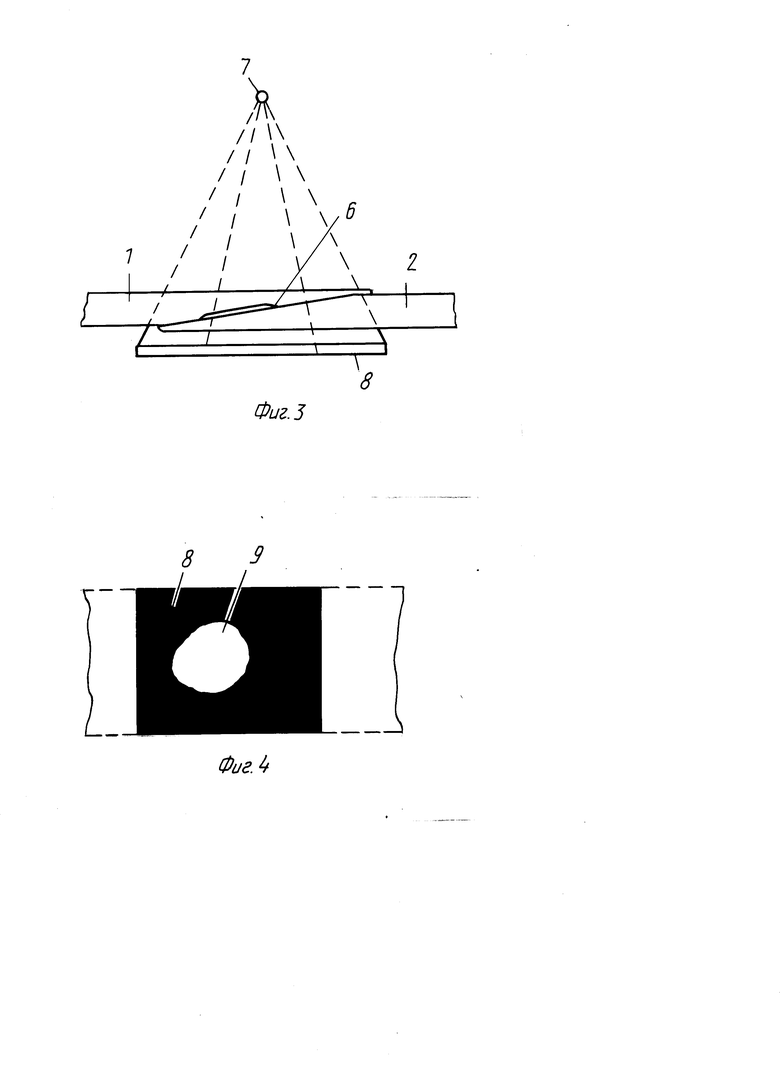
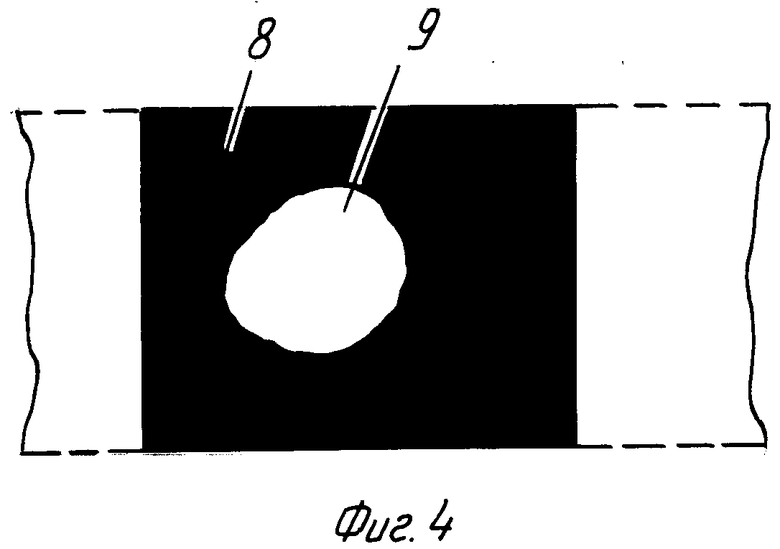
На фиг. 1 показан стык с разметкой точек прокалывания, вид сверху; на фиг. 2 - размер стыка в месте прохода полой иглы с диагностической жидкостью; на фиг.3 - схема просвечивания рентгеновским дефектоскопом; на фиг. 4 - вид отпечатка попавшей в расслоенную часть стыка диагностической жидкости.
Ленты 1 и 2 соединены вулканизированным стыком 3. На стык 3 наносится сетка с точками 4 прокалывания. Прокалывание производится полой иглой 5, в которую под давлением подают диагностическую жидкость 6. Диагностическая жидкость 6 может иметь разный состав, но ей должны быть присущи два главных элемента, а именно: в состав жидкости должно входить вещество, на которое бесконтактно реагирует диагностическая аппаратура, и жидкая компонента после введения внутрь стыка должна самостоятельно испариться. Последнее исключит ускоренное внутреннее расслоение при прохождении барабаном, когда жидкость будет работать как клин. Наиболее приемлемой на данном этапе является диагностическая жидкость, представляющая собой спиртовую суспензию порошка феррит бария. Эта жидкость имеет компоненту - феррит бария, который реагирует бесконтактно с рентгеновской и магнитной диагностической аппаратурой. Спиртовая часть суспензии легко испаряется, будучи при этом нейтральной с резиной и тканью ленты.
После прокалывания во всех точках 4 и введения с помощью иглы 5 в расслоенную часть стыка 3 диагностической жидкости 6 стык просвечивают с помощью рентгеновского аппарата 7. При этом диагностическая жидкость 6, попавшая в расслоения стыка, благодаря феррит барию станет экраном для рентгеновских лучей. Это найдет отражение на пленке 8 в виде более светлого пятна 9. При наличии чувствительной магнитной диагностической аппаратуры пятно 9 может быть также обнаружено бесконтактным способом благодаря реакции на магнитное поле феррит бария.
После получения изображения пятна или пятен расслоения стыка определяется их суммарная площадь и с учетом мест размещения пятен в стыке сравнивается с эталонными предельными значениями площадей расслоения и принимается соответствующее решение. Конвейерные ленты принимаются к работе с 10-кратным запасом прочности и поэтому реальна и допустима временная работа стыков с определенными небольшими запасами внутреннего расслоения до момента перестыковки лент в удобное по производственным возможностям время.
Прокалывание может производиться как одной иглой, так и одновременно несколькими иглами. Способ контроля вулканизированного стыка резинотканевой конвейерной ленты может найти применение практически на всех конвейерах, где находит применение вулканизация стыков. Стыки могут иметь различную конструкцию, а именно клиновые, со вставкой, ступенчатые.
Использование способа наиболее эффективно для грузолюдских ленточных конвейеров, где срок службы ленты ограничен на 1-2 года от паспортного из-за отсутствия какого-либо контроля стыков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЫК ТКАНЕВЫХ КОНВЕЙЕРНЫХ ЛЕНТ | 1990 |
|
RU2019475C1 |
| СТЫК РЕЗИНОТРОСОВЫХ КОНВЕЙЕРНЫХ ЛЕНТ | 1991 |
|
RU2009091C1 |
| Устройство для расслоения тканевых конвейерных лент | 1991 |
|
SU1794049A3 |
| СПОСОБ СОЕДИНЕНИЯ КОНВЕЙЕРНЫХ ЛЕНТ | 1996 |
|
RU2100202C1 |
| СТЫК ТКАНЕВОЙ КОНВЕЙЕРНОЙ ЛЕНТЫ | 1992 |
|
RU2041146C1 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР | 1992 |
|
RU2042588C1 |
| Резинотросовая конвейерная лента | 1988 |
|
SU1599278A1 |
| СПОСОБ МЕХАНИЧЕСКОГО СОЕДИНЕНИЯ РЕЗИНОТКАНЕВЫХ КОНВЕЙЕРНЫХ ЛЕНТ | 2014 |
|
RU2608993C2 |
| Способ стыковки многослойных конвейерных лент | 1985 |
|
SU1328618A1 |
| Транспортная установка | 1982 |
|
SU1022877A1 |


Использование: в конвейерном транспорте, а именно при контроле вулканизированного стыка резинотканевой конвейерной ленты. Сущность изобретения: стык многократно равномерно по площади прокалывают полой иглой, в которую в период прохождения ею стыка каждый раз под давлением подают диагностическую жидкость, после чего стык просвечивают проникающим полем или излучением и регистрируют результаты на пленке, после чего определяют площадь заполнения пустот в зонах расслоения состыкованных лент и сравнивают ее с эталонными значениями. 4 ил.
СПОСОБ КОНТРОЛЯ ВУЛКАНИЗИРОВАННОГО СТЫКА РЕЗИНОТКАНЕВОЙ КОНВЕЙЕРНОЙ ЛЕНТЫ, включающий воздействие на объект проникающим полем и последующую регистрацию результатов просвечивания на пленке, отличающийся тем, что, с целью повышения эффективности и расширения технологических возможностей путем диагностирования в процессе эксплуатации, до воздействия проникающего поля осуществляют многократное прокалывание ленты на площади, по которой произведено наложение одного края на другой, полой иглой, при этом в момент прохождения иглы сквозь стык в нее под давлением подают жидкость, содержащую непрозрачную для данного вида поля компоненту, а после регистрации результатов просвечивания производят их сравнение с эталонным значением.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| СПОСОБ КОНТРОЛЯ чистоты / ' | 0 |
|
SU168944A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
