Известны автоматы для контактной точечной сварки сеток. Однако они позволяют сваривать мелкие сетки, изготавливаемые из тонкой проволоки, но не обеспечивают равномерности подачи при сварке мелкой сетки и необходимого выпрямления проволоки перед ее сваркой.
Предлагаемый автомат включает установленные на станине многоэлектродную сварочную головку с приводом сварочного давления, механизм подачи поперечной проволоки и механизм шаговой подачи сетки. Этот автомат отличается от известных тем, что механизм подачи поперечной проволоки выполнен в виде установленной на станине поворотной штанги. Штанга перемещается под действием пневмопривода и снабжена кулачками-захватами, один из которых установлен шарнирно и подпружинен от штанги. Механизм шаговой подачи сетки представляет собой раму, шарнирно установленную на станине. Рама может колебательно перемеш,аться под действием пневмопривода, она снабжена прижимным брусом, первмеш,аюш,имся при помош,и самостоятельного привода. Описываемый автомат позволяет сваривать мелкую сетку, изготавливаемую из тонкой проволоки.
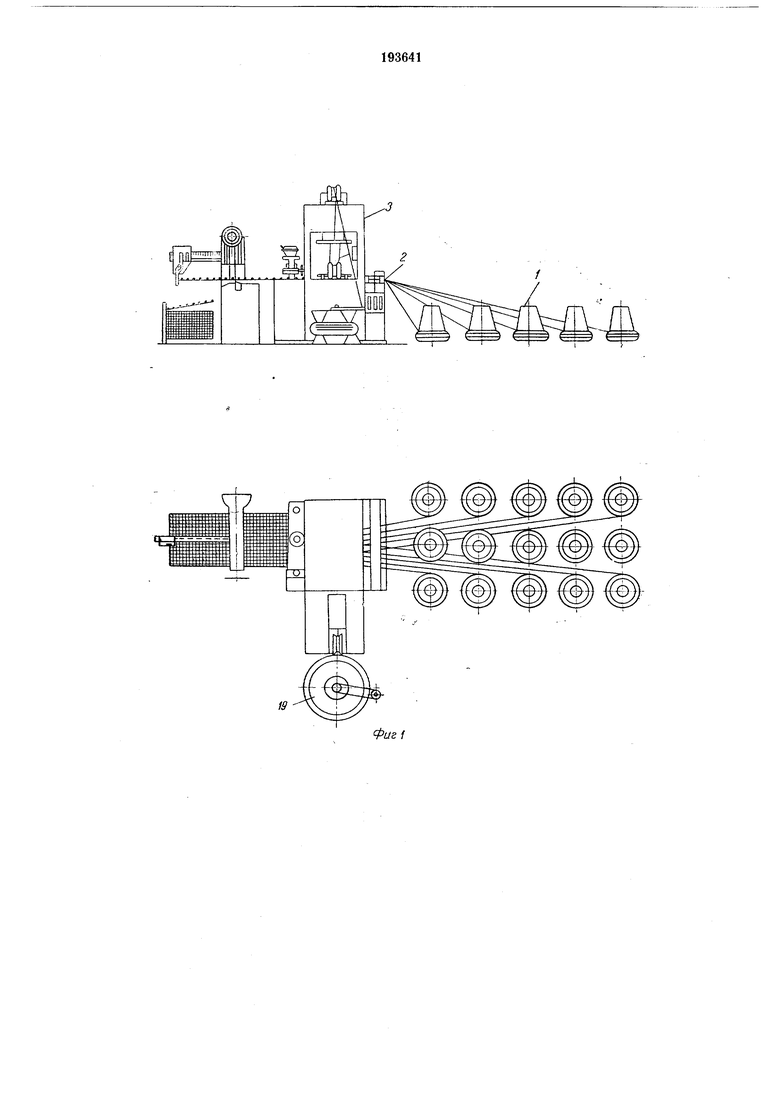
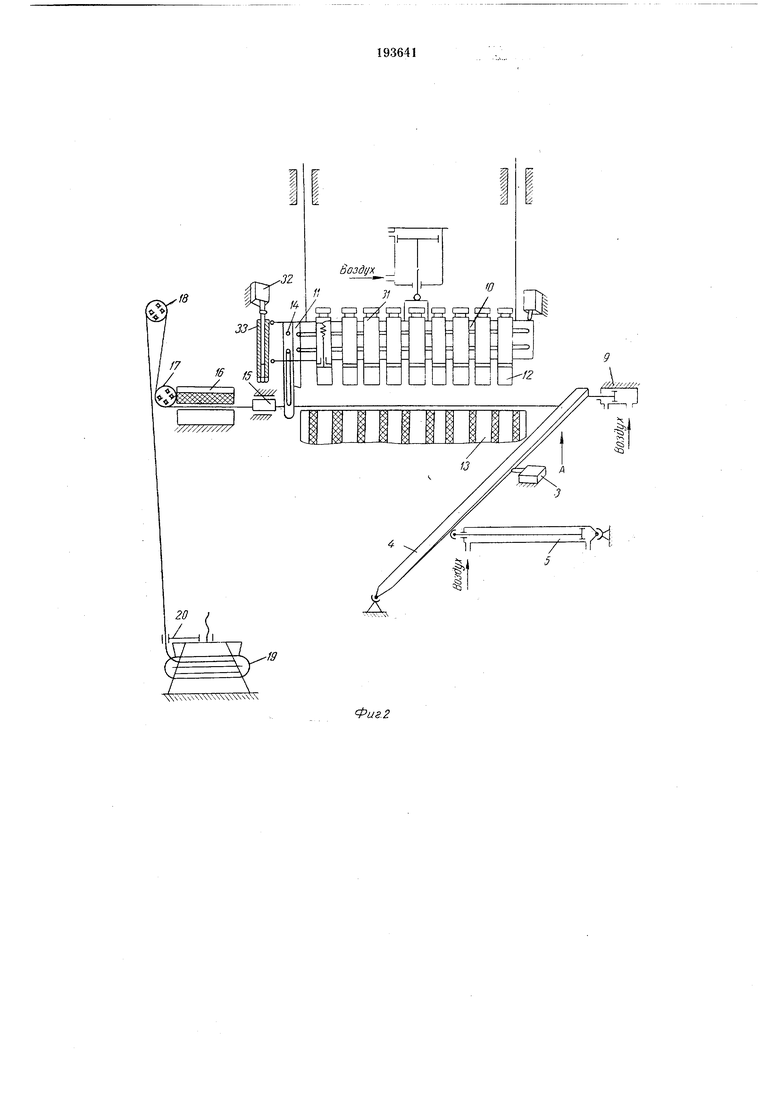
На фиг. 1 изображен автомат для контактной точечной сварки сеток, обш,ий вид; на фиг. 2 - кинематическая схема механизма
подачи поперечной проволоки под сварку; на фиг. 3 - кинематическая схема механизма шаговой подачи сетки; на фиг. 4 - кулачкизахваты проволоки, вид по стрелке А на фиг. 2.
Продольная проволока с барабанов 1, установленных параллельными рядами на полу возле автомата, подается через поворотную штангу 2, расположенную на станине 3.
Механизм подачи поперечной проволоки
представляет собой новоротную штангу 4, укрепленную на станине и связанную со штоком пневмопривода 5. Штанга 4 снабжена кулачками-захватами 6 и 7 клиновидной формы.
Неподвижный кулачок-захват 6 крепится на штанге 4 и имеет насечку, подвижный кулачок-захват 7 установлен шарнирно и подпружинен пружиной 8.
Горизонтально на уровне штанги 4 и напротив .конца кулачка-захвата 7 расположен пневмопривод Я перемен1,аюш,ий кулачок-захват 7. На траверсе 10 закреплен нож //, которым отрезается понеречная проволока в момент, когда она прижимается верхними электродами 12 к нижним 13, расположенным на станине машины. На траверсе крепится также серьга 14, подннмаюш,ая загнутый книзу отрезанный конец проволоки, выступаюш;ий из втулки /5. Тормоз 16 на станине осуществляет
электродами. Направляющие ролики 17 и 1В свободно вращаются. Сматывается проволока с безынерционного барабана 19 с помощью поводка 20.
Механизм шаговой нодачи сетки представляет собой раму 21, шарпирпо установленную на станине. К раме неподвижно крепится нижний брус 22; верхний прижимной брус 23 можег колебательно перемещаться по направляющим рамы под действием нневмопривода 24, в результате сетка 25 прижимается к пижнему брусу 22.
На стапипе неподвижно закреплен пневмопривод 26, служащий для шаговой подачи сетки. Пружина 27 возвращает раму в исходное положение. Винт 28 регулирует шаг свариваемой сетки, ограничивая ход рамы. Конечны выключатель 29 на нижнем брусе имеет пару пормально открытых контактов, которые служат для подачи электрического сигнала в пнезмосистему и подачи воздуха в пневмопривод 26. С помощью упора 30 осуществляется нажатие на щток конечного выключателя в момент зажима сетки. В нижней части станины расположены трансформаторы.
Ток подводится к электродам по следующей схеме. Отдельные не связанные между собой медные диски вторичной обмотки расгюложеиь между дисками первичной обмотки. Выводы каждого диска вторичной обмотки (по одному) объединены и выведены на верхний коллектор, к которому присоединены верхние электроды с помощью гибких шип, а каждый из нижних электродов соединен шиной с другими выводами вторичной обмотки. Нижние электроды изолироваиы один от другого.
Работает автомат следующим образом. Продольная проволока непосредственно с мотков, насаженных на свободно вращающиеся барабаны, поступает к автомату на нижние электроды. Поперечная проволока подается на сварку с помощью щтанги, которая находит на выступающий из втулки 15 конец проволоки и открывает кулачок-захват 7. При обратном ходе кулачок-захват 7 прижимает конец проволоки к насечке неподвижного кулачка-захвата 6, расположенного также на поворотной штанге. Чем больше натяжение, тем сильнее прижимаются кулачки-захваты и обеспечивается надежный захват проволоки. С помощью пневмопривода 5 штанга 4 занимает крайнее правое положение. Нажимая на конечный выключатель 31, включают цикл сварки, управляемый электронным регулятором времени.
При сварке проволока натянута. Отрезанный конец поперечной проволоки освобождается от кулачков-захватов и приваривается к продольной проволоке. Траверса поднимается и подает сигнал, в результате штанга занимает исходное положение. Итак, циклы автоматически повторяются.
Во время подъема траверсы на короткий промежуток времени необходимо отключать и снова включать конечный выключатель 32. Последний включен нормальдо замкнутыми
0 контактами в цепь управления обратного хода штанги 4 для того, чтобы дать время штанге отойти от конечного выключателя на расстояние, соответствующее размыканию нормально открытых контактов конечного выключателя 31. Быстрое выключение и включение конечного выключателя 32 достигается таким образом. К траверсе крепится устройство 33, представляющее собой трубку с нарезанной резьбой на нижнем конце и ввинченным регулировочным болтом. В трубку вставлен по широкоходовой посадке стержень. В момент остановки траверсы в верхнем положении стержень продолжает двигаться вверх по инерции, нажимает на шток конечного выключателя, размыкает контакты и тут же под действием собственного веса падает, отпуская шток. За это время успевает отключиться магнитный пускатель, хотя цепь продолжает оставаться готовой к новому пуску.
0 При поднятии траверсы выключается пневмопривод 24. Опускаясь, верхний брус прижимает сетку, после чего выключается пневмопривод 26, перемещающий сетку на заданный шаг.
Предмет изобретения
Автомат для контактной точечной сварки сеток, включающий установленные на станине многоэлектродную сварочную головку с приводом сварочного давления, механизм подачи поиеречной ироволоки и механизм шаговой подачи сетки, отличающийся тем, что, с целью обеспечения сварки мелкой сетки, изготавливаемой из тонкой проволоки, механизм подачи поперечной проволоки выполнен в виде установленной на станине поворотной штанги, перемещающейся иод действием пневмопривода и снабженной кулачками-захватами,
0 один из которых установлен шарнирно и иодпружинеи от щтанги, а механизм шаговой подачи сетки выполнен в виде рамы, шарнирно установленной на станине с возможностью колебательных перемещений под действием
пневмопривода и снабженной прижимным брусом, перемещающимся при помощи самостоятельного привода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для контактной сварки сеток | 1972 |
|
SU474410A1 |
| Автоматическая многоэлектродная машина для сварки плоских сеток | 1991 |
|
SU1797542A3 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU435081A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ | 1968 |
|
SU220375A1 |
| Машина для контактной сварки плоских сеток | 1976 |
|
SU647082A1 |
| МНОГОЭЛЕКТРОДНАЯ МАШИНА ДЛЯ СВАРКИ АРМАТУРНЫХ СЕТОК | 1991 |
|
RU2020017C1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305976A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ШИРОКИХ СЕТОК | 1969 |
|
SU247433A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ ПЛОСКИХ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305028A1 |

28
ffos/ yx
Bojdy
30 -29
21
27
I
г г.
