Изобретение относится к насосостроению, в частности к конструкциям корпусов центробежных насосов большой производительности, которые используются при изготовлении циркуляционных насосов главных трубопроводов энергоблоков АЭС.
Цель изобретения - повышение надежности и снижение трудоемкости изготовления путем исключения пересечения поверхностей соединения элементов корпуса.
На чертеже показан корпус насоса, который состоит из двух соединенных между собой полусфер.
Верхняя полусфера 1 имеет напорный патрубок и фланец 3, соединенный с полусферой, например, сварным швом. На нижней полусфере 2 соосно с фланцем выполнен всасывающий патрубок. Плоскость, в которой расположены поверхности, по которым соединены полусферы, расположена под углом к оси фланца и всасывающего патрубка и смещена относительно линии соединения фланца с верхней полусферой на величину, превышающую двойную толщину стенки полусферы. Каждый из патрубков выполнен за одно целое с соответствующей полусферой.
Расположение плоскости, в которой расположена поверхность соединения полусфер, под углом к оси всасывающего патрубка и ее смещение относительно линии соединения фланца с полусферой дает возможность исключить из конструкции корпуса пересечение поверхностей соединения, что обеспечивает существенное повышение качества и надежности корпуса. Выполнение полусфер за одно целое с напорным и всасывающим патрубками приводит к сокращению количества соединений элементов корпуса, что также повышает надежность и снижает трудоемкость изготовления корпуса.
Изготовление корпуса осуществляют в следующем порядке.
Каждую полусферу штампуют из круглой листовой заготовки за две операции - вытяжку полусферы и отбортовку патрубка, причем вторую операцию выполняют при наклонном расположении заготовки в штампе. Заготовку фланца получают ковкой на ковочном прессе.
В верхней полусфере посредством газовой резки вырезают отверстие и после механической обработки кромок к полусфере приваривают фланец. Затем к верхней полусфере приваривают нижнюю. При этом выполняют условие, чтобы расстояние между сварным швом приварки фланца и швом соединения полусфер в зоне небольшого сближения было не менее двух толщин стенки полусферы.
Примером реализации изобретения может служить разработка и изготовление корпуса циркуляционного насоса ТЦН - 195М главного трубопровода АЭС. Корпус имеет наружный диаметр сферы 2600 мм, толщину стенки 120 мм и внутренний диаметр патрубков 850 мм, плоскость соединения полусфер находится под углом 38о к оси всасывающего патрубка, а расстояние между сварным швом приварки фланца и швом соединения полусфер в зоне наибольшего сближения составляет 240 мм.
Надежность корпуса повышается благодаря уменьшению в 2 раза количества сварных швов и исключения не технологичных Т-образных сварных соединений. Снижение трудоемкости получают за счет исключения применения отдельно изготовленных патрубков.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУКОРПУС ШАРОВОГО КРАНА С ФЛАНЦЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2527518C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С ДВУМЯ БОКОВЫМИ ПАТРУБКАМИ | 1991 |
|
RU2021066C1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ НАРУЖНОГО ПАТРУБКА У ПОЛОЙ ЗАГОТОВКИ | 1987 |
|
RU2036736C1 |
| ШТАМП ДЛЯ ФОРМОВКИ ЛОПАСТИ | 1995 |
|
RU2080234C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМИ ПАТРУБКАМИ | 1991 |
|
RU2021067C1 |
| УСТРОЙСТВО ДЛЯ ЛОКАЛЬНОГО ОБЖАТИЯ ТРУБОПРОВОДОВ | 2000 |
|
RU2192326C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ ПОВОРОТНЫХ КРУГОВ | 1992 |
|
RU2136533C1 |
| Промышленный пылесос | 1991 |
|
SU1818074A1 |
| Способ изготовления полого изделия типа шарового корпуса сосуда | 1984 |
|
SU1194543A1 |
| УСТАНОВКА ДЛЯ СВАРКИ СИЛЬФОНОВ | 2001 |
|
RU2196670C1 |
Изобретение позволят повысить надежность и снизить трудоемкость изготовления путем исключения пересечения поверхностей крепления элементов корпуса. В корпусе насоса, состоящего из двух соединенных сварным швом полусфер 1 и 2, одна из которых имеет радиально расположенный всасывающий патрубок, а другая - напорный патрубок и фланец, соединенный с ней сварным швом и помещенный по оси всасывающего патрубка. Плоскость симметрии сварного шва, соединяющего полусферы 1 и 2, расположена под углом к оси всасывающего патрубка. Патрубки выполнены за одно целое со сферической частью корпуса, при этом расстояние между сварными швами составляет не менее двух толщин сферической части. Полусферические заготовки штампуют за одно целое с патрубками посредством двухоперационной штамповки-вытяжки и отбортовки. 1 з.п. ф-лы, 1 ил.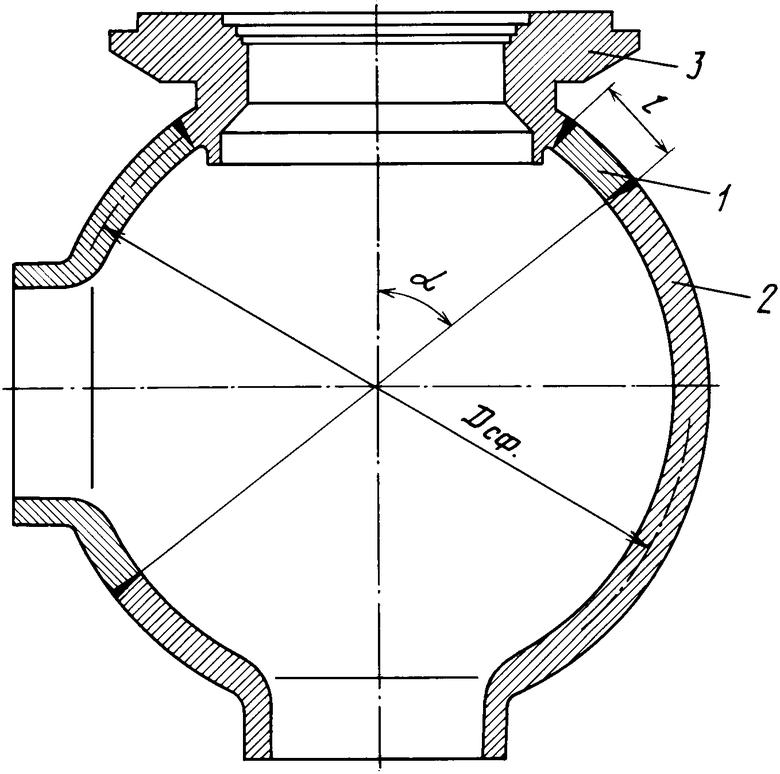
| Центробежный насос | 1987 |
|
SU1540399A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
