Изобретение относится к обработке металлов давлением, в частности к получению листов из сплава цирконий, 2,5 мас.% ниобия (сплав 125), используемого в качестве конструкционного материала для активных зон атомных реакторов.
К листам из сплава 125, используемым в качестве конструкционного материала для активных зон атомных реакторов, предъявляются высокие требования по механическим свойствам при комнатной температуре и температуре эксплуатации.
В частности, величина относительного удлинения (согласно техническим условиям ТУ 95.252-85) при температуре испытаний 20оС и 320оС должна быть не менее 20%. Известно [1], что для сплава 125 имеется аномальная зависимость характеристик пластичности (относительного удлинения) от температуры испытаний: величина относительного удлинения при температуре испытаний 300оС составляет 0,92, а при температуре испытаний 400оС-0,88 от значения этого показателя при температуре испытаний 20оС. Механизм этого явления и влияния технологии изготовления изделий на него еще мало изучен.
Известен способ изготовления листов из сплава 125, включающий нагрев кованых заготовок до температуры 750-900оС, горячую и холодную прокатки с промежуточной и окончательной термообработками [2]. Этот способ принят авторами за прототип.
Недостатком этого способа является низкий и нестабильный уровень относительного удлинения листов при температуре испытания 320оС, который в промышленных условиях составляет до 0,7 от величины аналогичного показателя при 20оС (таблица), что подтверждает известную [1] закономерность и (при регламентированном техническими условиями одинаковом уровне относительного удлинения для испытаний при температурах 20 и 320оС) приводит к значительной отбраковке листов по относительному удлинению при температуре испытаний 320оС, достигающей 50%.
Предлагаемый способ решает задачу повышения и стабилизации уровня относительного удлинения листов из сплава 125 при температуре эксплуатации, обеспечивая при этом величину относительного удлинения при температуре испытания 320оС не менее величины аналогичного показателя при комнатной температуре.
Это достигается тем, что в известном способе изготовления листов, включающем нагрев кованых заготовок, горячую и холодную прокатки с промежуточной и окончательной термообработками обеспечивают температуры нагрева и начала горячей прокатки кованых заготовок в интервале, граничные значения которого расположены ниже температуры α + β  β превращения на 70-150оС.
β превращения на 70-150оС.
Сопоставительный анализ с прототипом позволяет сделать вывод, что общими признаками предлагаемого способа и прототипа являются такие операции, как нагрев кованых заготовок, горячая и холодная прокатки с промежуточной и окончательной термообработками.
Предлагаемый способ отличается от прототипа тем, что температуры нагрева кованых заготовок и начала горячей прокатки находятся в интервале, граничные значения которого расположены ниже температуры α + β  β превращения на 70-150оС. Из проанализированных источников не выявлены технические решения, обладающие совокупностью существенных признаков, совпадающих с заявляемым техническим решением, что доказывает его новизну.
β превращения на 70-150оС. Из проанализированных источников не выявлены технические решения, обладающие совокупностью существенных признаков, совпадающих с заявляемым техническим решением, что доказывает его новизну.
Количественные изменения признаков общих для заявляемого технического решения и прототипа таких, как температура окончания горячей прокатки, степень холодной деформации и режимы термообработки в различной их взаимосвязи позволяют лишь изменять величину относительного удлинения, не внося существенных изменений в "разброс" значений данного показателя при температуре эксплуатации и не обеспечивая величины относительного удлинения при температуре испытания 320оС не меньшей величины аналогичного показателя при температуре испытаний 20оС.
Использование заявляемого технического решения позволяет получать листы из сплава 125, имеющие в 1,2-1,6 раз большие номинальные значения показателя относительного удлинения при температуре эксплуатации и их среднеквадратичные отклонения в 1,5-3,5 р., меньшие аналогичных показателей листов, изготовленных по способу-прототипу. Кроме того, заявляемое техническое решение обеспечивает уровень относительного удлинения при температуре испытаний 320оС не меньше аналогичного показателя при температуре испытания 20оС (таблица).
Возможность решения поставленной задачи не следует явным образом из существующего уровня техники, что доказывает изобретательский уровень заявляемого способа.
П р и м е р (осуществление способа). Предлагаемый способ изготовления листов из сплава Zr 2,5 мас. % Nb реализован следующим образом.
На четырех слитках сплава Zr 2,5% мас. % Nb определялся химический состав по ТУ 95.166-83 и температура α + β  β превращения. Слитки подвергались ковке в β- и α + β -областях на плиты с суммарной степенью деформации 82,5-83%. Нагрев плит под горячий прокат проводили по 2-м режимам в проходной электропечи, при этом нагрев и задачу в валки стана части плит каждого из 4-х слитков проводили в температурном интервале, граничные значения которого расположены ниже температуры α + β
β превращения. Слитки подвергались ковке в β- и α + β -областях на плиты с суммарной степенью деформации 82,5-83%. Нагрев плит под горячий прокат проводили по 2-м режимам в проходной электропечи, при этом нагрев и задачу в валки стана части плит каждого из 4-х слитков проводили в температурном интервале, граничные значения которого расположены ниже температуры α + β  β превращения на 70-150оС, для остальной части плит обеспечивали соответствующие операции в температурном интервале 750-900оС (прототип). Горячую прокатку плит проводили на реверсивном стане ДУО 500 с одинаковой суммарной степенью деформации для плит обоих режимов нагрева.
β превращения на 70-150оС, для остальной части плит обеспечивали соответствующие операции в температурном интервале 750-900оС (прототип). Горячую прокатку плит проводили на реверсивном стане ДУО 500 с одинаковой суммарной степенью деформации для плит обоих режимов нагрева.
После вакуумной промежуточной термообработки в α + β -области проводили холодную прокатку листов на реверсивном стане ДУО-Кварто. Окончательную вакуумную термообработку листов проводили в α + β -области.
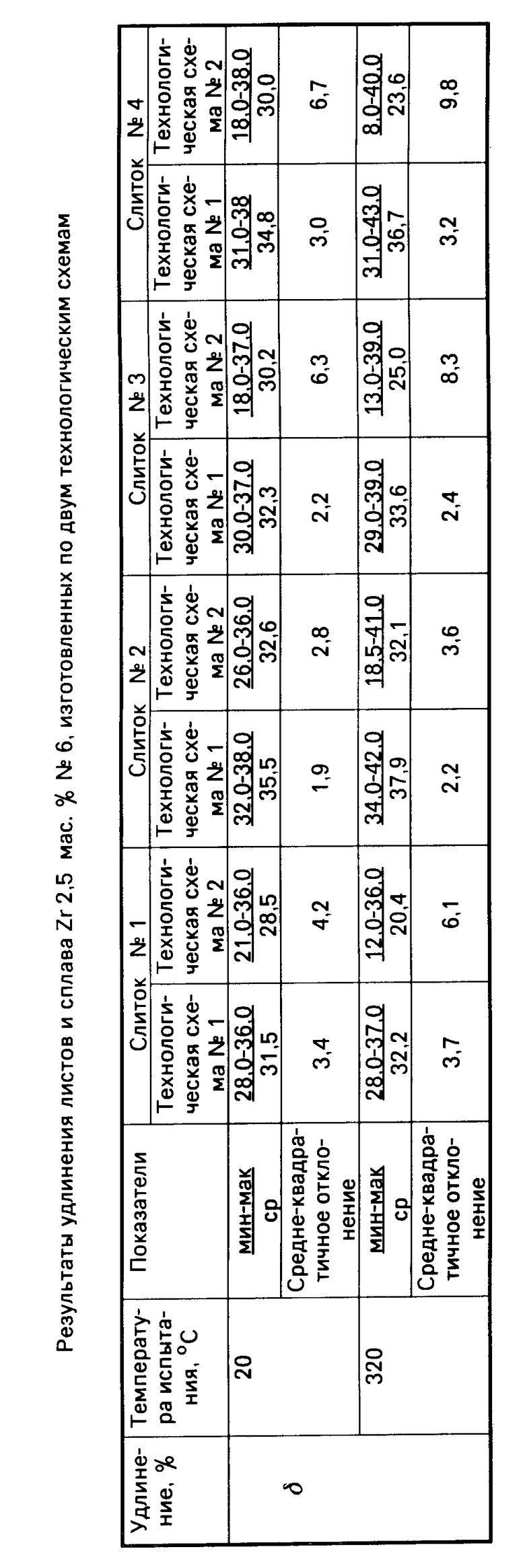
Контроль и испытания готовых листов проводили по ТУ 95.252-85. Результаты удлинения при температурах испытаний 20 и 320оС и их среднеквадратичные отклонения для листов 4-х слитков, изготовленных по 2-м технологическим схемам, отличающимся температурой нагрева и начала горячей прокатки плит, представлены в таблице.
Листы, изготовленные по 1 технологической схеме, температуры нагрева и начала горячей прокатки кованых заготовок, в которой обеспечивали в интервале с граничными значениями, расположенными ниже температуры α + β  β превращения на 70-150оС, имеют более высокие и стабильные значения удлинения по сравнению с аналогичными значениями листов, изготовленных по 2 технологической схеме, температуpу нагрева и начала горячей прокатки, в которой обеспечивали в интервале 750-900оС. Кроме того, листы, изготовленные по 1 технологической схеме, имеют уровень относительного удлинения при температуре испытаний 320оС не меньше аналогичного показателя при температуре испытания 20оС, что не обеспечивается 2 технологической схемой.
β превращения на 70-150оС, имеют более высокие и стабильные значения удлинения по сравнению с аналогичными значениями листов, изготовленных по 2 технологической схеме, температуpу нагрева и начала горячей прокатки, в которой обеспечивали в интервале 750-900оС. Кроме того, листы, изготовленные по 1 технологической схеме, имеют уровень относительного удлинения при температуре испытаний 320оС не меньше аналогичного показателя при температуре испытания 20оС, что не обеспечивается 2 технологической схемой.
Снижение температуры начала горячей прокатки от нижней границы заявляемого интервала при неизменной степени деформации на 4-х плитах различных слитков привело к уменьшению технологичности сплава и значительному трещинообразованию листов из сплава 125, что обусловлено понижением температуры окончания прокатки в область интенсивного увеличения прочностных свойств.
Внедрение данного способа позволяет увеличить выход годного при изготовлении листов из сплава 125 на 10-20% и, кроме того, повысить качество и надежность конструкционных материалов активных зон атомных реакторов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2250806C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКОГО ПРОФИЛЯ ИЗ ЦИРКОНИЙ-НИОБИЕВЫХ СПЛАВОВ | 2004 |
|
RU2261765C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1999 |
|
RU2169791C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКОГО ПРОФИЛЯ ИЗ ЦИРКОНИЙ-НИОБИЕВЫХ СПЛАВОВ | 2006 |
|
RU2310010C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2243833C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО ПРОФИЛЯ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2310009C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО ПРОФИЛЯ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 2008 |
|
RU2382114C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ИЗ α- И (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2002 |
|
RU2217260C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШТАМПОВАННЫХ ПОЛУФАБРИКАТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1992 |
|
RU2009754C1 |
| Способ изготовления тонких листов из гафния с изотропными механическими свойствами | 2020 |
|
RU2735842C1 |
Изобретение относится к обработке металлов давлением, в частности к получению листов сплава цирконий - 2,5 мас.% ниобия, используемых в качестве конструкционного материала активных зон атомных реакторов. Способ включает горячую и холодную прокатки листов из сплава 125 с промежуточной и окончательной термообработками, при этом с целью стабилизации и повышения уровня относительного удлинения листов при температуре эксплуатации не меньшего аналогичного показателя, при температуре испытаний 20°С нагрев и начало горячей прокатки кованых заготовок обеспечивают в температурном интервале ниже температуры  превращения на 70 - 150°С. 1 табл.
превращения на 70 - 150°С. 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ ИЗ СПЛАВА ЦИРКОНИЙ - 2,5 МАС.% НИОБИЯ, включающий получение заготовки ковкой, нагрев, горячую прокатку, промежуточную термообработку, холодную прокатку и окончательную термообработку, отличающийся тем, что нагрев и начало горячей прокатки проводят в интервале ниже температуры α+β  β= превращения на 70 - 150oС.
β= превращения на 70 - 150oС.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Займовский А.С | |||
| и др | |||
| "Цирконевые сплавы в атомной энергетике" | |||
| М., Энергоиздат, 1981, с.71-78. | |||

