Изобретение относится к области металлургии, в частности к прокатному производству, и предназначено для изготовления плоского профиля из циркониевых сплавов, используемого в качестве конструкционного материала в активных зонах атомных реакторов, в химической и нефтегазовой промышленности.
Известен способ изготовления плоского профиля из сплавов циркония или сплава гафния горячей прокаткой после повторного нагрева инфракрасным (ИК) излучением (Патент Франции №2716897, С22F 1/16, 1996).
Способ пригоден для изготовления элементов из сплавов циркония или гафния для атомных реакторов. Способ включает обжатие горячей заготовки, последующую горячую прокатку в альфа-области циркония (гафния). Далее проводят холодную прокатку с одним или несколькими циклами прокатки и термической обработки. При этом проводят один проход горячей прокатки, следующей за последним нагреванием в печи проката, по меньшей мере, на 100°С со скоростью 4°С в секунду ИК-излучением с длиной волны 0,8-5 мкм, с последующей горячей прокаткой до достижения конечной толщины проката, равной 0,8 от толщины заготовки, подвергнутой горячей прокатке.
Применение данного способа требует специального оборудования для нагрева ИК-излучением. Осуществление горячей прокатки в температурной альфа-области вследствие узкого диапазона ее существования ограничивает технологические возможности качественного подката из циркониевых сплавов, что, в конечном счете, приводит к нестабильности требуемых свойств готовой продукции и повышению себестоимости изготовления плоского профиля.
Известен способ изготовления листов из сплава с высокой стойкостью к деформациям при облучении (Патент Франции №2723965, С22F 1/6, 1997), в котором для изготовления листов из сплава циркония, пригодных для выполнения элементов котлов, сначала получают под вакуумом отливку из соответствующего сплава, которую подвергают ковке и горячей прокатке, затем заготовку подвергают закалке после повторного нагрева в бета-области циркония, затем после нагрева подвергают горячей прокатке, тепловой обработке в альфа-области циркония, далее холодной прокатке с последующей термической обработкой в альфа-области циркония и окончательной холодной прокатке с рекристаллизационным отжигом в альфа-области циркония. Причем горячую прокатку листа после бета-закалки осуществляют в первом направлении, затем в перпендикулярном первому направлении прокатки. Данный способ отличается высоким энергопотреблением из-за многочисленных нагревов, а также использование прокатки листа в различных направлениях требует применения специального стана с удлиненными валками, иначе прокатка в перпендикулярном первому направлении невозможна, особенно для заготовок под лист большой длины, что, в конечном счете, приводит к значительному повышению себестоимости изготовления листов.
Известен способ изготовления плоского профиля из циркониевых сплавов, включающий выплавку слитка, получение из него горячим формованием и последующей механической обработкой заготовки под горячую прокатку, закалку ее при температуре, на 50-150°С превышающей точку фазового перехода из промежуточной (альфа+бета) в бета-область циркония, и отпуск при температуре существования (альфа+бета) - области циркония, горячую прокатку, промежуточную термообработку, холодную прокатку и окончательную термообработку (Патент РФ №2184795, C22F 1/18, 2002).
Известный способ отличается повышенной себестоимостью изготовления готовой продукции, так как применение высокотемпературной бета-закалки сопровождается значительным поверхностным окислением металла, что требует последующего удаления некондиционного слоя (не менее 3 мм) механической обработкой, приводит к увеличению потерь металла и снижению выхода годной продукции. Последующий отпуск после закалки приводит к дополнительному окислению металла и увеличению длительности производственного цикла, к снижению производительности процесса, к повышению энергозатрат и, в конечном счете, к повышению себестоимости изготовления листов.
Наиболее близким к предлагаемому изобретению является известный способ изготовления листов из сплава цирконий - 2,5 мас.% ниобия, включающий получение заготовки ковкой, нагрев, горячую прокатку, промежуточную термообработку, холодную прокатку и окончательную термообработку. При этом нагрев и начало горячей прокатки проводят в интервале ниже температуры (альфа+бета)-бета превращения на 70-150°С (Патент РФ №2021043, В21В 3/00, 1994).
Недостатком этого способа является низкий и нестабильный уровень относительного удлинения по длине готовых изделий при температуре эксплуатации, а также значительная отбраковка до 30% из-за нарушения целостности (сплошности) поверхности изделий в виде надрывов (трещин), к необходимости дополнительной механической обработки (шабровка) поверхности и, как следствие, к потерям металла.
Заявляемый способ решает задачу повышения и стабилизации уровня относительного удлинения по длине готового плоского профиля из циркониевых сплавов при температуре эксплуатации, а также исключения образования надрывов на поверхности листов и снижения уровня брака.
Это достигается тем, что в способе изготовления плоского профиля, включающем получение заготовки ковкой, нагрев, горячую прокатку, начало которой проводят в интервале температуры ниже (альфа+бета) - бета превращения на 70-150°С, промежуточную термообработку, холодную прокатку и окончательную термообработку, холодную прокатку проводят, по меньшей мере, в два этапа, между которыми осуществляют дополнительную термообработку при температуре существования (альфа+бета) фаз.
Проведение холодной прокатки, по меньшей мере, в два этапа с дополнительной термообработкой при температуре существования (альфа+бета) - области между этапами способствует разупрочнению холодно-деформированного металла, обеспечивая высокую технологичность его при дальнейшей обработке за счет дополнительного ресурса пластичности, исключению потерь металла, связанных с необходимостью съема некондиционного слоя с микронадрывами и трещинами. Таким образом, себестоимость изготовления плоского профиля снизится за счет снижения брака готовой продукции по механическим свойствам и дефектам на поверхности изделий.
Предпочтительно холодную прокатку на каждом этапе, кроме последнего, проводить с деформацией 20-40%. Указанный диапазон деформации установлен экспериментально: свыше 40% происходит нарушение целостности, деформация менее 20% экономически нецелесообразна.
Изобретение поясняется чертежами, на которых изображены:
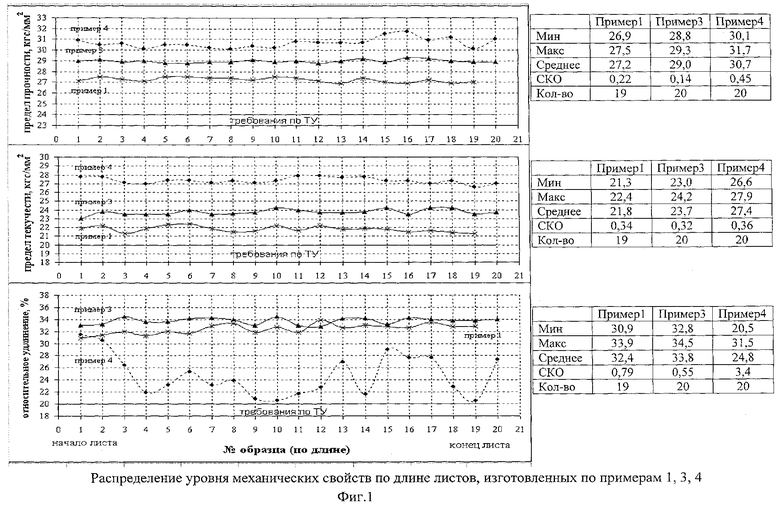
фиг.1 - распределение уровня механических свойств по длине листов при температуре эксплуатации;
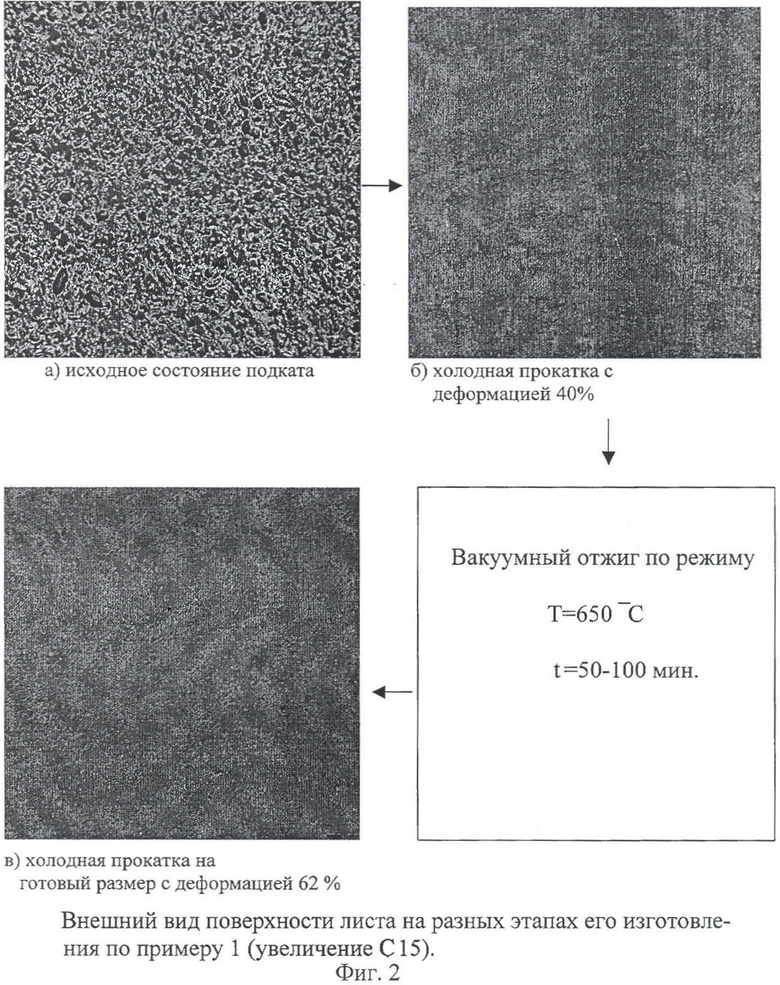
фиг.2 - внешний вид поверхности листа на разных этапах его изготовления по примеру 1 (увеличение × 15);
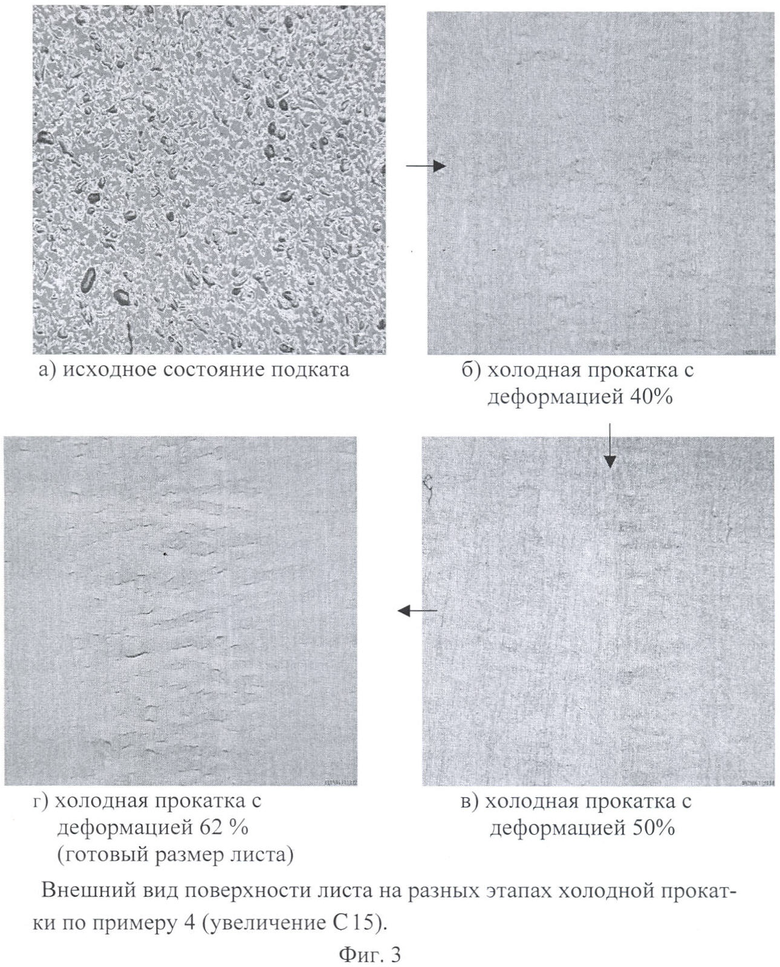
фиг.3 - внешний вид поверхности листа на разных этапах холодной прокатки по примеру 4 (увеличение × 15).
Способ осуществляли следующим образом.
Пример 1
Из слитка сплава цирконий -2,5 мас.% ниобия (Э125) были получены ковкой заготовки. Нагрев заготовок под горячую прокатку проводили в проходной электропечи при температуре 700-800°С. Горячую прокатку заготовок проводили на реверсивном стане ДУО-500 до размера 4,3 мм.
Полученный подкат после промежуточной вакуумной термообработки в (альфа+бета) - области подвергли холодной прокатке с деформацией около 40%. Далее проводили термообработку листов по режиму: Т=650°С, tвыд=50-100 мин с последующим охлаждением с печью. Термообработанные листы подвергали холодной прокатке до готового размера. Окончательную термообработку готовых листов проводили в (альфа+бета) - области. После отделочных операций изделие контролировали на соответствие техническим условиям.
Пример 2
Из слитка сплава цирконий - 1,1 мас.% ниобия (Э110) были получены ковкой заготовки. Далее, в том же порядке и при тех же параметрах были изготовлены листы.
Пример 3
Из слитка многокомпонентного сплава Zr - 2,2-3,2 мас.% (x), где x - легирующие элементы: Nb, Sn, Fe, O, получали ковкой заготовки. Горячую прокатку заготовок осуществляли с нагревом до 770°С на стане ДУО-500 до размера 4,5 мм. После промежуточной вакуумной термообработки проводили холодную прокатку в три этапа с промежуточными и окончательной термообработками до размера 0,72 мм в диапазоне температур 530-650°С, что соответствует области существования (альфа+бета) фаз. Далее после отделочных операций полосы подвергали контролю на соответствие техническим требованиям.
Пример 4
Для получения сравнительных данных были изготовлены листы по наиболее близкому аналогу.
Аналогичным методом, как и в примерах 1-3 были получены готовые изделия из сплава цирконий - 2,5 мас.% ниобия, но с проведением холодной прокатки в один этап, без дополнительной термообработки. Термообработанный горячекатаный подкат размера 4,3 мм подвергли холодной прокатке до готового размера с суммарной степенью деформации 62%.
Для проведения сопоставительного анализа по длине готовых листов, полученных по примерам 1, 3, 4, были изготовлены стандартные образцы, которые были подвергнуты механическим испытаниям на растяжение при температуре эксплуатации.
Результаты механических испытаний, представленные на фиг.1, свидетельствуют о нестабильном и низком уровне относительного удлинения листов, изготовленных по примеру 4, при этом среднеквадратичное отклонение (СКО) относительного удлинения по длине листа составило 3,4 и значения пластичности на отдельных участках листов минимально допустимые.
Листы, изготовленные по заявляемому способу, имеют более стабильные и высокие значения относительного удлинения по длине готовых изделий, СКО составило 0,79 - для примера 1 и 0,55 для примера 3, что соответственно в 4,3 и 6,2 раза ниже значений, полученных на листах, изготовленных по примеру 4.
На фиг.2 представлен внешний вид поверхности листа на разных этапах его изготовления по примеру 1. Идентичные результаты получены по примерам 2, 3. Проведение дополнительной термообработки после холодной деформации до 40% по заявляемому способу обеспечивает высокий и стабильный уровень относительного удлинения готового изделия (фиг.1) в сочетании с высоким качеством поверхности (фиг.2в).
Внешний вид поверхности листа на разных этапах холодной прокатки по примеру 4 (фиг.3) показывает, что при деформации до 40% (фиг.3б) поверхность листа чистая, без микронадрывов. Увеличение деформации до 50% (фиг.3в) на поверхности листа виден характерный рельефный рисунок, который в процессе последующей холодной деформации 62% на готовый размер трансформируется в явно выраженные надрывы (фиг.3г).
Анализ вышеприведенных данных показывает, что заявленный способ, в отличие от наиболее близкого аналога (по примеру 4) позволяет получить более высокое качество поверхности изделия с обеспечением заданных требований по механическим свойствам, предъявляемых к конструкционным материалам для активных зон атомных реакторов.
В настоящее время на ОАО «ЧМЗ» по заявляемому способу проводится выпуск партии листов из сплава Э125 в объеме двух полномасштабных слитков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО ПРОФИЛЯ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2310009C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2110600C1 |
| Способ изготовления тонких листов из гафния с изотропными механическими свойствами | 2020 |
|
RU2735842C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКОГО ПРОФИЛЯ ИЗ ЦИРКОНИЙ-НИОБИЕВЫХ СПЛАВОВ | 2006 |
|
RU2310010C2 |
| Способ получения трубных изделий из сплава на основе циркония | 2019 |
|
RU2798022C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКОГО ПРОФИЛЯ ИЗ ЦИРКОНИЙ-НИОБИЕВЫХ СПЛАВОВ | 2004 |
|
RU2261765C1 |
| Способ изготовления холоднокатаных трубных изделий из сплавов циркония с высокой коррозионной стойкостью (варианты) | 2023 |
|
RU2823592C1 |
| Способ изготовления трубных изделий из циркониевого сплава | 2019 |
|
RU2798021C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН ИЗ ГАФНИЯ | 2009 |
|
RU2412275C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНЫХ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ (ВАРИАНТЫ) | 1997 |
|
RU2123065C1 |
Изобретение относится к области металлургии, в частности к прокатному производству, и предназначено для изготовления плоского профиля из циркониевых сплавов, используемого в качестве конструкционного материала в активных зонах атомных реакторов, в химической и нефтегазовой промышленности. Предложен способ изготовления плоского профиля из циркониевых сплавов. Способ включает получение заготовки ковкой, нагрев, горячую прокатку, начало которой проводят в интервале ниже температуры (альфа+бета)-бета превращения на 70-150°С, промежуточную термообработку, холодную прокатку и окончательную термообработку. Холодную прокатку проводят, по меньшей мере, в два этапа, между которыми осуществляют дополнительную термообработку в температурной области (альфа+бета). Достигается необходимый уровень механических свойств, предъявляемых к конструкционным материалам для активных зон атомных реакторов, при сохранении запаса пластичности в процессе изготовления плоского профиля, что позволит повысить технологичность циркониевых сплавов и снизить коэффициент брака. 1 з.п. ф-лы, 3 ил.
1. Способ изготовления плоского профиля из циркониевых сплавов, включающий получение заготовки ковкой, нагрев, горячую прокатку, начало которой проводят в интервале ниже температуры (альфа+бета)-бета превращения на 70-150°С, промежуточную термообработку, холодную прокатку и окончательную термообработку, отличающийся тем, что холодную прокатку проводят, по меньшей мере, в два этапа, между которыми осуществляют дополнительную термообработку в температурной области (альфа+бета).
2. Способ по п.1, отличающийся тем, что холодную прокатку на каждом этапе, кроме последнего, проводят с деформацией до 40%.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ ИЗ СПЛАВА ЦИРКОНИЙ - 2,5 МАС.% НИОБИЯ | 1992 |
|
RU2021043C1 |
| RU 2184795 C2, 10.07.2002 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО ПРОФИЛЯ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2310009C2 |
| JP 9249927 A, 22.09.1997 | |||
| US 5112573 A, 12.05.1992. | |||

