Изобретение относится к металлургии, конкретнее к охлаждению непрерывно-литых слитков в процессе непрерывной разливки в зоне вторичного охлаждения.
Известен способ непрерывной разливки слитков, включающий охлаждение слитка сначала в кристаллизаторе, а затем в зоне вторичного охлаждения проточной водой в емкости. Слиток, выходя из кристаллизатора, проходит через ванну с водой. Внешняя поверхность кристаллизатора охлаждается дополнительным потоком воды, истекающей из патрубков нормально к поверхности.
Устройство для осуществления способа охлаждения включает корпус кристаллизатора, установленный в замкнутый объем-бункер, подводящие и отводящие патрубки, а также регулирующую и запорную аппаратуру (Э.Германн "Непрерывное литьe", М., Металлургиздат, 1961, с.224-225, рис.645).
Недостатком известного способа является неудовлетворительное качество непрерывно-литых слитков. Это объясняется тем, что поверхность слитка охлаждается сплошным слоем воды. В этих условиях происходит пузырьковый процесс охлаждения с большой интенсивностью, что приводит к переохлаждению поверхности слитка, возникновению в нем температурных градиентов и термических напряжений, превосходящих допустимые значения. В результате увеличивается брак слитков по внутренним и наружным трещинам.
Прототипом изобретения является способ непрерывной разливки слитков, включающий подачу металла в кристаллизатор, вытягивание из него слитка с переменной скоростью, поддержание и направление слитка при помощи роликов, а также охлаждение слитка в зоне вторичного охлаждения.
Охлаждение поверхности слитка производят одновременно проточной водой и струями воды, подаваемыми нормально на поверхность слитка. При этом струи воды подают на слиток в объеме проточной воды. Устройство для охлаждения непрерывно-литых слитков включает бункер с патрубками, внутри которого установлен спиралевидный патрубок с отверстиями в виде спреера. В процессе разливки через бункер прокачивается проточная вода, а через спреер одновременно подается вода. (Э.Германн "Непрерывное литье", М., Металлургиздат, 1961, с.238, рис.675).
Недостатком известного способа является неудовлетворительное качество непрерывно-литых слитков. Это объясняется тем, что поверхность слитка одновременно охлаждается проточной водой и струями воды, направленными нормально к слитку. В этих условиях происходит турбулентный процесс охлаждения с большой интенсивностью, что приводит к переохлаждению поверхности слитков и их браку по внутренним и наружным трещинам, а также искажению формы поперечного сечения слитка.
Целью изобретения является улучшение качества непрерывно-литых слитков.
Указанную цель достигают тем, что подают жидкий металл между двумя бесконечными движущимися лентами, формируют слиток и его охлаждают, пропускают ленты вместе со слитком через емкость с проточной водой, охлаждают ленты струями воды, направленными на их поверхность, поддерживают и направляют ленты при помощи роликов.
Струи воды направляют вдоль поверхности лент со скоростью 2-5 м/с, при этом струи воды подводят к поверхности лент под давлением 1,0-2,0 кг/см2 и одновременно отводят от поверхности лент под давлением 0,2-0,5 кг/см2.
Устройство для осуществления способа охлаждения непрерывно-литых слитков содержит две бесконечные приводные ленты, пропущенные через емкость с подводящими и отводящими трубами для охладителя, патрубок с отверстиями, установленный с зазором к поверхности лент. В патрубке со стороны лент выполнены отверстия малого d и большого D диаметров, соединенный соответственно с подводящими и отводящими трубами. При этом отверстия с диаметром d расположены по периферии отверстий диаметром D, а площади поперечных сечений FD и указанных отверстий находятся в соотношении
ΣFD=1,5 - 2,5 Σfd,
причем величина зазора между лентой и патрубком составляет 2-5 толщины ленты.
Улучшение качества плоских слитков будет происходить вследствие повышения равномерности охлаждения слитка, сохранения их формы поперечного сечения, уменьшения интенсивности их охлаждения до необходимых значений.
Направление струй воды вдоль поверхности ленты объясняется необходимостью снижения интенсивности охлаждения и повышения его равномерности. Отведение струй воды от ленты необходимо для создания условий их течения вдоль поверхности ленты в различных направлениях.
Диапазон значений скоростей течения струй воды вдоль поверхности ленты в пределах 2-5 м/с объясняется необходимостью обеспечения необходимого теплоотвода от ленты и создания условий для пленочного охлаждения ленты. При меньших значениях будет происходить пузырьковый процесс охлаждения, что значительно повышает процесс теплоотвода от слитка. Большие значения устанавливать не имеет смысла с точки зрения теплоотвода от ленты. В то же время при больших значениях скоростей струй лента будет притягиваться к патрубку, что приведет к прекращению истечения струй воды. Указанный диапазон устанавливают в обратной пропорциональной зависимости от скорости вытягивания слитка вместе с бесконечными лентами.
Диапазон давлений воды при ее подводе к поверхности ленты из патрубка в пределах 1,2-2,0 кг/см2 объясняется необходимостью обеспечения течения струй воды вдоль ленты в объеме воды. При меньших значениях не будет обеспечиваться течение струй воды вдоль ленты. При больших значениях не будет обеспечиваться полный отвод струй воды через отверстия меньшего диаметра вследствие большого расхода воды. Указанный диапазон устанавливают в обратной пропорциональной зависимости от скорости вытягивания слитка вместе с бесконечными лентами.
Диапазон давлений воды при ее отводе от поверхности ленты в пределах 0,2-0,5 кг/см2 объясняется необходимостью течения струй воды вдоль поверхности ленты в объеме воды. При меньших значениях вместе со струями будет также отводиться и часть воды из ее объема, что увеличит интенсивность охлаждения. При больших значениях не будет обеспечиваться процесс течения струй воды вдоль поверхности ленты. Указанный диапазон устанавливают в прямой пропорциональной зависимости от скорости вытягивания слитка вместе с бесконечными лентами.
Выполнение в патрубке отверстий со стороны ленты большого и малого диаметров объясняется необходимостью одновременного подвода и отвода струй воды из зазора между поверхностью ленты и патрубком с отверстиями.
Диапазон значений соотношений площадей отверстий большого и малого диаметров в пределах ΣFD=1,5 - 2,5 Σfd объясняется необходимостью обеспечения условий течения струй воды вдоль поверхности ленты. При меньших значениях не будет обеспечиваться удаление струй истекающей из патрубка воды от поверхности ленты. При больших значениях вместе со струями воды будет удаляться добавочное количество воды из ее объема емкости. Указанный диапазон устанавливается в прямой пропорциональной зависимости от скорости вытягивания слитка вместе с бесконечными лентами. Диапазон значений величины зазора между поверхностями ленты и патрубка в пределах 2 - 5 толщины ленты объясняется необходимостью обеспечения ламинарного течения воды в этом зазоре. При больших значениях не будет обеспечиваться ламинарный режим течения воды в зазоре. При меньших значениях возможно прекращение истечения воды из отверстий патрубка вследствие прогиба ленты в сторону патрубка. Указанный диапазон устанавливается в обратной пропорциональной зависимости от толщины ленты.
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения, со ссылкой на чертеж.
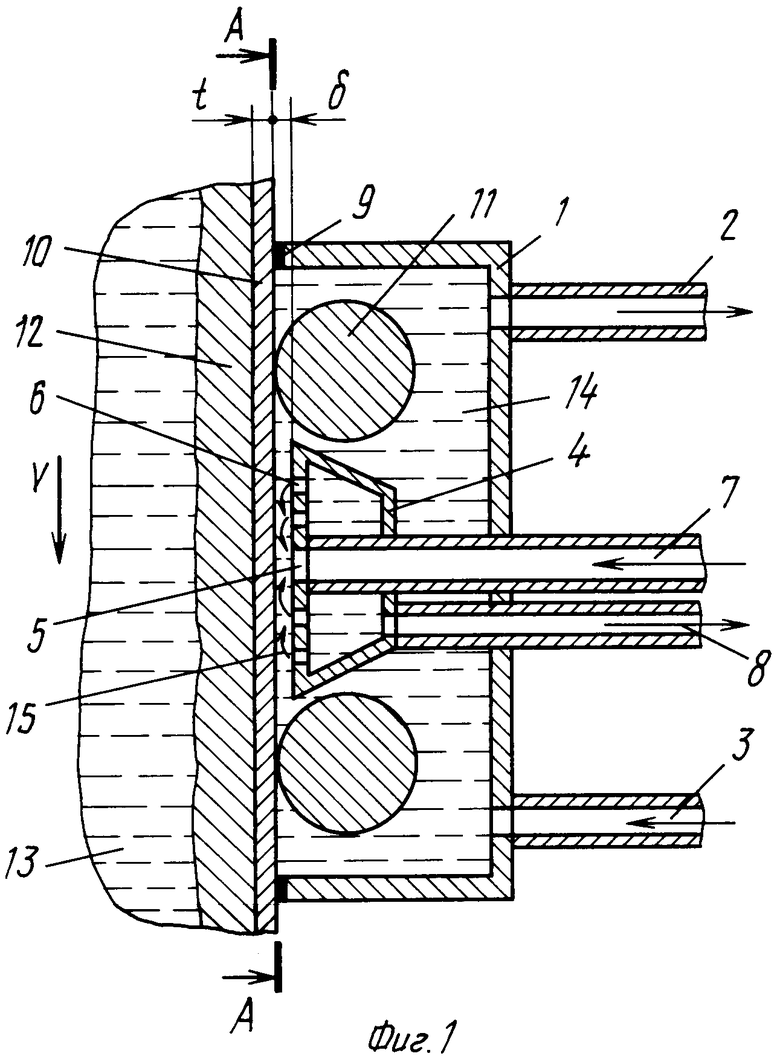
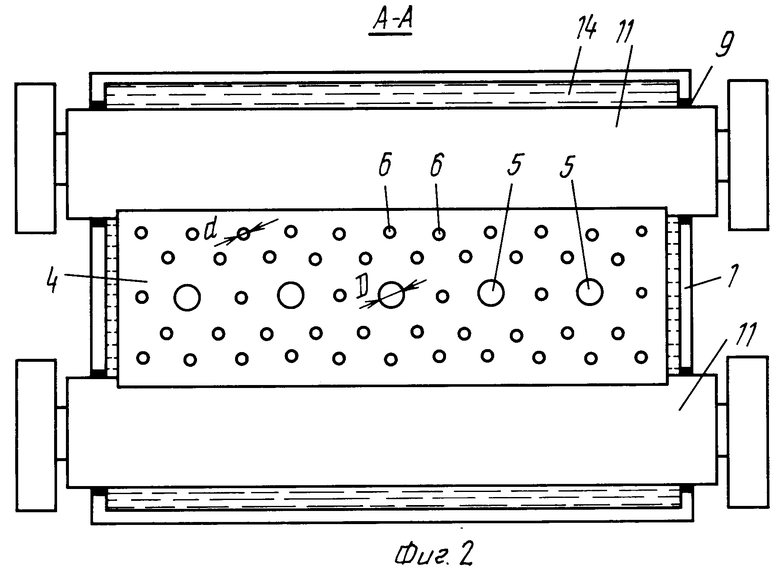
На фиг. 1 показано устройство для охлаждения непрерывнолитых слитков, продольный разрез; на фиг.2 - то же, разрез А-А на фиг.1.
Устройство для охлаждения непрерывно-литых слитков состоит из корпуса емкости 1, труб 2 и 3, патрубка 4 с отверстиями 5 и 6, трубок 7 и 8, уплотнений 9. Позицией 10 обозначена оболочкой лента, 11 - поддерживающие ролики, 12 - оболочка слитка, 13 - жидкий металл, 14 - проточная вода, 15 - струи воды, D и d - диаметр отверстий , V - скорость движения слитка вместе с лентами, δ - зазор, t - толщина ленты.
Способ непрерывной разливки слитков осуществляют и устройство работает следующим образом.
П р и м е р. В процессе непрерывной разливки подают жидкий металл 13 (например, Ст3сп) в зазор между двумя движущимися бесконечными лентами 10. На поверхности ленты 10 кристаллизуется жидкий металл 13 с образованием оболочки 12 слитка толщиной h. Слиток охлаждают посредством пропускания лент 10 через корпус емкости 1 с проточной водой 14. Ленты 10 поддерживают, направляют и вытягивают при помощи приводных роликов 11.
Вода в корпус емкости 1 подается через трубу 3 и вытекает самотеком по трубе 2, т. е. вода в емкости находится под атмосферным давлением. Для устранения протечек и герметизации емкости 1 со стороны ленты 10 и роликов 11 установлены уплотнения 9.
Между роликами 11 с зазором к ленте 10 установлен плоский патрубок 4, в корпусе которого выполнены отверстия 5 большого диаметра D и малого 6 диаметра d. К отверстиям 6 вода подводится по патрубкам 7 под давлением 1,0 - 2,0 кг/см2. Через отверстия 6 вода отводится по патрубкам 8, в которых создают разряжение до 0,2-0,5 кг/см2. Площади FD и fd отверстий 5 и 6 находятся в соотношении
ΣFD = 1,5 - 2,5 Σ fd.
Величина зазора δ между лентой 10 и патрубком 4 составляет 2-5 толщины ленты.
В процессе непрерывной разливки струи 15 воды направляют от отверстий 6 к отверстиям 5 вдоль поверхности ленты 10 со скоростью 2-5 м/с.
При такой организации подачи струй воды на поверхность ленты в заполненном водой объеме обеспечивается необходимый равномерный теплоотвод от слитка, устраняется его коробление и искажение формы поперечного сечения, процесс течения воды в зазоре становится ламинарным, отсутствуют участки локального перегрева ленты.
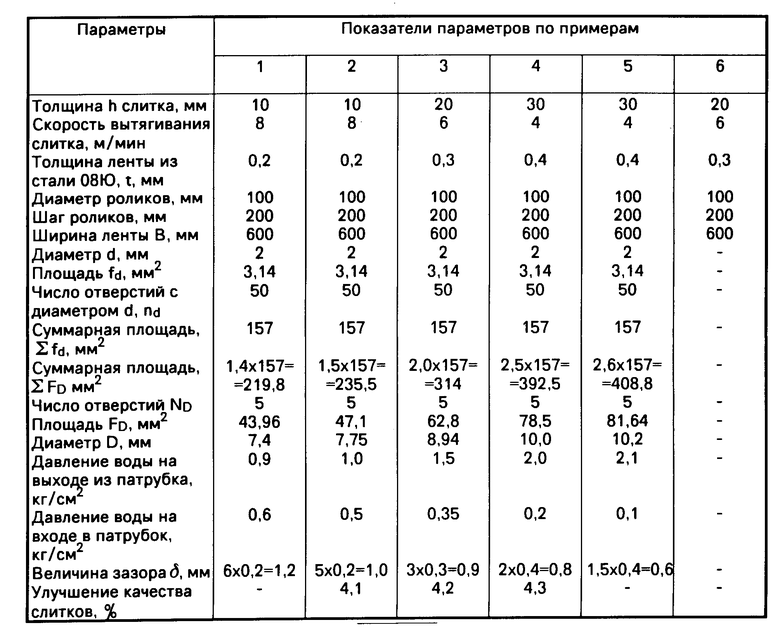
В таблице приведены технологические параметры охлаждения непрерывно-литых слитков и конструктивные параметры устройства.
В примере 1 скорость течения струй воды будет ниже допустимых пределов вследствие большой величины зазора δ, небольшой величины диаметра D большого отверстия, малого значения давления воды на выходе из патрубка и большого давления воды на входе в патрубок. В этих условиях будет обеспечиваться турбулентное течение струй воды, что значительно повышает теплоотвод от слитка при его неравномерности по площади охлаждения. В этих условиях происходит коробление слитка, в нем возникают внутренние и наружные трещины.
В примере 6 (прототипе) будет происходить коробление слитка вследствие неравномерности его охлаждения, большой интенсивности теплоотвода при хаотическом турбулентном охлаждении поверхности слитка. В этих условиях в слитках будут возникать внутренние и наружные трещины, приводящие к их браку.
В примерах 2-4 теплоотвод от слитка будет находиться в допустимых пределах, повышается равномерность охлаждения слитка, отсутствует его коробление, в слитках не будут возникать внутренние и наружные трещины.
Применение изобретения позволяет сократить брак слитков по внутренним и наружным трещинам на 4,2%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2041009C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
RU2063294C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041015C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2038909C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041013C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
RU2015803C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2022696C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
SU1837457A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
RU2015804C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041014C1 |
Сущность изобретения: жидкий металл подают между двумя бесконечными движущимися лентами, формируют слиток и охлаждают его. Пропускают ленту вместе со слитком через емкость с проточной водой, охлаждают ленту струями воды, направленными на их поверхность. поддерживают и направляют ленту при помощи роликов. Струи воды направляют вдоль поверхности лент со скоростью 2 - 5 м/с, при этом струи воды подводят к поверхности лент под давлением 1,0 - 2,0 кг/см2 и одновременно отводят от поверхности лент под давлением 0,2 - 0,5 кг/см2 . Устройство для осуществления способа непрерывной разливки плоских слитков содержит две бесконечные приводные ленты, пропущенные через емкость с подводящими и отводящими трубами для охладителя, патрубок с отверстиями, установленный с зазором к поверхности лент. В патрубке со стороны лент выполнены отверстия малого d и большого D диаметров, площади поперечных сечений которых находятся в соотношении ΣFД= 1,5 - 2,5 Σfd . 2 с.п. ф-лы, 2 ил., 1 табл.
Σ FD= 1,5-2,5 Σ fd,
причем величина зазора между лентой и патрубком составляет 2 - 5 толщин ленты.
| Э.Германн | |||
| Непрерывное литье | |||
| М., Металлургиздат., 1961, с.238, рис.675. |
