Изобретение относится к литейному производству, в частности к литейному оборудованию для центробежного литья профильных заготовок, например гильз цилиндров двигателей в разъемные многоразовые металлические формы.
Известно многопозиционное устройство для разъема и подготовки кокилей при центробежном литье, установленное у транспортировочной линии из роликовых транспортеров, содержащее механизм открывания и закрывания кокилей, имеющий верхнюю поднимающуюся плиту с захватами и опускающуюся нижнюю плиту с захватами. Поворачивающиеся захваты управляются приводами и расположены таким образом, чтобы они могли захватывать соответствующие торцы полукокилей и раскрывать кокили, поступающие на поддоне по транспортеру. На этой же позиции имеется механизм извлечения и удаления отливок.
Это устройство достаточно сложно и ненадежно в работе, потому что при его многопозиционности каждая из позиций захвата полукокилей за их торцы имеет индивидуальный привод с двух сторон как на верхних, так и на нижних полукокилях. В случае использования для транспортной линии кокилей второго ротора при ограниченной площади литейного цеха и небольших потребностях в отливках использование данного устройства для разъема и подготовки кокилей вообще не приемлемо, поскольку не вписывается в габариты второго ротора.
Наиболее близким к предлагаемому решению по технической сущности и достигаемому результату является многопозиционное устройство для разъема и подготовки кокилей при центробежном литье, смонтированное на вспомогательном роторе кольцевого конвейера, содержащее силовой цилиндр с ловителем, механизм разъема и подготовки кокилей, имеющий шток с головкой в нижней части, расположенный по центру станины, выполненной коробчатой, взаимодействующей с ловителем силового цилиндра, траверсу, закрепленную на верхней части и содержащую с двух сторон от штока боковые секторы со стопорными планками, подвешенные на осях, закрепленных в вертикальных стенках станины и расположенных в овальных отверстиях, выполненных в боковых секторах, и пальцы перемещения секторов.
Недостатки данного устройства состоят в том, что при раскрытии секторов из радиально разведенных полукокилей отливки выпадают, при этом обламывая многоразовое теплоизолирующее покрытие кокилей на кромках нижнего разъема полукокилей. Использование в механизме раскрытия полукокилей пружины приводит к сильным ударам в момент смыкания полукокилей, что может повлечь скалывание обмазки в любом месте. Радиальное раскрытие полукокилей в вертикальной плоскости сильно затрудняет осмотр и восстановление теплоизоляции кокилей.
Сущность изобретения заключается в том, что в многопозиционном устройстве для разъема и подготовки кокилей при центробежном литье, которое содержит стол с приводом и фиксатором, силовой цилиндр с ловителем и механизм разъема и подготовки кокилей, имеющий толкатель с головкой в нижней части, взаимодействующий с ловителем силового цилиндра, согласно изобретению механизм разъема кокилей выполнен в виде ложемента с горизонтальным разъемом, имеющего фигурные гнезда (пазы) для размещения в них кокилей и секторные захваты, замыкающие кокили в гнездах. Захваты закреплены на осях станины с возможностью вращения в вертикальной плоскости и взаимодействуют с коромыслом, закрепленным в верхней части толкателя, и тягами шарнирно связанными с перемещающейся муфтой, размещенной в средней части толкателя, при этом величина свободного хода толкателя, т.е. величина его перемещения до соприкосновения с муфтой, равна не менее высоты замка кокиля и не более 1/4 наружного диаметра отливки.
При выполнении механизма разъема кокилей в виде ложемента с горизонтальным разъемом и фигурными гнездами для кокилей, замыкаемых сверху секторными захватами, которые закреплены на горизонтальных осях станины с возможностью вращения в вертикальной плоскости, открытие кокилей происходит в виде развернутой книги, что обеспечивает максимальные удобства для осмотра и ремонта половинок. Кроме того, из раскрытого кокиля отливка не выпадает, а остается лежать в нижнем полукокиле в горизонтальной плоскости и извлекается манипулятором без скалывания кромок постоянного покрытия кокиля.
Признаки, характеризующие, каким конкретно образом происходит раскрытие кокиля, а именно, что секторный затвор выполнен с возможностью взаимодействия с коромыслом, закрепленным в верхней части толкателя, и тягами, шарнирно связанными с подвижной муфтой, размещенной в средней части толкателя, при этом величина свободного хода толкателя равна не менее высоты замка кокиля и не более 1/4 наружного диаметра отливки, реализуют открывание кокиля как бы в два этапа: предварительный подрыв верхних полукокилей коромыслом толкателя в вертикальном направлении и дальнейший разворот с помощью подвижной муфты (процесс закрытия кокиля происходит в обратном порядке). Величина перемещения подвижных органов обеспечивает плавность процесса и бесшумность, отсутствие ударов, исключается откалывание многоразового покрытия.
В целом достигается долговечность многоразового покрытия и необходимое качество литья.
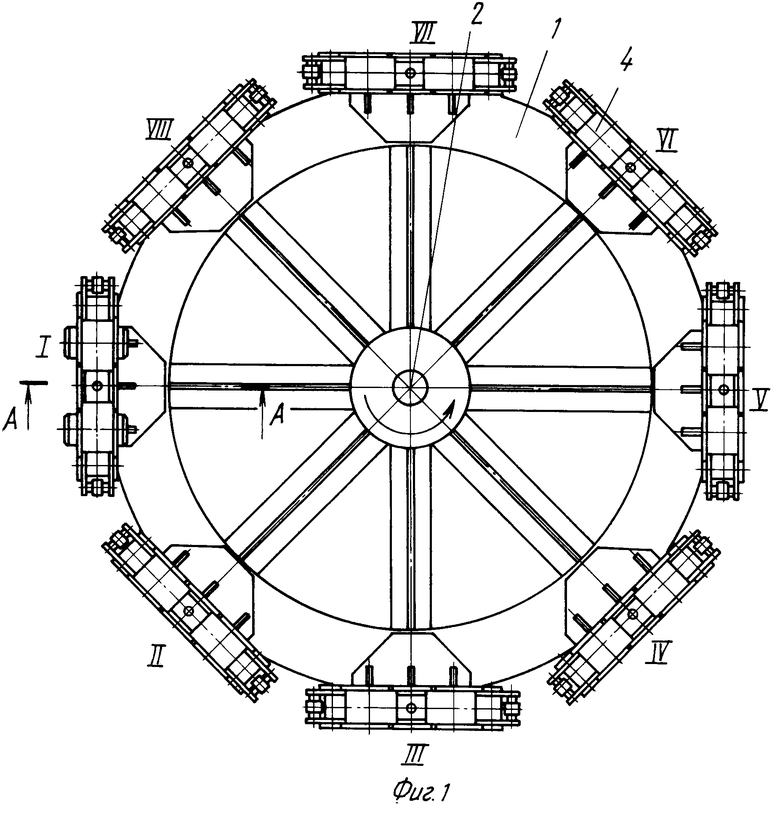
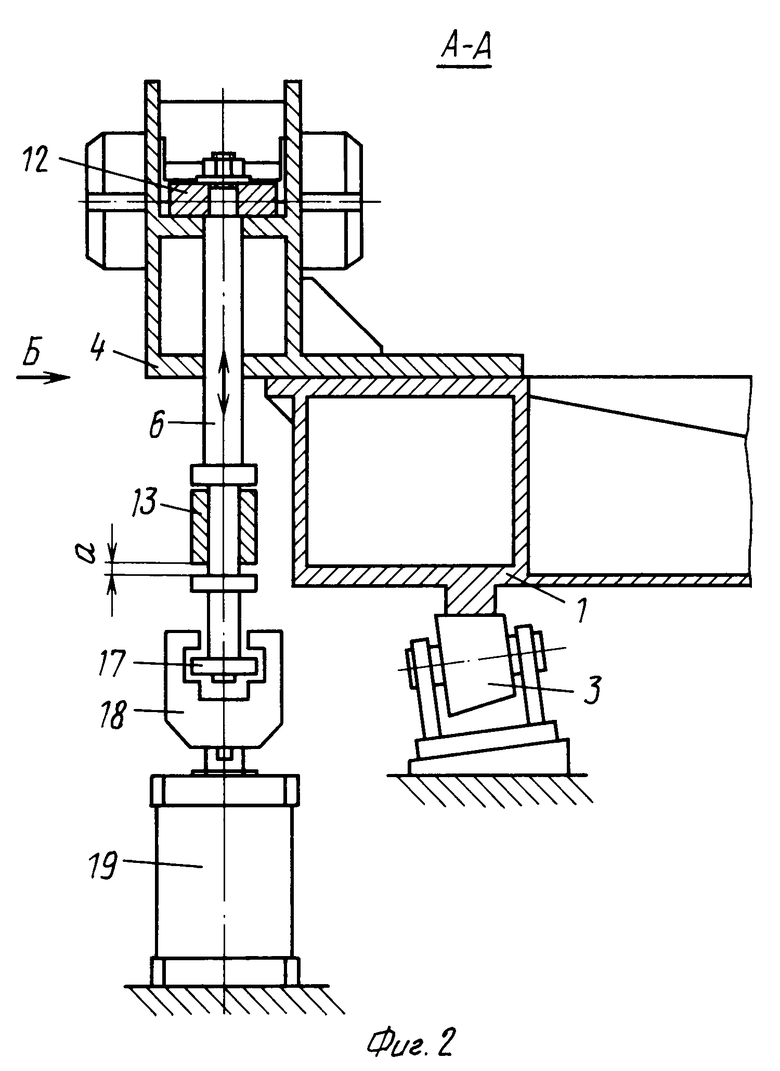
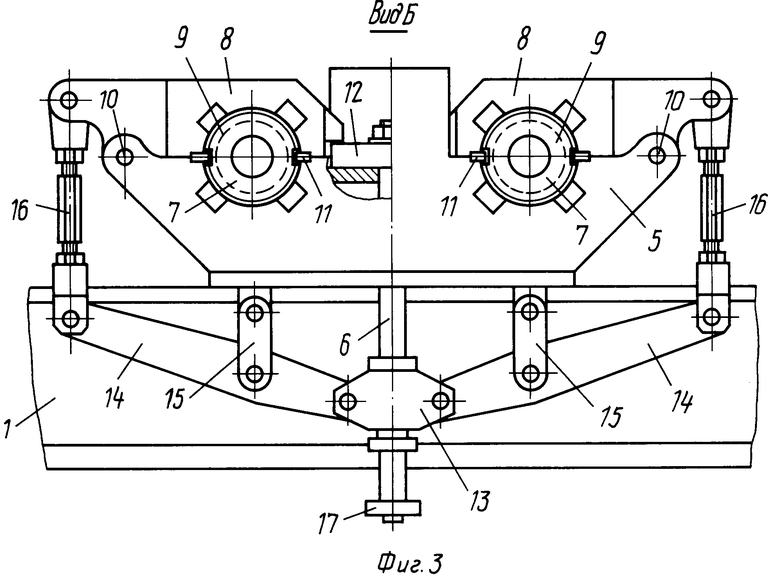
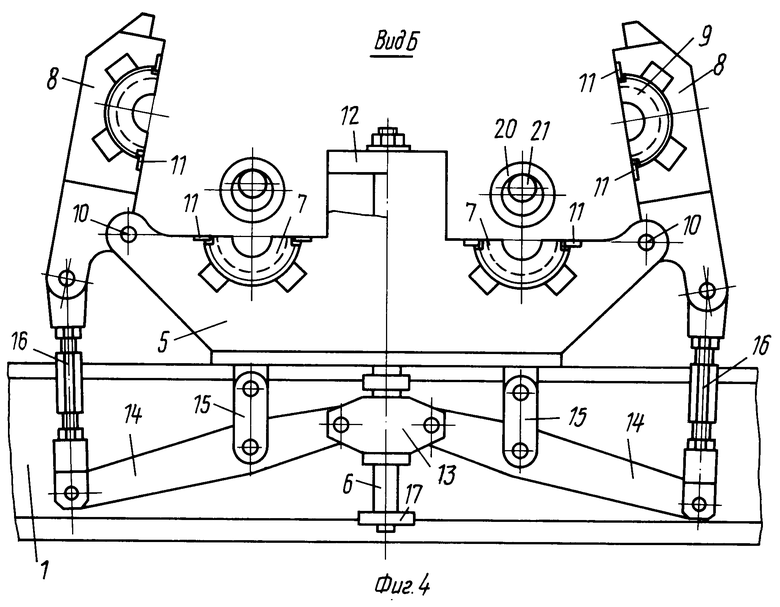
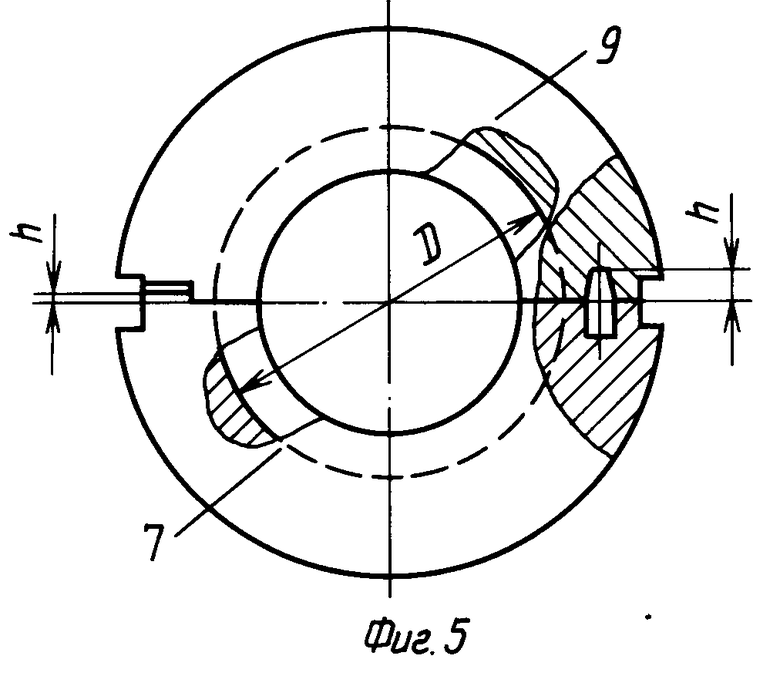
На фиг.1 представлено предлагаемое устройство, план; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - вид по стрелке Б на фиг.2; на фиг.4 - то же, при открытых кокилях с извлеченной отливкой; на фиг.5 - один из вариантов конструкций замков полукокилей.
Многопозиционное устройство для разъема и подготовки кокилей при центробежном литье состоит из стола 1, вращающегося шаговым приводом вокруг центральной опоры 2 на шести опорных роликах 3. Для раскрытия половинок кокиля на столе 1 смонтированы восемь механизмов 4 разъема, состоящих из станины 5, в центральной части которой расположен толкатель 6. С двух сторон толкателя 6 в горизонтальной плоскости размещены ложементы с фигурными пазами (гнездами) для кокилей, включающие пазы, выполненные в корпусе станины и предназначенные для нижних полукокилей 7, и секторные захваты 8 для верхних полукокилей 9, закрепленные на осях 10 станины 5 с возможностью вращения вокруг оси 10. Полукокили удерживаются стопорными планками 11. В верхней части толкателя 6 закреплено коромысло 12 для подрыва захватов 8 верхних полукокилей 9 и вертикального смещения их на величину не менее высоты h замка полукокилей и не более 1/4 внутреннего диаметра D кокиля, при этом нижние полукокили 7 удерживаются стопорными планками 11 в фигурных гнездах станины 5. Величина свободного хода толкателя 6 в пределах не менее высоты h замка кокилей и не более 1/4 внутреннего диаметра кокиля обеспечивает разделение процесса раскрытия и закрытия полукокилей на две составляющие. В средней части толкателя 6 расположена подвижная муфта 13. Муфта шарнирно связана с двумя рычагами 14, качающимися в серьгах 15 и связанными тягами 16 с захватами 8, поворачивающимися вокруг осей 10 в станине 5. В нижней части толкателя 6 расположена головка 17, которая при повороте стола 1 заходит в ловитель 18 возвратно-поступательного привода 19, расположенного стационарно в местах, где необходимо раскрывание и закрывание полукокилей.
Многопозиционное устройство для разъема и подготовки кокилей работает следующим образом.
На позиции I кокили совместно с отлитыми гильзами извлекаются из роторов центробежных машин и передаются с кольцевого конвейера отливки гильз в ложементы устройства разъема и подготовки кокилей. На позиции II происходит дальнейшее остывание отливок. Позиция III предназначена для разъема кокилей и извлечения отливок 20, при этом в отливки предварительно вводят штыри 21 манипулятора извлечения отливок, затем включается привод 19, который через ловитель 18 перемещает головку 17 и толкатель 6 вверх. При этом подвижная муфта 13 до выбора зазора а остается неподвижной, а коромысло 12, перемещаясь вверх, нажимает на захваты 8 и производит вертикальный подрыв верхних полукокилей 9. При дальнейшем вертикальном перемещении толкателя 6 начинает перемещаться подвижная муфта 13, которая перемещает рычаги 14, а они через тяги 16 поворачивают вертикально вверх захваты 8 вокруг осей 10 с удерживаемыми верхними полукокилями, открывая их. Манипулятор извлечения удаляет отливки 20 из нижних полукокилей 7. Переключается привод 19, который перемещает толкатель 6 вниз, производя смыкание полукокилей в обратной последовательности, при этом захваты 8 ложатся на коромысло 12, которое плавно опускается, замыкая полукокили и предотвращая удары полукокилей друг о друга, т.е. процесс раскрытия и закрытия полукокилей состоит из двух последовательных перемещений, исключающих откалывание многоразового покрытия и обеспечивающих бесшумность работы устройства, увеличивая его долговечность.
При величине свободного хода толкателя меньшей, чем высота замка кокиля, предварительный подрыв кокиля не происходит и раскрытие осуществляется за счет боковых тяг, соединенных с муфтой, что влечет разрушение кромки постоянного теплоизоляционного покрытия на разъеме кокилей, а также кромки самого кокиля.
При большей величине свободного хода, чем 1/4 внутреннего диаметра кокиля, резко возрастают габариты устройства и возможен преждевременный выход из контакта коромысла 12 с захватами 8, что приводит к ударному замыканию полукокилей и разрушению покрытия.
На позиции IV происходит остывание кокилей, на позиции V осуществляется очистка кокилей, следующая позиция VI предназначена для загрузки кокилей, предварительно нагретых в печи перед началом работы, а также их разгрузки для передачи в нагревательную печь в конце работы или замены вышедших из строя кокилей. Позиция VII является местом осмотра кокилей после их раскрытия вышеописанным способом, дополнительной продувки и очистки, а при необходимости производится мелкий ремонт постоянного покрытия с помощью ручного распылителя. Затем кокиль закрывается. Позиция VIII - запасная.
После проведения перечисленных операций подготовленный кокиль очередным поворотом стола поступает на позицию I, на которой полукокили извлекаются из устройства и вставляются в роторы центробежных машин кольцевого литейного конвейера. Описанная работа многопозиционного устройства повторяется циклично.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционное устройство для разъема и подготовки кокилей при центробежном литье | 1991 |
|
SU1806043A3 |
| Роторная линия для центробежного литья гильз | 1981 |
|
SU1012500A1 |
| КОНВЕЙЕРНАЯ КОКИЛЬНАЯ УСТАНОВКА | 1995 |
|
RU2090307C1 |
| Карусельная кокильная машина | 1988 |
|
SU1675039A2 |
| Автоматическая линия центробежного литья в облицованные кокили | 1978 |
|
SU764842A1 |
| Карусельная кокильная машина | 1983 |
|
SU1161235A1 |
| Многопозиционное устройство для разъема и подготовки кокилей при центробежном литье | 1981 |
|
SU984655A1 |
| Кокильная секция | 1981 |
|
SU1036443A1 |
| Кокильная машина | 1989 |
|
SU1713730A1 |
| Многопозиционная кокильная машина | 1975 |
|
SU530741A1 |
Сущность изобретения: устройство содержит стол с приводом и фиксатором, механизм разъема и подготовки кокилей с толкателем, расположенным по центру станины и представляющим собой ложемент с фигурными гнездами и секторными захватами, закрепленными на осях станины с возможностью вращения и взаимодействия с коромыслом, размещенным в верхней части толкателя, и тягами, шарнирно связанными с подвижной муфтой, размещенной в средней части толкателя, при этом величина свободного хода толкателя равна не менее величины высоты замка кокиля и не более 1/4 внутреннего диаметра кокиля. 5 ил.
МНОГОПОЗИЦИОННОЕ УСТРОЙСТВО ДЛЯ РАЗЪЕМА И ПОДГОТОВКИ КОКИЛЕЙ ПРИ ЦЕНТРОБЕЖНОМ ЛИТЬЕ, содержащее стол с приводом и фиксатором, силовой цилиндр с ловителем и механизм разъема и подготовки кокилей, имеющий толкатель с головкой в нижней части, расположенный по центру станины и взаимодействующий с ловителем силового цилиндра, отличающееся тем, что оно снабжено подвижной муфтой, размещенной в средней части толкателя, коромыслом, расположенным в верхней части толкателя, и тягами, шарнирно соединенными с подвижной муфтой, при этом механизм разъема кокиля выполнен в виде ложемента с фигурными гнездами и секторными захватами, закрепленными на осях станины в горизонтальной плоскости с возможностью вращения и взаимодействия с коромыслом и тягами, причем величина свободного хода толкателя равна не менее величины высоты замка кокиля и не более 1/4 внутреннего диаметра кокиля.
| Многопозиционное устройство для разъема и подготовки кокилей при центробежном литье | 1981 |
|
SU984655A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
