Изобретение относится к биметаллическому литью, а точнее к технологии нанесения наплавки слоя бронзы на стальную основу заготовок.
Цель изобретения - расширение технологических возможностей.
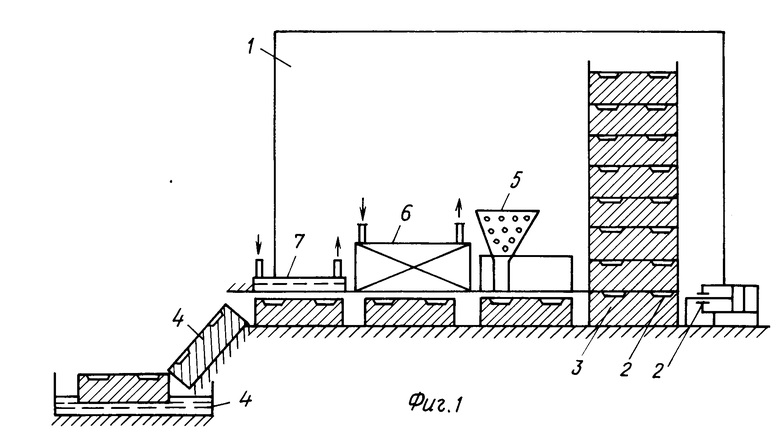
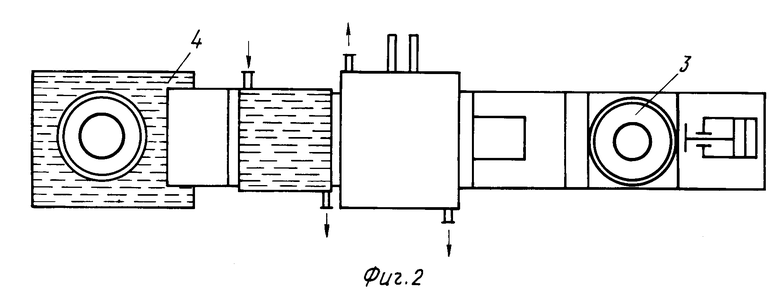
На фиг.1 показано устройство согласно изобретению, вид спереди; на фиг. 2 - то же, вид сверху; на фиг.3 - индуктор, экран, заготовка; на фиг.4 - то же, вид сверху.
Устройство включает высокочастотный источник питания 1, узел 2 для загрузки заготовок 3, который представляет собой вертикальную кассету-накопитель и толкатель, узел 4 выгрузки заготовки 3, узел 5 нанесения на наплавляемую заготовку шихты, теплозащитный модуль 6, камеру 7 охлаждения.
В теплозащитный модуль 6 и в камеру 7 охлаждения подается инертный газ. Процесс нагревания, расплавления и затвердевания протекает в среде инертного газа, чем обеспечивается высокое качество получаемого биметалла и долговечность неохлаждаемого индуктора и камеры с экранами.
Модуль 6 состоит из металлического корпуса 8 с рубашкой 9 охлаждения, через которую циркулирует проточная вода. Внутри корпуса 8 закреплены радиационный экран 10, выполненный из теплостойкого материала, например графита. Индуктор 11 выполнен неохлажденным также из термостойкого материала, графита с удельной проводимостью 10-3 - 10-6 Ом ˙ м. Для равномерного прогрева в индукторе 11 сделаны пропилы. Ток к индуктору 11 подводится через водоохлаждаемые шины 12. Подвод инертного газа произведен через штуцер 13.
Устройство работает следующим образом.
Толкатель выталкивает заготовки 3 на горизонтальный лоток. Заготовка проходит при этом под узлом 5 нанесения на заготовку шихты, который отмеряет необходимое количество гранул и флюса и равномерно распределяет шихту по наплавляемой канавке на торце заготовки 3. При следующем цикле работы толкателя зашихтованная заготовка 3 устанавливается под индуктором 11 модуля 6, на этой позиции шихта расплавляется. После этого заготовка 3 перемещается на позиции охлаждения. При следующем цикле работы толкателя заготовка 3 попадает на наклонный лоток и соскальзывает в бункер 4.
Процесс нагрева заготовки 3 при этом осуществляется как за счет токов высокой частоты, находимых в детали, так и за счет теплообмена между разогретым индуктором 11 и деталью (так как индуктор кроме индуктивного сопротивления обладает и активным и поэтому на нем выделяется тепло).
Использование предлагаемого устройства для биметаллизации массивных заготовок по сравнению с известными устройствами обладает следующими преимуществами:
во-первых, предлагаемое устройство позволяет при больших массах заготовок тех же мощностях источника питания достичь температуры жидкотекучести бронзы и получить качественные биметаллические заготовки;
во-вторых, использование индуктора с конфигурацией его горизонтальной поверхности, совпадающей с конфигурацией наплавляемой поверхности заготовки, позволило обеспечить равномерное распределение температур в наплавляемой зоне и минимизировать время наплавки и ликвацию материала основы в слой бронзы. Этим самым улучшено качество получаемого биметалла.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ НАПЛАВКИ МАССИВНЫХ ЗАГОТОВОК | 1990 |
|
SU1795604A1 |
| Способ наплавки | 1990 |
|
SU1773621A1 |
| Способ изготовления биметаллических деталей | 1989 |
|
SU1704988A1 |
| Способ центробежной биметаллизации втулок с нагревом токами высокой частоты | 2015 |
|
RU2637205C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2292985C2 |
| УСТАНОВКА ДЛЯ ЦЕНТРОБЕЖНОЙ БИМЕТАЛЛИЗАЦИИ ВТУЛОК | 1996 |
|
RU2103109C1 |
| Способ изготовления сварочного биметаллического электрода намораживанием | 2020 |
|
RU2756092C1 |
| Контейнер для высокотемпературной пайки биметаллических втулок | 1988 |
|
SU1526939A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИНДУКЦИОННОЙ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2173244C2 |
| Установка для получения биметаллических втулок | 1988 |
|
SU1636119A1 |
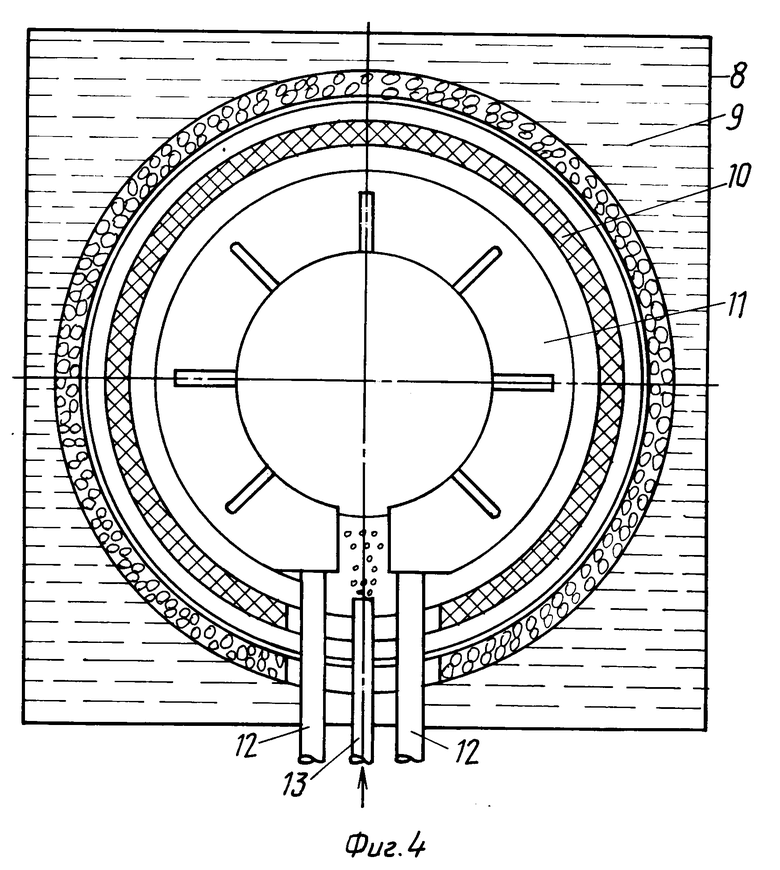
Изобретение относится к литейному производству, в частности к технологии наплавки бронзы на стальную заготовку. Цель изобретения - расширение технологических возможностей. Указанная цель достигается тем, что установка дополнительно снабжена радиационным экраном 10 в виде замкнутой полости, охватывающей индуктор 11, с внутренним диаметром, равным 1,3 1,5 диаметра индуктора, и глубиной, равной двум высотам индуктора 11, индуктор 11 выполнен из графита с удельной проводимостью 10-3÷ 10-5 Ом·м . 4 ил.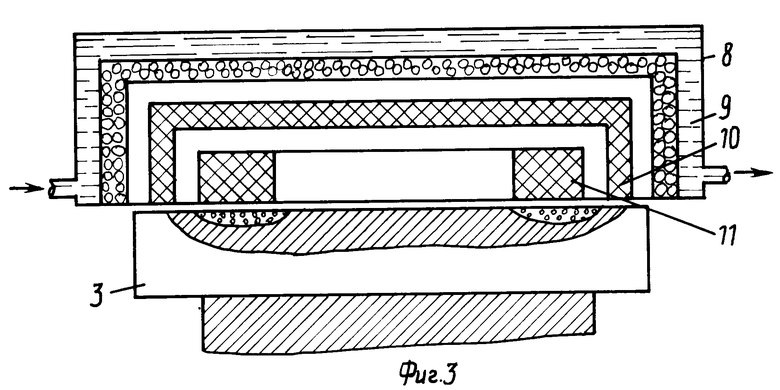
УСТАНОВКА ДЛЯ НАПЛАВКИ МАССИВНЫХ ЗАГОТОВОК, содержащая высокочастотный источник питания, индуктор, узлы загрузки и выгрузки наплавляемой заготовки, отличающаяся тем, что, с целью расширения технологических возможностей, она снабжена охватывающим индуктор сверху радиационным экраном с внутренним диаметром, равным 1,3 - 1,5 наружного диаметра индуктора, и глубиной, равной двойной высоте индуктора, последний выполнен из графита с удельной проводимостью 10-3 - 10-6 Ом · м и с конфигурацией его горизонтальной поверхности, повторяющей конфигурацию наплавляемой поверхности обрабатываемой заготовки.
| Авторское свидетельство СССР N 999346, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
