Изобретение относится к металлургии и может быть использовано при изготовлении изделий, эксплуатирующихся в агрессивных, коррозионных средах при высоких нагрузках.
Известен способ термической обработки стали ферритного класса, заключающийся в нагреве заготовки до температуры 980-1000оС, охлаждении с печью до 700-750оС, выдержке в течение 2,0-2,2 ч и охлаждении на воздухе. Способ обеспечивает получение следующих механических свойств: σв =490-530 МПа; δ = 38-41%.
Наиболее близким техническим решением является способ термомеханической обработки (ТМО) стали ферритного класса, включающий горячую деформацию в интервале температур 0,3-0,5 Тпл (350-600оС), деформацию и закалку от температуры рекристаллизации 780оС. Деформацию ведут прокаткой с обжатием 60-70% . Установлено, что при комнатной температуре механические свойства хромистой стали удовлетворяют следующим требованиям: σв=500-540 МПа; δ = 35-40% ; относительное сжатие 75-80%. Значение предела текучести и относительного сужения не указывается. Недостатком способа является незначительное повышение прочности.
Цель изобретения - повышение прочности при достаточной пластичности материала.
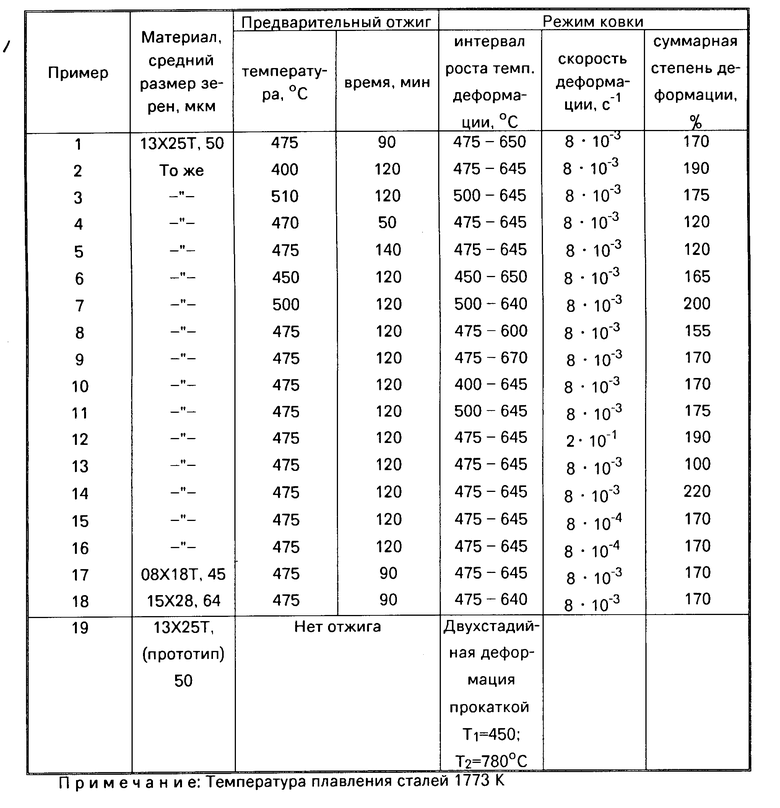
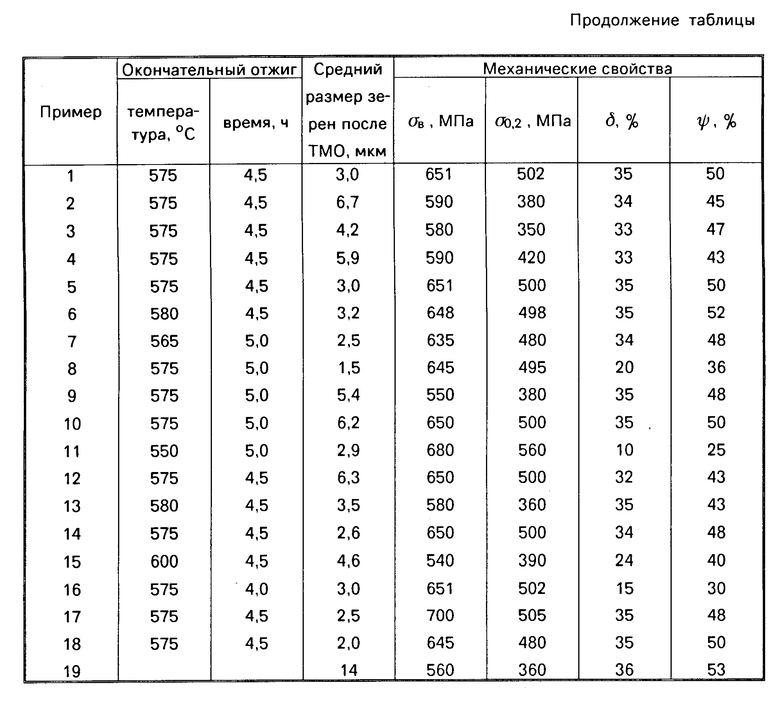
Предложенный способ ТМО сталей ферритного класса включает отжиг заготовки в интервале температур обратимой отпускной хрупкости 475оС в течение 1,5-2 ч; деформацию ковкой при повышении температуры деформации от 0,39-0,40 Тпл (450-500оС) до 0,51-0,52 Тпл (640-650оС), при этом суммарная деформация составляет 150-200% ; последующую термообработку при температуре 0,47-0,48 Тпл (565-580оС) и охлаждение в воду. В результате такой обработки структура практически полностью рекристаллизована, средний размер зерен d составляет 1-3 мкм. В качестве материала используют сталь 13Х25Т стандартного химического состава и другие ферритные стали с содержанием хрома 20-40%.
Деформацию можно производить на гидропрессах усилием 100-1600 т.с., позволяющих деформировать материал заданного объема на необходимую степень и снабженных изотермическим штамповым блоком. Для отжига можно использовать печи сопротивления KS=320/14, KS=400/10, KS=1300/60 и т.д.
Деформировать начинают в торец заготовки, далее деформация производится кантовкой по трем направлениям. Скорость деформации предпочтительнее выбирать в интервале 10-3-10-2 с-1.
Суммарная степень подсчитывается как сумма степеней деформации при каждой осадке, которые в свою очередь определяются как отношение расстояния между рабочими поверхностями бойков при их соприкосновении с заготовкой к величине обжатия.
Механические свойства были проверены по ГОСТ 1497-84: σв=600-650 МПа, σ0,2=450-500 МПа, δ =33-35%, Ψ =450-500%.
Способ осуществляли следующим образом: сталь 13Х25Т стандартного химического состава обрабатывали по режимам, указанным в примере.
П р и м е р 1. Заготовку размером 20 х х 20 х 40 мм с исходным размером зерен  = 50 мкм=50 мкм установили в пресс EU-100, снабженный бойками с плоской рабочей поверхностью и изотермическим штамповым блоком, подогретым до температуры 475оС ± 15оС и выдерживали 90 мин. После этого начали повышать температуру и одновременно деформировать в торец заготовки на конечную высоту 20 мм. Повышение температуры постоянно контролировали при помощи КСП. Далее деформировали с кантовкой на 90о. Завершили ковку при достижении температуры 640-650оС, конечные размеры заготовки 12 х 19 х 70 мм. Затем заготовку перенесли в печь KS=400/10 и при температуре 610 ± 5оС отжигали 4,5 ч.
= 50 мкм=50 мкм установили в пресс EU-100, снабженный бойками с плоской рабочей поверхностью и изотермическим штамповым блоком, подогретым до температуры 475оС ± 15оС и выдерживали 90 мин. После этого начали повышать температуру и одновременно деформировать в торец заготовки на конечную высоту 20 мм. Повышение температуры постоянно контролировали при помощи КСП. Далее деформировали с кантовкой на 90о. Завершили ковку при достижении температуры 640-650оС, конечные размеры заготовки 12 х 19 х 70 мм. Затем заготовку перенесли в печь KS=400/10 и при температуре 610 ± 5оС отжигали 4,5 ч.
По этой технологии были обработаны другие заготовки, из которых были сделаны образцы и проведены испытания, результаты которых приведены в таблице.
Аналогично примеру 1 были проведены обработки с изменением режимов, а также других сталей с разным содержанием хрома.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ СТАЛЕЙ | 2000 |
|
RU2181776C2 |
| Способ обработки сталей аустенитно-мартенситного класса | 1990 |
|
SU1735390A1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ ЗАЭВТЕКТОИДНЫХ γ+α СПЛАВОВ | 1999 |
|
RU2164263C2 |
| СПОСОБ ОБРАБОТКИ ЛИТЫХ ЗАЭВТЕКТОИДНЫХ СПЛАВОВ НА ОСНОВЕ АЛЮМИНИДОВ ТИТАНА γ-TiAl И α-TiAl | 2001 |
|
RU2203976C2 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 1991 |
|
RU2025240C1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК ИЗ ЗАЭВТЕКТОИДНЫХ γ+αСПЛАВОВ И СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ДЛЯ ОСУЩЕСТВЛЕНИЯ ПЕРВОГО СПОСОБА | 1999 |
|
RU2164180C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕС ДЛЯ ТРАНСПОРТНЫХ СРЕДСТВ | 1998 |
|
RU2153946C2 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ МЕТАЛЛОВ И СПЛАВОВ | 1998 |
|
RU2159162C2 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК, ПРЕИМУЩЕСТВЕННО КРУПНОГАБАРИТНЫХ, ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2001 |
|
RU2196189C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1999 |
|
RU2176943C2 |
Изобретение относится к металлургии и может быть использовано при изготовлении изделий, эксплуатирующихся в агрессивных, коррозионных средах при высоких нагрузках. Заготовку из стали ферритного класса отжигают в интервале температур обратимой отпускной хрупкости 475°С в течение 1,5 - 2 ч, деформацию ковкой при повышении температуры деформации от 450 - 500°С до 640 - 650°С, при этом суммарная деформация составляет 150 - 200%, последующую термообработку при температуре 565 - 580°С и охлаждение в воду. После такой обработки структура практически полностью рекристаллизована, средний размер зерен составляет 1 - 3 мкм. 1 табл.
СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛИ ФЕРРИТНОГО КЛАССА, включающий горячую деформацию, отжиг, отличающийся тем, что, с целью повышения прочности при достаточной пластичности материала, перед деформацией осуществляют нагрев заготовки до температуры отпускной хрупкости, деформируют ковкой при повышении температуры деформации от (0,39 - 0,48) Tпл до (0,5 - 0,52) Tпл с суммарной степенью деформации 150 - 200%, а отжиг ведут при (0,47 - 0,48) Tпл.
| Способ термомеханической обработки стали ферритного класса | 1981 |
|
SU996475A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
