Изобретение относится к методам и средствам изготовления изделий преимущественно с тонкой стенкой и максимальными узлами из благородных металлов и сплавов и может быть использовано в стоматологической практике и ювелирном производстве для центробежного литья в защитной атмосфере наиболее мелких сложно профильных отливок, например зубных протезов, с одновременным вакуумированием.
Целью изобретения является повышение качества литых изделий за счет улучшения заполняемости рабочей полости формы.
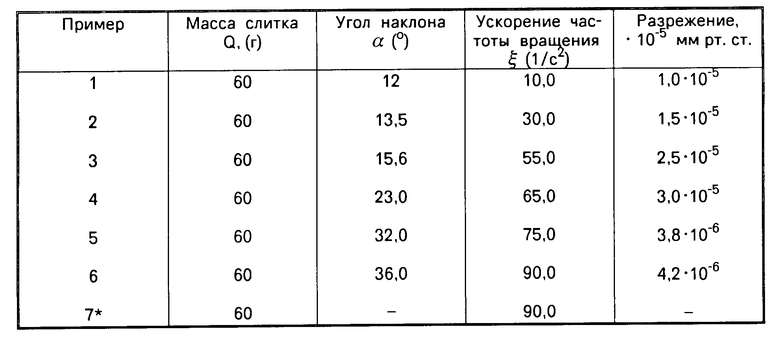
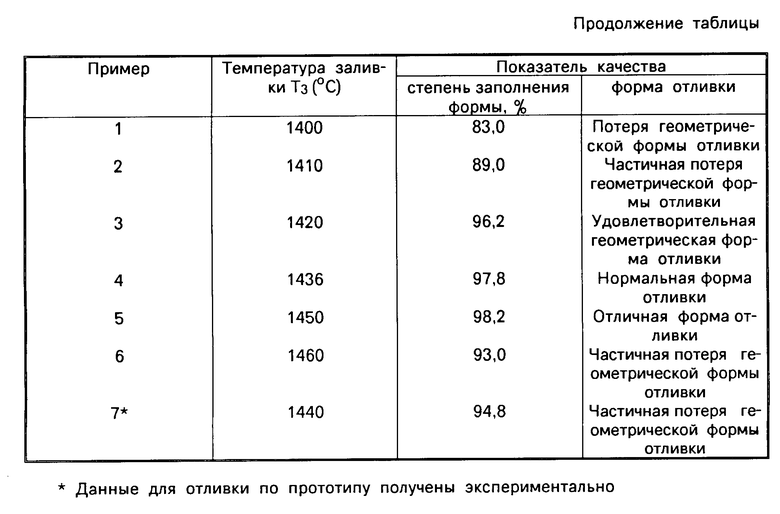
Предложенный способ центробежного литья реализован на примере отливки коронковых протезов из хромокобальтового сплава "Виталиум" химсостава, мас. % : Со - 62,5; Cr - 30,8; Мо - 5,1; Fe - 0,7; C - 0,4; Si - 0,3. Навеску сплава массой 60 г укладывали в тигель, помещая в закрытый объем, и поднимали в фиксированное положение "В индукторе", включали источник питания повышенной частоты и систему регулирования температуры расплава, наплавляя тигель расплавом при 1400оС в течение 2,5 с. Затем опускали тигель в фиксированное положение "В центробежной машине" и, наклонив ось приводного вала на угол 20о к вертикали, включали привод, вращая тигель с расплавом с ускорением частоты вращения 60 1/c2. Одновременно включали привод вращения формы и производили заливку формы расплавом, поступающим под действием центробежных сил по литниковому каналу к ярусам с моделями. Температуру заливки поддерживали с помощью системы регулирования в соответствии с технологией центробежного литья в интервале перегрева 1420-1450оС. Вакуумируя расплав в закрытом объеме с разрежением, заданным в пределах 2,5˙10-5 - 3,8˙10-6 мм рт.ст, обеспечивали удаление газов из полостей формы и дегазацию литого материала отливок. Данные параметров, полученные для изготовленных согласно предложенному способу серии отливок, приведены в таблице, из которых видно, что при выборе угла наклона в предложенных пределах 15,6-32,0о к вертикали и соответствующих ускорениях при разгоне 55,0-75,0 м/с2 степень заполняемости формы расплавом составляла 96,2-98,2% при полном сохранении геометрии и формы отливки, что значительно выше по сравнению с данными для отливки по прототипу - 94,8% при частичной потере геометрии и формы отливки, и удовлетворяет требованиям технологии литья стоматологических протезов.
Использование изобретения позволяет повысить качество литых изделий за счет улучшения заполняемости рабочей полости формы на 2,6-3,4% по сравнению с известным способом отливки зубных протезов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центробежного литья ювелирных изделий и устройство для его осуществления | 1990 |
|
SU1827321A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1991 |
|
RU2015828C1 |
| Способ литья стоматологических протезов | 1982 |
|
SU1122313A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК РАСЛИТ-ПРОЦЕССОМ | 1992 |
|
RU2015830C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕРАЗЪЕМНЫХ ЛИТЕЙНЫХ ФОРМ | 1994 |
|
RU2079388C1 |
| СИТАЛЛ ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ | 1998 |
|
RU2144814C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ МАГНИТНЫХ ФОРМ | 1994 |
|
RU2089330C1 |
| Способ получения отливок | 1980 |
|
SU910349A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ | 1991 |
|
RU2014948C1 |
| Технологическая проба для определения заполняемости сплавами узких полостей | 1987 |
|
SU1508133A1 |
Использование: в стоматологической практике и ювелирном производстве для центробежного литья в защитной атмосфере наиболее мелких сложнопрофильных отливок, например зубных протезов, с одновременным вакуумированием. Сущность изобретения: способ центробежного литья в защитной атмосфере преимущественно стоматологических протезов, включающий индукционную плавку металла с последующей заливкой расплава в рабочую полость формы путем вращения вокруг вертикальной оси, проходящей вне ее, и дополнительное вращение формы вокруг ее оси симметрии, расположенной под углом 15,6 - 32,0° к горизонтальной плоскости с ускорением 55,0-75,0 м/c2, при этом в процессе заливки расплав вакуумируют с величиной разрежения составляющей 2,5·10-5-3,8·10-6 мм рт.ст .
СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ В ЗАЩИТНОЙ АТМОСФЕРЕ ПРЕИМУЩЕСТВЕННО СТОМАТОЛОГИЧЕСКИХ ПРОТЕЗОВ, включающий индукционную плавку металла с последующей заливкой расплава в рабочую полость формы путем вращения вокруг вертикальной оси, проходящей вне ее, отличающийся тем, что, с целью повышения качества литых изделий за счет улучшения заполняемости рабочей полости формы, форму дополнительно вращают вокруг ее оси симметрии, расположенной под углом 15,5 - 32,0o к горизонтальной плоскости с ускорением 55,0 - 75,0 м/с2, а в процессе заливки расплав вакуумируют, при этом величина разрежения составляет 2,5 · 10-5 - 3,8 · 10-6 мм рт.ст.
| Устройство для индукционной плавки металла и последующего центробежного литья в защитной атмосфере | 1983 |
|
SU1419798A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
