Изобретение относится к литейному производству, а более конкретно, к литью под низким давлением.
Известен способ и устройство для литья при низком давлении [1], заключающийся в том, что давление нейтрального газа, служащего для опускания металла в инжекционной трубке после литья детали устанавливают выше нормального давления в камере печи. При этом разность между указанными величинами давления регулируют и поддерживают постоянной, обеспечивая различный расход нейтрального газа. Недостаток указанного способа и устройства для его осуществления заключается в том, что не обеспечивается плавное регулирование подачи металла в форму.
Наиболее близким по технической сущности и достигаемому эффекту к изобретению является система регулирования процесса заливки металла при литье под низким давлением [2], в которой для управления подачей сжатого газа при заполнении формы расплавом используются сигналы от термопар, вмонтированных в литейную форму в местах изменения поперечного сечения формы.
Существенным недостатком указанной системы является невозможность непрерывного управления потоком жидкого металла в процессе заполнения литейной формы из-за дискретности информации об уровне жидкого металла в металлопроводе и форме.
Целью изобретения является непрерывное регулирование движения уровня жидкого металла в металлопроводе и форме.
Указанная цель достигается тем, что подачу сжатого газа в герметизированный тигель с металлом регулируют пропорционально рассогласованию между заданной программой заливки и текущим значением уровня металла в металлопроводе и форме, вычисляемым по давлению в измерительной системе, состоящей из трубки Пито, помещенной в металлопроводе, манометра и арифметического устройства, по формуле
H =  P+
P+ 
 1-
1-  -P
-P , где Р - давление газа в трубке Пито, установленной в металлопроводе;
, где Р - давление газа в трубке Пито, установленной в металлопроводе;
Ра - давление окружающей атмосферы;
Н - текущее значение уровня металла в металлопроводе и форме (относительно нижнего среза трубки Пито);
γ- удельная масса металла;
V - объем системы измерения давления (трубка - воздуховод - манометр);
S - площадь поперечного сечения трубки Пито.
Сопоставительный анализ с прототипом показывает, что заявляемый способ отличается тем, что текущее значение уровня жидкого металла в металлопроводе и форме в процессе заливки формы определяют по вышеприведенной формуле и регулируют подачу сжатого газа в герметизированный тигель пропорционально рассогласованию между заданной программой заливки и текущим значением уровня металла в металлопроводе и форме. Таким образом, заявляемый способ соответствует критерию "новизна".
Сравнение заявляемого технического решения с известными показывает, что предлагаемый способ позволяет вести непрерывное регулирование движения уровня металла в металлопроводе и форме в зависимости от отклонения уровня металла в металлопроводе и форме от программы заполнения формы. Это позволяет сделать вывод о соответствии технического решения критерию "существенные отличия".
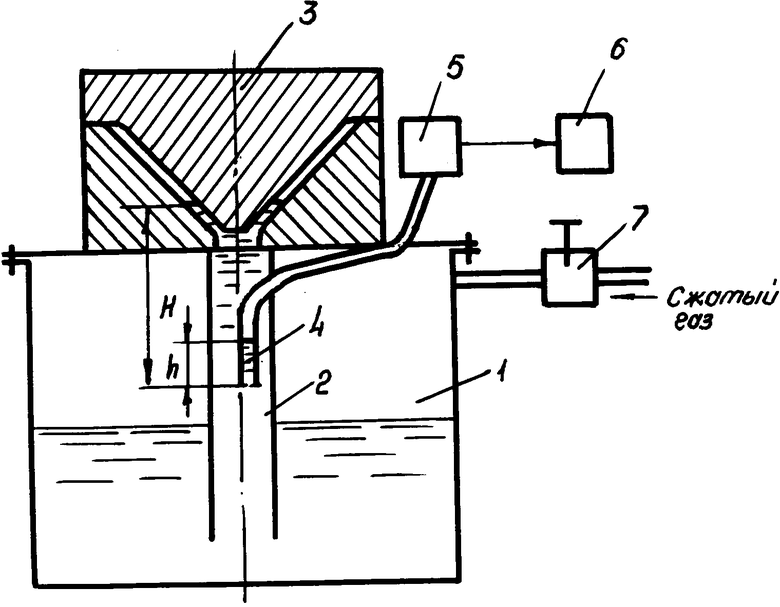
На чертеже показана схема для реализации способа.
В герметизированном тигле 1 с металлом расположен металлопровод 2, верхняя часть которого герметично связана с формой 3. В металлопровод введена трубка Пито 4, выходной конец которой связан с измерителем давления 5. Измеритель давления подключен к входу арифметического устройства 6. В герметизированный тигель через регулятор давления 7 введена магистраль подачи сжатого газа.
При подаче сжатого газа в тигель 1 металл по металлопроводу 2 поступает в форму 3. По мере поднятия уровня металла Н по металлопроводу 3 давление Р в трубке Пито 4, установленной в полости металлопровода, изменяется в зависимости от уровня металла Н над нижним срезом трубки Пито.
Эта зависимость может быть выражена в виде
γ H = Pи + γ h, (1) где Н - уровень металла в металлопроводе;
γ- удельная масса металла;
Ри - давление (избыточное) газа в трубке Пито;
h - уровень металла в трубке Пито над нижним ее срезом.
Величину h можно измерить различными способами, но можно и вычислить следующим образом. В соответствии с законом Бойля-Мариотта можно записать
PaV = PV1 (2) где Ра - давление начальное, равное атмосферному;
V - начальный объем системы измерения;
V1 = V-hS - объем системы измерения после поднятия уровня металла в металлопроводе;
S - площадь поперечного сечения трубки Пито;
Р - давление (абсолютное) газа в трубке Пито
Равенство (2) записываем в виде
PaV = P(V-hS),
откуда h = 
 1 -
1 -  (3)
(3)
Подставив значение h из равенства (3) в равенство (1) и учитывая, что Ри = Р - Ра, получаем зависимость
H =  P+
P+ 
 1-
1-  -P
-P (4)
(4)
При помощи уравнения (4) определяют текущее значение уровня металла Н, затем сравнивают его с заданной программой заливки, а подачу сжатого газа в герметизированный тигель регулируют с помощью регулятора давления пропорционально рассогласованию между заданной программой заливки и текущим значением металла в металлопроводе.
Внедрение предлагаемого способа управления процессом литья под низким давлением за счет непрерывного измерения и регулирования движения уровня металла в металлопроводе и форме позволяет повысить стабильность процесса литья под низким давлением и повысить на 30% выход годного литья.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1991 |
|
RU2015828C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК РАСЛИТ-ПРОЦЕССОМ | 1992 |
|
RU2015830C1 |
| МЕТАЛЛОПРОВОД ДЛЯ МАШИН ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ ЦВЕТНЫХ СПЛАВОВ | 1991 |
|
RU2024351C1 |
| УСТАНОВКА ДЛЯ ЗАЛИВКИ ФОРМ ПОД НИЗКИМ ДАВЛЕНИЕМ | 1968 |
|
SU213267A1 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА ИЛИ СПЛАВА | 1994 |
|
RU2078644C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1990 |
|
RU2044599C1 |
| Установка для литья под низким давлением | 1982 |
|
SU1130436A1 |
| Установка для литья расплавов под низким давлением преимущественно с противодавлением | 1974 |
|
SU482243A1 |
| Устройство для дозирования жидкого металла в машину литья под давлением | 1977 |
|
SU659284A1 |
| Устройство для литья под электромагнитным давлением | 1983 |
|
SU1118481A1 |
Способ относится к литейному производству, а именно к литью под низким давлением. Цель изобретения - непрерывное регулирование движения уровня жидкого металла в металлопроводе. Цель достигается тем, что определяют значение уровня металла в форме по давлению в металле при помощи трубки Пито, опущенной в металлопровод, а подачу сжатого газа в тигель регулируют пропорционально рассогласованию между программой заливки и текущим значением уровня металла в форме. 1 ил.
СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ, включающий подачу сжатого газа в тигель с металлом, отличающийся тем, что вводят в металлопровод, соединяющий тигель с формой, трубку Пито, соединенную трубопроводом с манометром, определяют текущее значение уровня металла в металлопроводе и форме по математическому выражению
H =  P+
P+ 
 1-
1-  -P
-P ,
,
где P - давление газа в трубке Пито, установленной в металлопроводе, м-1 · кг · с-2;
Pа - давление окружающей атмосферы, м-1 · кг · с-2;
H - текущее значение уровня металла в металлопроводе и форме относительно нижнего среза трубки Пито, м;
γ - удельный вес металла, м-2 · кг · с-2;
V - объем системы измерения давления (трубка + воздуховод + манометр), м3;
S - площадь поперечного сечения трубки Пито, м2,
а подачу сжатого газа в герметизированный тигель регулируют пропорционально рассогласованию между заданной программой заливки и текущим значением уровня металла в металлопроводе и форме.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
