Изобретение относится к литейному производству, в частности может быть использовано при производстве отливок из черных и цветных сплавов в разовых песчаных формах, уплотняемых прессованием.
Основной недостаток прессовых формовочных машин с жесткой плоской прессовой плитой - неравномерность уплотнения смеси по высоте опоки и в надмодельных и околомодельных областях.
Известно устройство, в котором в качестве прессового рабочего органа применяется гибкая диафрагма для повышения равномерности уплотнения смеси.
Недостатком устройства является низкая стойкость диафрагмы, которая обычно не превышает 60000 съемов.
Известно устройство, в котором в качестве прессового рабочего органа используется фасонная прессовая плита с выступами, противоположными впадинами модели, за счет которых повышается равномерность уплотнения, но получается неплоская конфигурация контрлада формы, из-за чего приходится применять срезание излишка смеси.
Целью изобретения является повышение равномерности уплотнения смеси в форме.
Указанная цель достигается тем, что прессовая плита снабжена устройством, состоящим из ротора с вертикальными лопастями, выполняющего профилирование смеси в наполнительной рамке непосредственно перед прессованием.
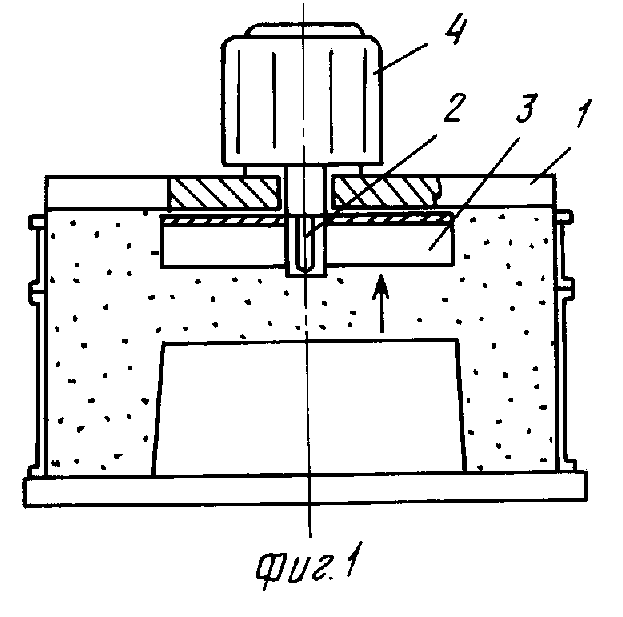
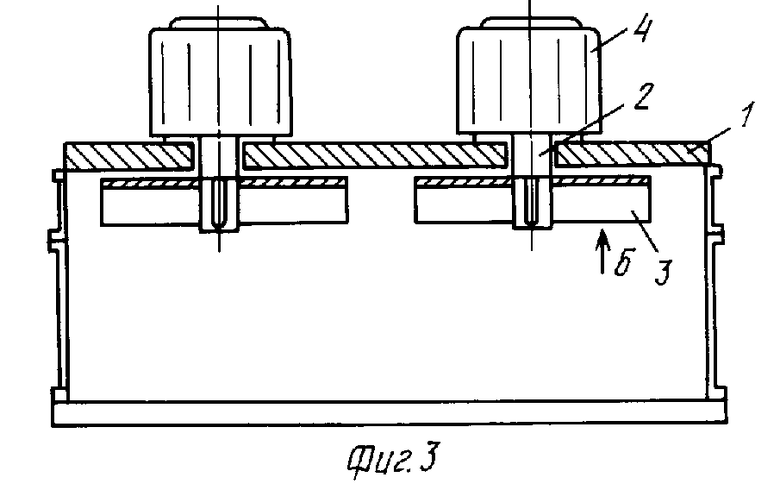
На фиг.1 показано заявляемое устройство; на фиг.2 - вид по стрелке А на фиг. 1; на фиг.3 - устройство, вариант; на фиг.4 - вид по стрелке Б на фиг. 3.
Устройство состоит из прессовой плиты 1, на которой смонтирован один или несколько роторов 2 с вертикальными лопастями 3, радиальными (фиг.2) или криволинейными (фиг.4). Роторы приводятся во вращение приводами 4, которые могут быть индивидуальными для каждого ротора или общими для всех роторов.
Число и расположение роторов и их размеры зависят от размеров и расположения моделей на плите.
Устройство действует следующим образом. После заполнения опоки смесью она сближается с прессовой плитой, таким образом, что вращающиеся роторы, внедряются в смесь, отбрасывая ее в радиальном направлении и создавая тем самым выемки в надмодельных областях формы, благодаря чему достигается эффект предварительного профилирования засыпки, позволяющий повысить равномерность уплотнения формы с моделью. Затем роторы останавливаются и производится прессованием формы, при этом лопасти ротора, будучи вертикальными, внедряются в смесь без существенного сопротивления, а при обратном ходе прессового механизма свободно выходят из нее.
Расчетом высоты лопастей роторов в зависимости от высоты моделей можно добиться равномерной плотности формы над моделью и около нее. Расчет ведется по известной методике для расчета профилирования смеси перед уплотнением формы прессованием.
Плотность и твердость по высоте изготовленных форм составляли соответственно 1,7 г/см3 и 89-90 ед. В форме не наблюдались переуплотнения смеси над моделью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ПРЕССОВАНИЕМ | 2002 |
|
RU2220811C1 |
| Способ изготовления литейных форм | 1980 |
|
SU899236A1 |
| Устройство для двухстороннего прессования литейных форм | 1978 |
|
SU789204A1 |
| СПОСОБ УПЛОТНЕНИЯ ЛИТЕЙНЫХ ФОРМ МНОГОПЛУНЖЕРНОЙ ПРЕССОВОЙ ГОЛОВКОЙ | 1994 |
|
RU2060855C1 |
| Способ изготовления литейных форм | 1980 |
|
SU910317A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Устройство для изготовления литейных форм | 1980 |
|
SU899234A1 |
| ФОРМОВОЧНЫЙ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАЗОВЫХ ПЕСЧАНЫХ ФОРМ | 1990 |
|
RU2014942C1 |
| Способ изготовления разовых литейных форм | 1982 |
|
SU1060299A1 |
| НАПОЛНИТЕЛЬНАЯ РАМКА ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ ПРЕССОВАНИЕМ | 1992 |
|
RU2015797C1 |


Использование: в литейном производстве, в частности при производстве отливок из черных и цветных сплавов в разовых песчаных формах, уплотняемых прессованием. Сущность изобретения: в предложенном устройстве для уплотнения смеси прессовая плита имеет роторы с вертикальными лопастями, выполняющими профилирование смеси в наполнительной рамке непосредственно перед прессованием. кроме того, лопасти имеют криволинейный или радиальный профиль. 1 з.п. ф-лы, 4 ил.
| Аксенов П.Н | |||
| Оборудование литейных цехов | |||
| М.: Машиностроение, 1977, с.49. |
