Изобретение относится к области металлургии, в частности к химико-термической обработке (х. т. о) деталей при печном нагреве с применением активных обмазок на цементуемую или нитрооксидируемую часть детали.
Обмазка может найти применение в машиностроении, инструментальной промышленности и приборостроении при х. т. о. мелкоразмерных деталей и инструмента, работающего при контактном и контактно-абразивном износе.
Цель - повышение технических возможностей, универсальности и качества химико-термической обработки. Предусматривается также снижение стоимости и трудоемкости обработки.
Известен состав обмазки для цементации, содержащий графит, углекислый барий и специальную эмаль.
Недостатки состава - в повышенной стоимости, неуниверсальности и повышенной окисляемости применительно к легированным сталям и титановым сплавам, нестабильность свойств формирующихся диффузионных слоев.
Известен другой состав для нитрооксидирования и альфирования, содержащий карбамид (мочевину) и перлит природный вулканический.
Недостатками состава являются ограниченность применения и возможность обработки преимущественно плоских деталей и деталей в засыпке, невозможность зонной обработки, в том числе концевых деталей из легированных сталей.
Наиболее близким к предлагаемому является состав водной пасты, наносимый на поверхность цементуемых деталей в способе упрочнения, содержащий карбоксиметилцеллюлозу и мочевину.
Недостатки состава в неудовлетворительной укрывистости поверхности, слабой и нестабильной адгезии к поверхности, высокой окисляющей способности и нетехнологичности применительно к деталям сложной конфигурации и, как следствие, низких свойствах поверхностного слоя.
Сущность предложенного технического решения в создании за счет выбора компонентов и их количества в обмазке оптимальных условий для диффузионного насыщения поверхностей обрабатываемых деталей при вакуумном и контейнерном нагреве в окислительных печах углеродом и азотом, одновременное введение компонентов - депассиваторов поверхности и активаторов диффузии.
Карбоксиметилцеллюлоза Na-КМЦ марок 75/200, 85/200 по ОСТ 6-05-386-80 является клеящим веществом, растворимым в воде и в синтетических клеях, одновременно она является поставщиком натрия-ускорителя скорости диффузии углерода в легированных высокохромистых сталях, а также поставщиком атомарно активного углерода.
Мочевина СР4ON2 по ГОСТ 6691-74 имеет лучшее соотношение углерода и азота, хорошо растворяется в воде и клеящих синтетических композициях, не вызывает граничной коррозии на границе сталь-воздух при зонном нанесении пасты на детали.
Графит чешуйчатый марки П ГОСТ 8295-83 снижает адгезию к поверхности деталей при высоких температурах, облегчает очистку деталей после химико-термической обработки, улучшает поступление газовой атмосферы с атомарными диффундирующими элементами к поверхности.
Клей синтетический по ТУ 546-84 является универсальным водорастворимым связующим, позволяет вариировать вязкость, жидкотекучесть, укрывистость и время высыхания в широких пределах, обеспечивает улучшение технологичности и совместим с другими вяжущими компонентами в различных сочетаниях.
Расширяют технические возможности обмазки остальные вводимые компоненты, изменяя соотношение углерода, азота в активной приповерхностной зоне, обеспечивая проведение комплексного насыщения поверхности деталей несколькими элементами.
Практически составы испытаны и примены при обработке инструмента - борфрез из стали ХВ4Ф, фильер из сплава ВТ-14, пуансонов из стали 95Х18.
Термическую обработку проводили в печах СШОЛ-ВНЦ, СНОЛ-1,6. 2,5, 1 с вакуумными ретортами и в печах СНВЛ-0,8 0,5/11М2 в мелкоразмерных контейнерах.
П р и м е р. Борфрезы для обработки янтарных ювелирных изделий диаметром 2,5-3 мм, длиной 50 мм закаливали с одновременной нитроцементацией в обмазке предложенного состава в процессе нагрева до 840оС.
На рабочую часть борфрез наносили обмазку, содержащую карбоксиметилцеллюлозу 12 мас.%, мочевину 10 мас.%, графит 35 мас.%, клей синтетический 43 мас. % и после сушки проводили вакуумный нагрев в печи СНВЛ-0,8 0,5/11М2 в течение 0,5 ч, затем охлаждали в масле.
После отпуска при 180оС в течение 2,5 ч микротвердость рабочих кромок была Н0,49 = 903-911 или на 50-70 единиц выше, чем в известном способе, как следствие повысилась износостойкость в 2 раза при обработке керамических изделий.
После обработки поверхность деталей имела ровный темно-серый цвет, не наблюдалось следов прилипания и пригара обмазки к рабочим поверхностям. Состав отходящих в вакуум-вывод газов не превышал ПДК по всем контролируемым компонентам - СО, СО2, СОН4, не наблюдалось выделения смолистых соединений.
П р и м е р. Фильеры калибровки капиллярных трубок изготовляли из сплава ВТ-14 и обрабатывали при температуре 880оС в процессе нагрева для закалки в обмазке предложенного состава.
Наносили методом налива обмазку, содержащую 5 мас.% карбоксиметилцеллюлозы, 3 мас.% мочевины, 50 мас.;% графита и 42 мас.% клея синтетического, и после сушки выдерживали в печи СНВЛ-0,8 0,5/11М2 в течение 2 ч, охлаждение вели в водном растворе карбоксиметилцеллюлозы, а отпуск при 520оС в течение 4 ч с охлаждением на воздухе.
В результате обработки на рабочей поверхности фильер был сформирован износостойкий диффузионный карбонитрооксидный слой толщиной 180 мкм, микротвердостью Н0,49 = 689-690, при этом не наблюдалось образования пленки отслаивающихся окислов титана, характерных для обработки в известном способе.
При сокращении трудоемкости и времени обработки в 1,4 раза удалось повысить качество и износостойкость фильер при калибровании капилляров из стали 09Х18Н10Т в 2,2 раза.
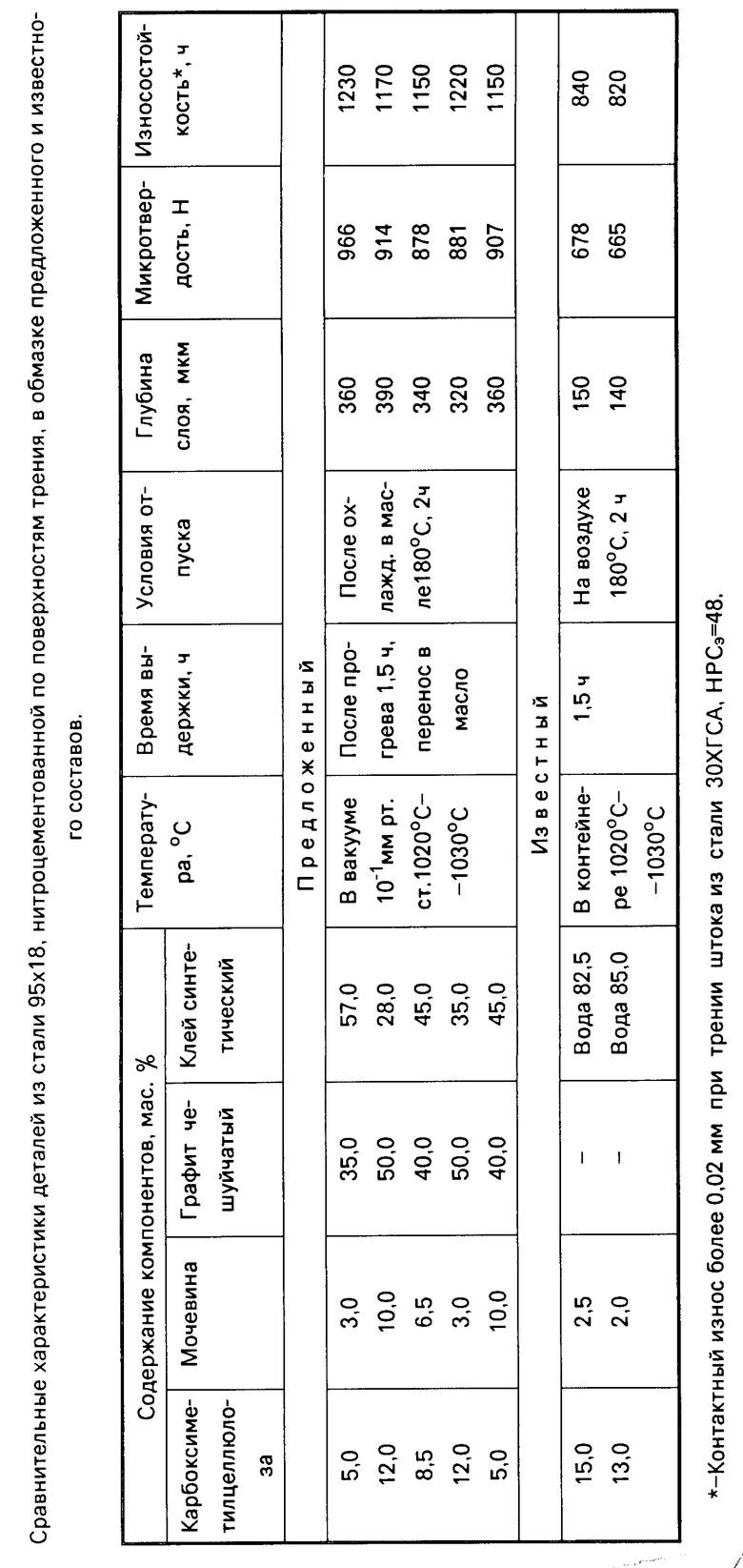
В таблице приведены сравнительные характеристики обмазки предложенного и известного составов при проведении нитроцементации в процессе нагрева для закалки деталей малого размера из высокохромистой стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА ИЗ НИЗКОУГЛЕРОДИСТЫХ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 1992 |
|
RU2041286C1 |
| Состав для нитрооксидирования и альфирования | 1989 |
|
SU1664872A1 |
| СОСТАВ ДЛЯ ГАЗОВОЙ НИТРОЦЕМЕНТАЦИИ И НИТРООКСИДИРОВАНИЯ | 1993 |
|
RU2097443C1 |
| СПОСОБ ВАКУУМНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕЛКОРАЗМЕРНОГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1993 |
|
RU2093588C1 |
| СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1992 |
|
RU2041280C1 |
| ПЕРЕНОСНАЯ ВАКУУМНАЯ ПЕЧЬ ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕЛКОРАЗМЕРНОГО ИНСТРУМЕНТА И КОНСТРУКЦИОННЫХ ДЕТАЛЕЙ | 1992 |
|
RU2006773C1 |
| СПОСОБ ОБРАБОТКИ МЕЛКОРАЗМЕРНОГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ И ТЕПЛОСТОЙКИХ ВЫСОКОХРОМИСТЫХ СТАЛЕЙ | 1992 |
|
RU2029793C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ ФАСОННОГО ИНСТРУМЕНТА, ПРЕИМУЩЕСТВЕННО ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЯНТАРЯ | 1998 |
|
RU2162780C2 |
| СПОСОБ ЦЕМЕНТАЦИИ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ И ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 2020 |
|
RU2728333C1 |
| Способ упрочнения деталей из инструментальных и конструкционных сталей в цементуемой среде | 2021 |
|
RU2757021C1 |
Состав обмазки для цементации и нитрооксидирования деталей из легированных сталей и титановых сплавов содержит, мас.%: карбоксиметилцеллюлоза 5-12; мочевина 3-10; графит 35-50; клей синтетический - остальное. Состав может дополнительно содержать декстрин желтый золностью до 0,6%, карбид бора в количестве 1,5-1,8 мас.%. В качестве клея синтетического может быть взят клей карбонильный, клей нитроцеллюлозный или клей синтетический бумажный, которые вводят в обмазку непосредственно перед нанесением ее на детали. Графит можно вводить в состав в виде смеси чешуйчатого и порошкового, взятых в равном количестве. Состав обеспечивает повышение износостойкости обработанных изделий, ускоряет процесс насыщения. 7 з.п. ф-лы, 1 табл.
Карбоксиметилцеллюлоза 5 - 12
Мочевина 3 - 10
Графит 35 - 50
Клей синтетический Остальное
2. Состав по п.1, отличающийся тем, что дополнительно содержит декстрин желтый зольностью до 0,6%.
| Способ упрочнения стальных деталей | 1983 |
|
SU1164290A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
