Изобретение относится к черной металлургии и может быть использовано в сталеплавильном производстве при отливке стальных слитков в вакуум-камерах.
Известен способ получения стальных слитков в вакууме, включающий разливку стали в изложницу, установленную в герметичной вакуум-камере через разреженное пространство вакуум-камеры. При входе в разреженное пространство струя стали разделяется на капли. Достигаемое при этом увеличение поверхности дегазации и сокращение пути диффузии обеспечивают повышение качества металла [1].
Недостатком данного способа является незначительная продолжительность дегазации стали, происходящей лишь в струе. Дегазация стали в изложнице ограничена малой площадью зеркала металла и незначительным количеством газовых зародышей, вносимых падающей струей во внутренние объемы залитого в изложницу металла.
Известен способ получения стальных слитков в вакууме, включающий перелив жидкого металла из ковша в ковш или изложницу, установленных в вакуумной камере. По этому способу истечение струи через разливочный стакан в вакуумную камеру проводят в кавитационном режиме путем создания в жидкой стали на входе в разливочный стакан давления 2-6 атм и подъема стопора на высоту 1-15 диаметров отверстия стакана ковша [2].
Недостатком данного способа является незначительная продолжительность дегазации стали, происходящей лишь в струе. Кавитационный режим несколько интенсифицирует дисперсность распада поступающей в вакуум-камеру струи, что повышает качество металла в связи с более полным удалением растворенных в расплаве газов. Однако, образующиеся при распаде струи капли попадают на стенки изложницы, что ухудшает качество поверхности слитка.
Наиболее близким по технической сущности к изобретению является способ повышения рафинирования и дегазации при разливке стали в вакууме с дегазацией струи металлического расплава, при котором разливку производят через промежуточный ковш в изложницу, которую помещают в вакуумную камеру. При прохождении расплавленной стали через разливочный стакан промежуточного ковша в струю через пористый огнеупор, вдувается аргон, разбивающий расплав на капли, что повышает эффективную реакционную поверхность [3].
Недостатками известного технического решения являются.
1. Реализация подвода аргона в истекающую струю металла через пористый огнеупор канала разливочного стакана не позволяет ввод в струю достаточного количества зародышей газовых пузырьков вследствие низкой газопроницаемости пористого огнеупора. В связи с этим дегазация металла происходит лишь во время свободного падения раздробленной струи расплава; в объеме залитого в изложницу металла вносится незначительное количество газовых зародышей; интенсификации процесса дегазации через зеркало металла в изложнице не происходит; качество конечной металлопродукции не повышается вследствие повышенного содержания растворенных в металле газов.
Распад истекающей в вакуум-камеру струи расплава с большим углом раскрытия факела мелкодисперсных капель металла приводит к значительной запороченности стенок изложницы пленами и, как следствие, снижению качества поверхности слитка.
Целью изобретения является повышение качества поверхности слитка и конечной металлопродукции.
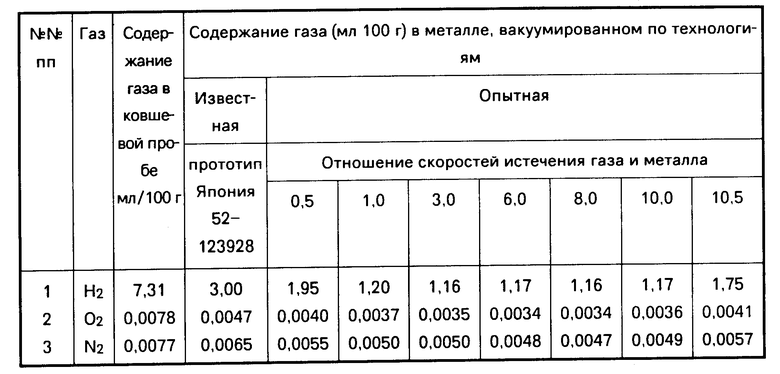
Указанная цель достигается тем, что при известном способе получения слитка включающем вакуумирование металла в струе с одновременной разливкой в том же вакуумном агрегате, подачу газа в вакуумный агрегат с одновременным удалением продуктов взаимодействия газа с металлом, вакуумирование металла в струе и разливку осуществляют с одновременной подачей кольцевой струи газа по поверхности струи металла в направлении ее движения, при этом отношение скоростей истечения струи газа и жидкого металла составляет 1,0-10,0.
Повышение качества поверхности слитка достигается за счет того, что подача кольцевой струи газа по поверхности струи металла в направлении ее движения исключает распад истекающей в вакуум-камеру струи расплава с большим углом раскрытия факела мелкодисперсных капель металла и, как следствие, запороченность стенок изложницы пленами. Повышение качества конечной металлопродукции достигается за счет того, что увеличивается количество газовых зародышей инжектируемых струей в объемы залитого в изложницу металла. Дегазация металла происходит как во время свободного падения струи, так и значительно интенсифицируется процесс дегазации через зеркало металла в изложнице.
Уменьшение отношения скоростей истечения струй газа и жидкого металла менее 1,0 незначительно интенсифицирует процесс дегазации через зеркало металла в изложнице в связи с снижением количества инжектируемых газовых зародышей.
Увеличение отношения скоростей истечения струй газа и жидкого металла более 10,0 снижает эффективность процесса дегазации металла в период свободного падения струи в связи с тем, что в этом случае распадается не на мелкодисперсные капли, а крупные фрагменты жидкого металла, что снижает эффективную реакционную поверхность.
Содержание газов в металле при струйном вакуумировании по известному и предлагаемому способам нераскисленной стали марки 38Х2НМА в слитки массой 39,5 т представлено в таблице.
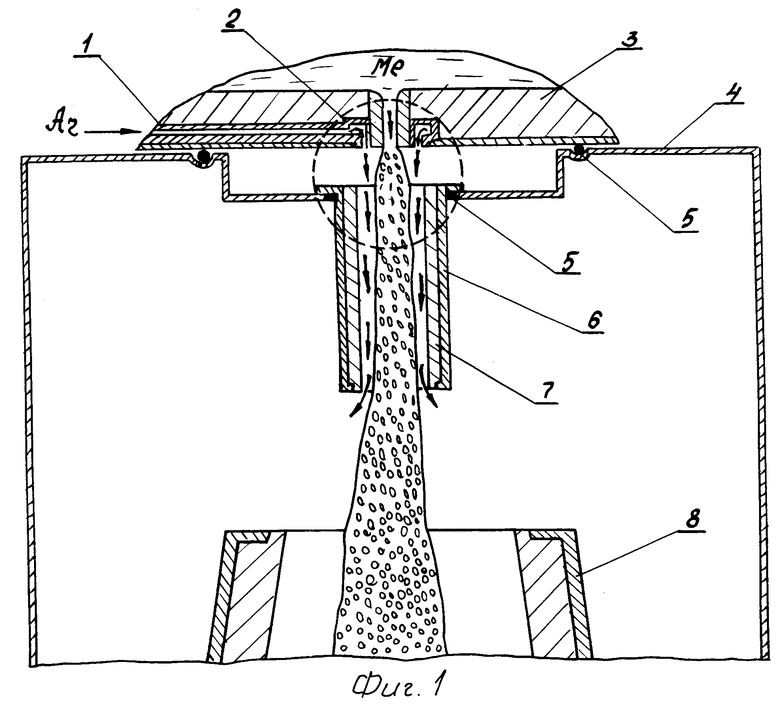
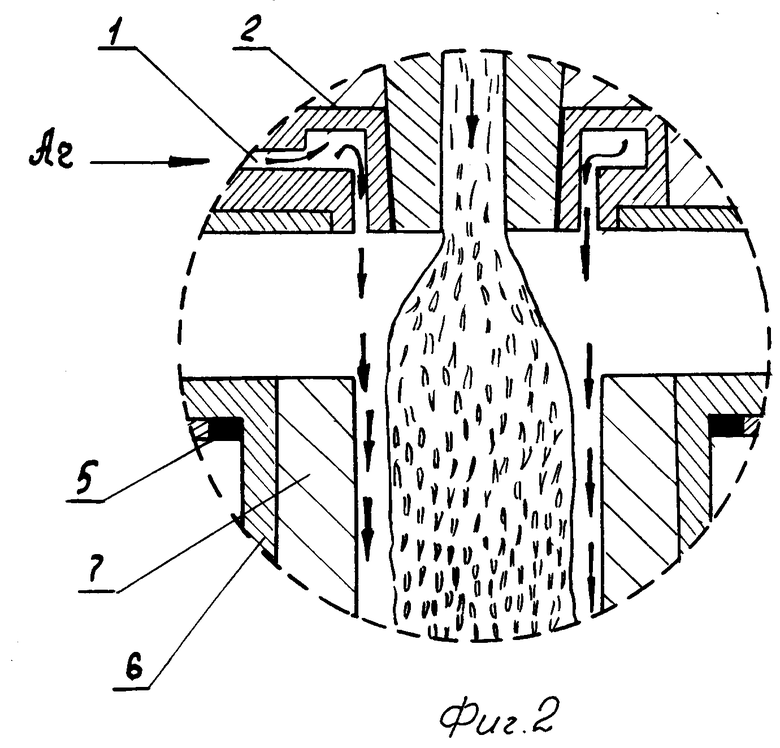
На фиг.1 и 2 показано устройство, реализующее предлагаемый способ.
Устройство включает канал подвода аргона, направляющий коллектор 2, промежуточную емкость 3, вакуумную камеру 4 с герметизирующими элементами 5, ограничитель 6 струи с огнеупорной футеровкой 7, изложницу 8.
Разливка металла при данном способе получения слитка осуществляется следующим образом.
Подготовленную изложницу 8 устанавливают в вакуумную камеру 4. После закрытия вакуумной камеры крышкой устанавливают промежуточную емкость 3, изолируя объем вакуумной камеры от атмосферы герметизирующими элементами 5. В камере создают разрежение до начала перелива. Одновременно с поступлением первых порций металла из промежуточной емкости 3 по каналу разливочного стакана в вакуум-камеру 4 на поверхность струи металла подают по каналу 1 и коллектору 2 кольцевую струю аргона. Процесс удаления продуктов взаимодействия газа с металлом проводят до окончания наполнения тела слитка.
Предварительный технико-экономический анализ показывает, что реализация предлагаемого способа получения слитка в вакууме позволит по сравнению с прототипом повысить качество слитка и увеличить выход годного за счет снижения на 35-40% брака по горячим поверхностным трещинам; на 10-15% по дефектам макроструктуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ СТРУИ МЕТАЛЛА ПРИ РАЗЛИВКЕ | 1992 |
|
RU2065796C1 |
| Способ управления процессом дегазации жидкой стали в струе | 1984 |
|
SU1154344A1 |
| СПОСОБ ДЕГАЗАЦИИ СТАЛИ | 2009 |
|
RU2406768C1 |
| Способ управления дегазацией жидкой стали | 1983 |
|
SU1122710A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЖИДКОГО МЕТАЛЛА | 1991 |
|
RU2026365C1 |
| ГИБКАЯ СИСТЕМА ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ С МИНИМАЛЬНЫМ ПОТРЕБЛЕНИЕМ ЭНЕРГИИ И СПОСОБЫ ПОЛУЧЕНИЯ СТАЛЬНЫХ ПРОДУКТОВ | 2012 |
|
RU2530578C2 |
| Способ вакуумной обработки стали в струе | 1978 |
|
SU779410A1 |
| Способ контроля расхода жидкого расплава | 1979 |
|
SU1115850A1 |
| Способ обработки струи металла при разливке | 1990 |
|
SU1764780A1 |
| Промежуточная емкость | 1983 |
|
SU1196115A1 |
Изобретение может быть использовано в сталеплавильном производстве при отливке стальных слитков в вакуум-камерах. Сущность: при вакуумировании металла в струе с одновременной разливкой в том же вакуумном агрегате вакуумирование металла и разливку осуществляют с одновременной подачей кольцевой струи газа по поверхности струи металла в направлении ее движения, при этом отношение скоростей истечения струй газа и жидкого металла составляет 1,0 10,0. 2 ил., 1 табл.
СПОСОБ ПОЛУЧЕНИЯ СЛИТКА, включающий вакуумирование металла в струе с одновременной разливкой в том же вакуумном агрегате, подачу газа в вакуумный агрегат с одновременным удалением продуктов взаимодействия газа с металлом, отличающийся тем, что, с целью повышения качества слитка, вакуумирование металла и разливку осуществляют с одновременной подачей кольцевой струи газа по поверхности струи металла в направлении ее движения, при этом отношение скоростей истечения струй газа к скорости жидкого металла составляет 1,0-10,0.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
