1
Изобретение относится к металлургии и может быть использованоi в частности, при разливке металла в формы через промежуточную проточную емкость.
Известен способ автоматического контроля ра-хода жидкого металла, основанный на измерении длительности заливки металла или расхода металла из ковша, когда сигнал управления формируют по отклонению фактического времени заливки от заданного и используют при заливке следующей изложницы Clll.
Известен способ контроля расхода жидкого металла, когда расход оценивают по уровню металла, протекающего в сливном желобе, а дозу вычисляют интегрированием сигнала, зависящего от уровня, по времени
Недостатком этих способов является отсутствие возможности оценки размыва или зарастания огнеупорного материала разливочного стакана и желоба, которые влияют на -расход жидкого металла в процессе заливки изложницы.
Известен также способ контроля расхода металла, поступающего в форму через промежуточную емкость, при котором в процессе заливки непрерывно измеряют уровень металла в промежуточной емкости, интегрируют зависимый от зтого уровня сигнал и по значению интеграла определяют величину дозы металла. Этот спбсоб основан на известных соотношениях между уровнем металла в промежуточной емкости, его расходом и объемом слитого из емкости металла. В процессе дозирования измеряют сигнал, пропорциональный уровню металла в сливной камере емкости, вычисляют в электрическом масштабе объемньй расход металла из емкости и затем, интегрируя напряжение, получают электрический аналог объема металла, слитого в изложницу.
По текущему значению выходного сиг))ала интегратора, судят об объеме металла, поступившего в изложницу, учитывая коэффициент соотношения этих величин К .3.
Однако в случае размыва огнеупорного материала разливочного стакана или намерзания металла на наружной кромке стакана изменяется величина
15850 , 2
К у, т.е, нарушается принятое при настройке системы управления соответствие между приращением объема металла в изложнице и приращением 5 сигнала на выходе интегратора. Возникающая по этой причине ошибка дозирования возрастает по мере того, как геометрические параметры сливного отверстия все больше отк0 лоняются от расчетных значений, а также с увеличением времени разливки (например, при переходе к слиткам большего развеса). Так, при разливке 23-тонных слитков с
tS увеличением проходного сечения разливочного стакана на 5% теряется около .ОДНОЙ тонны Ж1-ОДКОЙ стали и возникает аварийная ситуация. При уменьшении площади отверстия стака20 на на 5% около одной тонны стали
будет не долито в изложницу и ели- . ток окфкется негодным.
Целью- изобретения является повьшение точности дозирования расп25 лава в форму через промежуточную проточную емкость.
Поставленная цель достигается тем, .что согласно способу, включающему заливку расплава в формы через про30 межуточную емкость, интегрирование сигнала, зависимого от уровня слива расплава из емкости, на конечном этапе заполнения каждой формы в процессе слива расплава, оставj,j шегрся в промежуточной проточной емкости, состоящей из приемной и сливной камер, которые сообщаются между собой, после прекращения подачи расплава из ковшаj измеряют
40 скорость снижения-уровня расплава dH/dt в приемной камере емкости, уровень расплава h и скорость его изменения dh/dt в сливной камере емкости, определяют и фиксируют .
45 следующее соотношение измеренньсс параметров
1- . ЙН d-h
х.
-nTl,s,c3t dtr
где S и S, площади зеркала расплава, соответственно в сливной и приемной камерах промежуточной емкости,
и при заполнении очередной формы интегрируемый сигнал формируют прямо пропорциональным полученному соот31
ношению зе параметров процесса слива.
В основу способа контроля раскола жидкого расплава (рассматриваемого в данном случае применительно к разливке металла через промежуточную проточную емкость, разделенную с.целью стабилизации струи металла в изложницу на две камеры) положены следующие связи между параметрами процесса разливки. Б соответствии с законом сохранения массы изменение уровня металла в сливной камере промежуточной емкости можно описать уравнением
--- (1)
S - площадь зеркала металла в
сливной камере; h - уровень металла в сливной
камере; GI - объемный приток металла в
сливную камеру, q - объемный расход металла в
изложницу.
После прекращения подачи металла }х.овша величину Q можно определить скорости снижения уровня металН в приемной, камере
JH di
(2)
а Z5.
где $2 - площадь зеркала металла .
в приемной камере емкости. Из выражений (1) и (2) следует, что эффективная поперечная площадь проходного отверстия разливочного стакана f равна
1.L с (3)
-,гг dt 1 dt/
If2 Ifh
dH 3h
3i c3t
где g - ускорение силы тяжести.
Таким образом, соотношение параметров h, dh/dt и dH/dt, выраженное уравнением (3) и измеренное в процессе слива металла из емкости, позволяет определить эффективное прохождение сечения разливочного стакана. Во время слива металла параметры h, dh/dt и dH/dt непрерывно изменяются, однако их соотношение
сЗН Ъ
(4)
fh Vs. dit /
5850
остается постояннвгм при неизменном проходном сечении f разливочного стакана.
В соответствии с изложенным при
5 данном способе контроля расхода жидкого расплава выполняют следующее.
На конечном этапе заполнения каждой формы в процессе слива расплава, оставшегося в промежуточной емкости
0 после прекращения подачи расплава из ковша, измеряют скорость снижения уровня расплава в приемной камере емкости, уровень расплава и скорость его изменения в сливной камере.
5 Определяют и фиксируют соотношение измеренных параметров, пропорциональное проходному сечению разливочного стакана.
При заливке следующей формы сигнал,
0 зависимый от уровня слива расплава из емкости, формируют прямо пропорциональным полученному соотношению параметров процесса слива.
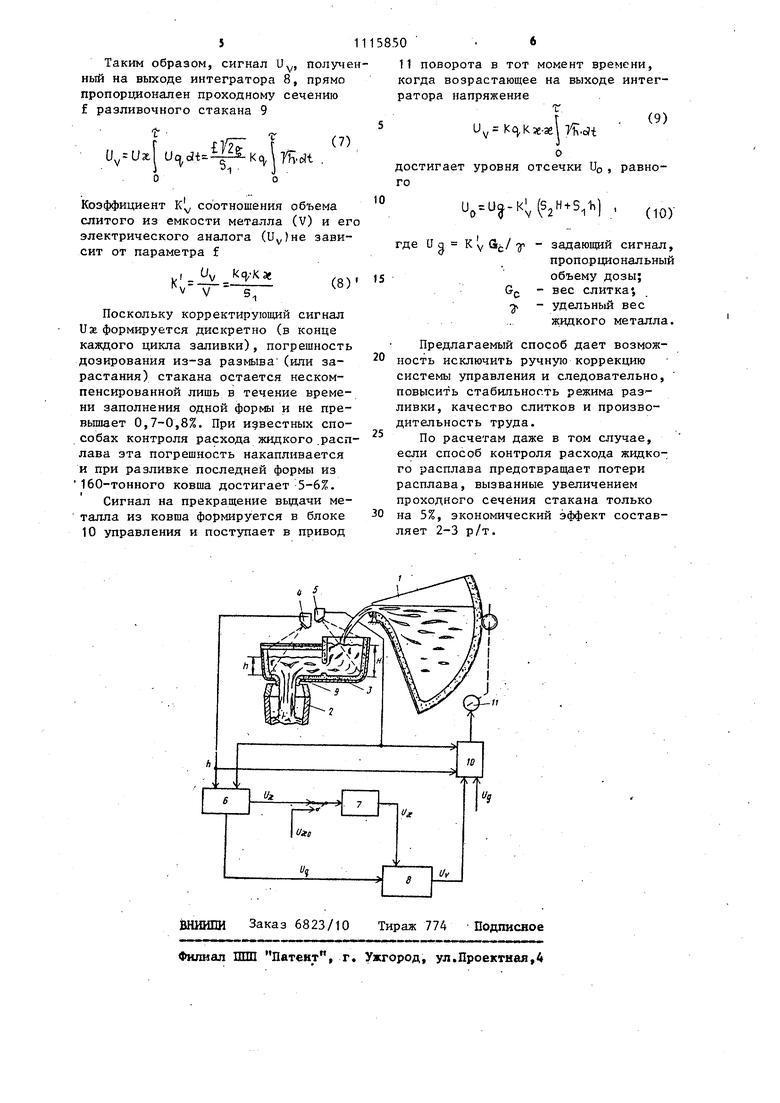
На чертеже представлена схема
5 реализации предлагаемого способа. Из поворотного ковша 1 расплав заливают в форму 2 через промежуточную проточную двухкамерную емкость 3. Датчиками 4 и 5 измеряют уровни
0 расплава в камерах емкости и с помо- щью вычислительного устройства 6 формируют:
сигнал, пропорциональный приведенному напору слива- расплава в форму
Uc KqVh ;(5)
сигнал, пропорциональный указанному выражением (4) соотношению измеренных параметров
ji
сЗН dh
-1
(6)
иге КэеfhVS t 3i
Ha завершающем этапе заполнения каждой формы, а именно в процессе слива расплава, оставшегося в промежуточной проточной емкости после прекращения подачи расплава из ковша, в запоминающем устройстве 7 фиксируют величину сигнала U :& , поскольку на этом отрззке рабочего цикла он пропорционален проходному сечению f разливочного стакана.
При заливке следующей форны подлежащий интегрированию сигнал Jq,yMножением на величину Uy. приводят к прямо пропорциональной зависимости от зафиксированного соотношения эг параметров процесса слива.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разливки стали в изложницу | 1983 |
|
SU1125101A1 |
| Способ разливки стали и устройство для его осуществления | 1982 |
|
SU1034835A1 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА СВЕРХУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023528C1 |
| Огнеупорный разливочный стакан | 1984 |
|
SU1186385A1 |
| Устройство для заливки стали в изложницу | 1984 |
|
SU1225685A1 |
| Устройство для разливки металла | 1984 |
|
SU1255268A1 |
| Способ управления дегазацией жидкой стали в струе | 1988 |
|
SU1557175A1 |
| Промежуточная емкость | 1983 |
|
SU1196115A1 |
| Устройство для разливки металла из ковша в слитки | 1990 |
|
SU1765180A1 |
| Способ заливки крупногабаритных форм "Каскад | 1978 |
|
SU777982A1 |
СПОСОБ КОНТРОЛЯ РАСХОДА ЖИДКОГО РАСПЛАВА, включающий заливку расплава в формы через промежуточную емкость, интегрирование сигнала, зависимого от уровня слива расплава из емкости, о т л ичающийся тем, что, с целью повй1иения точности, дозирования расплава, на конечном этапе заполнения каждой формы в процессе слива расплава, оставшегося в промежуточной проточной емкости, состоящей из приемной и сливной камер, которые сообщаются между собой, после прекращения подачи расплава из ковша, измеряют скорость снижения уровня расплава dH/dt в приемной камере емкости, уровень расплава Ь и скорость его изменения dh/dt в сливной камере емкости, определяют и фиксируют следующее соотнощение измеренных параметров: - dH .dV dt -«-J- 3(Ж -riT s. U dtl TiT где 5 и 52 площади зеркала расплава соответственно в сл сливной и приемной камерах промежуточной емкости, и при заполнении очередной формы интегрируемый сигнал формируют прямо пропорциональным полученному соотношению аг параметров- процесса слива. ел оо ел
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент СШ № 3396870, кл | |||
| Камневыбирательная машина | 1921 |
|
SU222A1 |
| Приспособление для контроля движения | 1921 |
|
SU1968A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для высева семян свеклы, подсолнечника и кукурузы квадратно-гнездовым способом | 1955 |
|
SU103581A1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
