«
Изобретение относится к магнитной дефектоскопии и может быть исполь-, зовано при контроле качества сварных соеднненпй изделий из ферромагнитных матерналрв, выполненных контактной оваркой.
Цель изобретения - повышение достоверности при контроле соединений, выполненных контактной сваркой за счет исключения магнитной предыстории изделия и использования линейной и квадратичной областей кривой намах-чшчииания jB которых выявлено . наибольшее различие между характе- ристика П1 качественного сое,п,инения и соединения с дефектами типа cnil- , пание.
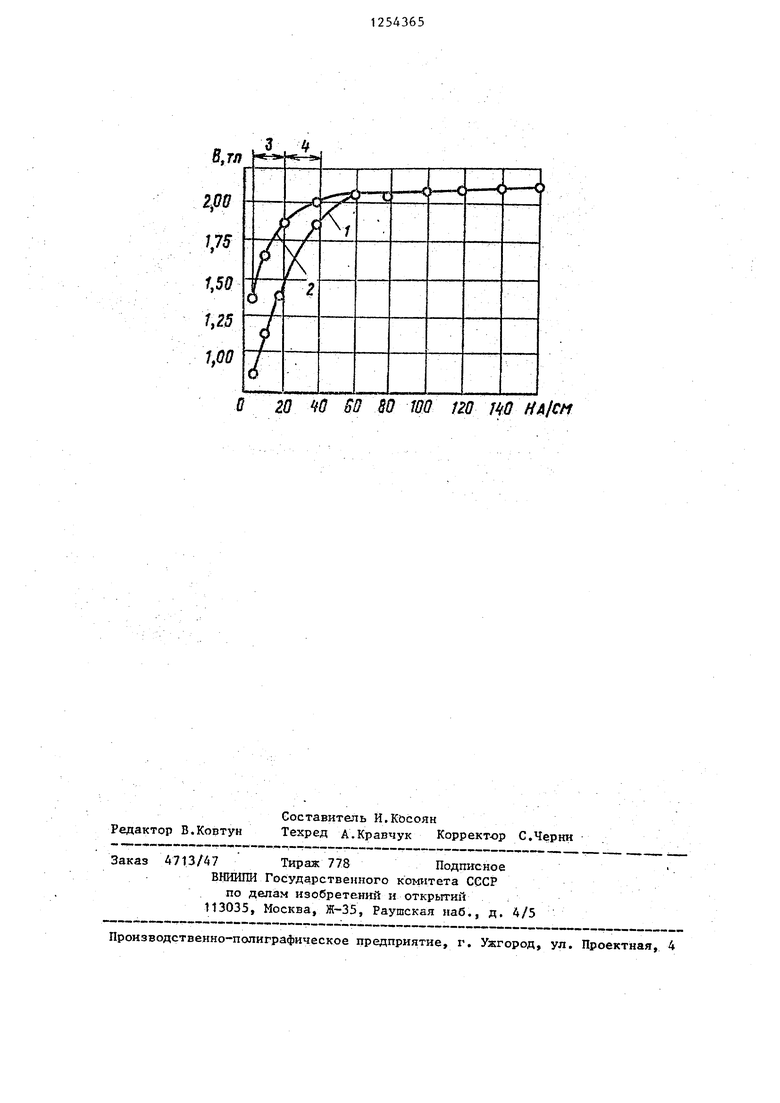
Па чертеже приведены кривые на- маг1П1чивания для литого ядра (кри- вал 1) и для слипания (кривая 2)..
Как видно из приведенной зависи- па;ибольшее отличие кривые намагничивания имеют в областях 3, 4 (линейной области и квадратичной). Дня конструкдионнь1Х сталей линейная область и квадратичная область кривой намагни швания включают интервал полей от 2 до 40 А/см, ввиду чего при контроле соединений, выполненных контактной точечной сваркой, из кон- струкционньк сталей изделие необходимо :иакагничивать в интсфвал полей 2-40 А/см, .
Способ осуществляется . след-5пощим образом.
После сварки изделие размагничивают, так как контактная сварка ведется при токах по.рядка 8-20 тыс. А, что обусловливает высокую остаточну намагниченность изделия и, поскольку при контактной точечной сварке при неодновременной простановке точек .остаточная намагниченность каждой точки будет разной, поля рассеяния на поверхности изделия зависят не от
543652
характера сварного соединения, а от порядка простановки точек.
Размагничивание изделия позволяет исключить магнитную предысторию
5 изделия. Затем осуществляют намагничивание изделия полям1-1 2-40 Л/см и считывают поля рассеяния изделия, Намагничивание контролируемого изделия в зоне слабых полек способствует
10 повышению надежности выявления дефектов, в частности наиболее опасного дефекта контактной сварки - слипания, т.е. нгпровара, что обусловлено исходя из экспериментальных AaHtmix
tS тем, что магнитные характеристики качественного сварного соединения и слипания обличаются только при намагничивании контролируемого изделия в области слабых полей,
20 Пример. Контролировапи магнитографическим методом изделия типа дисков, сваренные в 5G точках. Контроль вели с предварительным размагничиванием и без него в области сла25 бых нолей, доводя, изделие до технического насьщения, Йри контроле без предварительного размагничивания и доведения изделия. до технического насыщения достоверность контроля 23%,
30 при контроле с размагничиванием и намагничиванием з области слабых полей - 96%,
Формула изобретения
35
Способ магнитного контроля сварных соединений, заключающейся в том, что контролируемое изделие намагничивают и считывают поля рассея40 ния с помощью магнитного преобразователя, отличающийся тем, что, с целью повышения достоверности при контроле соединений, вьтолнен- ных контактной сваркой, перед на45 магничива1 ием издштие размагничивают, а намагничивание осуществляют полями 2-40А/СМ .
О zo 0 so so wo т т НА/СН
Редактор В.Ковтун
Составитель И.Кьсоян
Техред А.Кравчук Корректор С.Черни
Заказ 4713/47 Тираж 778 Подписное ВНИИПИ Государственного ко ттета СССР
по делам изобретений и открытий : 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗБЫТОЧНОЙ КОРРОЗИИ СТАЛИ | 2015 |
|
RU2570704C1 |
| СПОСОБ МАГНИТНОГО КОНТРОЛЯ ТОЧЕЧНЫХ СВАРНЫХ СОЕДИНЕНИЙ | 1992 |
|
RU2029295C1 |
| Способ магнитографического контроля сварных соединений | 1990 |
|
SU1767408A1 |
| Способ магнитографического контроля стыковых сварных соединений | 1987 |
|
SU1506346A1 |
| Способ магнитографического контроля изделий из ферромагнитных материалов | 1988 |
|
SU1534380A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ РЕЛАКСАЦИОННОЙ КОЭРЦИТИВНОЙ СИЛЫ И РЕЛАКСАЦИОННОЙ НАМАГНИЧЕННОСТИ ПРОТЯЖЕННЫХ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2016 |
|
RU2627122C1 |
| Способ магнитографического контроля | 1984 |
|
SU1462176A1 |
| Способ магнитографического контроля | 1991 |
|
SU1832191A1 |
| СПОСОБ ЛОКАЛЬНОГО ИЗМЕРЕНИЯ КОЭРЦИТИВНОЙ СИЛЫ ФЕРРОМАГНИТНЫХ ОБЪЕКТОВ | 2011 |
|
RU2483301C1 |
| Способ магнитографического контроля | 1989 |
|
SU1727043A1 |
Изобретение относится к области магнитной дефектоскопии и может быть испальзовано при контроле качества сварных соединений изделий из феррома - нитных материалов, выполненных контактной сваркой. Цель изобретения - повышение достоверности при контроле соединений, выполненных контактной Сваркой, достигается за счет исключения магнитной предыстории изделия путем предварительного размагничивания, последующим намагничиванием полями 2-40 А/см и считыванием полей рассеяния магнитным преобразователем, что позволяет выявлять дефекты типа слипание. 1 ил. с S9 tvd с;п jib 00 а ел
| Учебное пособие для машиностроительных вузов | |||
| Под ред | |||
| В.Н.Волчен - ко | |||
| М.; Машиностроение, 1975, с.220. |
